
嘉峪检测网 2025-07-18 15:28
导读:本文选取4个典型脆性断裂案例进行分析,并根据断裂原因提出了分析方法和针对性的有效改进措施。
航空零件的种类繁多且设计复杂,同时基于航空器高稳定性、高速、高安全性的要求,对各个环节零部件的设计、制造、加工和装配都有着极高的工艺要求与质量控制标准。断裂是航空零件制造、装配和服役阶段常见的失效形式之一,其中脆性断裂是一种断裂前几乎不产生明显塑性变形的断裂方式,往往无任何征兆,对零件的正常使用危害性极大。
脆性断裂的原因经常涉及零件批次性问题,其危害性极大,关注度高。为明确零件最终断裂原因,故障分析过程中经常耗费大量的时间和人力。以下选取4个典型脆性断裂案例进行分析,并根据断裂原因提出了分析方法和针对性的有效改进措施。
01 案例分析
1.1 不锈钢螺栓断裂
某不锈钢螺栓在使用中经常发生断裂或出现裂纹,其材料为1Cr17Ni2钢,主要制造工序为毛坯(模锻件)→钳工去毛边→钳工→搓丝→中间检验→热处理→无损检测→成品检验。断裂螺栓宏观形貌如图1所示。由图1可知:螺栓表面完好,无明显的机械损伤、锈蚀和塑性变形。

将断裂螺栓断口试样置于扫描电镜(SEM)下观察,结果如图2所示。由图2可知:螺栓断口微观特征一致,裂纹均起源于螺栓表面,裂纹源区和扩展区的特征基本相同,均为沿晶特征,晶面上有碳化物颗粒分布。人工打断螺栓光杆段制造缺口,其断口也呈沿晶形貌特征。
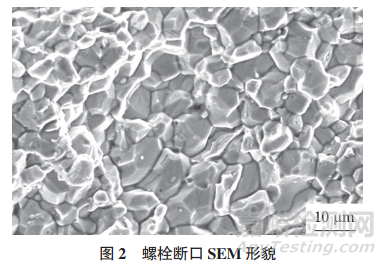
对断裂螺栓进行硬度测试和化学成分分析,结果均符合技术要求。螺栓断口除剪切唇外,均呈沿晶特征,说明其为脆性断裂;而且人工打断断口也呈脆性断裂特征,说明其脆性来自螺栓本身。该螺栓的热处理工艺为(1030±10)℃淬火、480~540℃回火,强度为(1175±100)MPa,螺栓的实际测得强度为1130MPa,满足技术要求。根据《中国航空材料手册》,1Cr17Ni2钢有明显的回火脆性,不宜在400~580℃回火,而螺栓的回火温度为480~540℃,正好在该温度范围。此外,对比回火脆性温度区间内及脆性温度区间外的试样,回火脆性区间试样的冲击吸收能量为非脆性温度区间回火试样冲击吸收能量的59%。因此,可以判断螺栓在回火脆性温度范围内回火是其脆性断裂的主要原因,为零件的批次性问题,将问题螺栓未出厂就进行停用处理。后续要调整螺栓的回火温度,避开回火脆性区间。
1.2 侧滚轮裂纹
某侧滚轮装配时没有产生裂纹,在装配后几天内就产生了裂纹。侧滚轮材料为GCr15钢,其主要生产工艺流程为:下料→数控车→热处理→磨工、车工→中间检验→热处理(低温回火)→磁粉检测→表面处理→磁粉检测→成品检验。
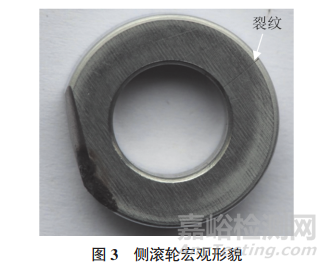
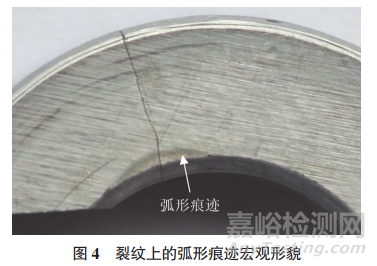
侧滚轮宏观形貌如图3所示。由图3可知:裂纹已在一侧径向贯穿,裂纹刚健笔直,无明显塑性变形。在靠近中心孔裂纹一侧的位置可见弧形痕迹(见图4),可知裂纹从该痕迹处萌生起源。断口源区微观形貌呈沿晶+ 准解理断裂特征,还有少量韧窝。沿晶晶面上还可见“鸡爪痕”特征的撕裂棱线,未见夹渣、气孔等冶金缺陷,裂纹源区SEM形貌如图5所示。对裂纹源区进行能谱分析,结果显示其成分为正常材料的基体元素,未发现表面镀铬层的渗入。
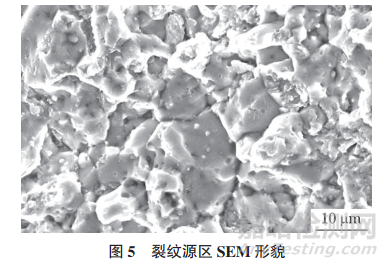
由于裂纹从弧形痕迹起源,故对该痕迹进行分析,发现该处存在颗粒物,对痕迹上的颗粒物进行能谱分析,得到其成分主要为Cr元素,无颗粒物的痕迹表面则为材料基体元素Fe,表面痕迹处的镀层不完整和不致密。侧滚轮裂纹源区的微观特征为沿晶+准解理,呈脆性起源特征,且沿晶晶面可见“鸡爪痕”状的撕裂棱线形貌,断面上无腐蚀产物,具有典型的氢脆断口特征;该零件装配后间隔一段时间产生裂纹,符合氢脆延时开裂的特点,因此其裂纹性质为氢脆开裂。
裂纹产生位置存在弧线痕迹,从形貌上观察该痕迹应与零件加工过程中的磨削有关,磨削不当可能使痕迹处产生较大的残余应力,使得后续表面处理电镀铬的过程中,氢原子在该处聚集,导致最后发生氢脆开裂,后续通过改进和控制磨削工艺解决了该问题。
1.3 自锁螺母断裂
某自锁螺母安装于工作温度达400℃的法兰盘上,材料为30CrMnSiA钢,主要工艺流程如下:材料检验→钳工→磁粉检测→机械加工→热处理→钳工→磁粉检测→钳工→表面处理(镀镉钝化)→自锁试验。该自锁螺母使用一段时间后均出现裂纹,裂纹宏观形貌如图6所示。由图6可知:螺母裂纹均由收口端起裂,沿螺母轴向扩展,裂纹形态一致。裂纹打开后断口呈银灰色,断面无塑性变形。

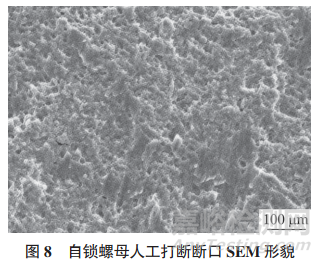
将断口置于扫描电镜下观察,结果如图7所示。由图7可知:整个断口形貌特征基本一致,未见明显的断裂棱线和起源特征,未见初始裂纹和缺陷,断口均呈脆性沿晶特征,晶面光滑,覆有一层表面膜。对断口进行能谱分析,结果显示断口存在大量的Cd元素。取与断裂螺母同批次的未装配螺母,人工打断螺母,断口呈韧窝形貌特征(见图8),能谱分析结果显示断口材料均为正常元素。
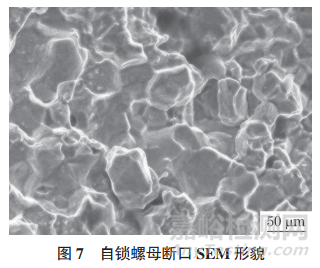
自锁螺母断口的宏微观特征显示,断裂无塑性特征,微观均呈沿晶形貌,属脆性断裂。断面上存在大量的Cd元素,结合自锁螺母安装环境,判断其断裂性质为镉脆,属于低熔点金属致脆。为避免该螺母再次发生断裂,将其材料选为高温合金GH4169,同时表面处理工艺采用镀银的方式,可确保自锁螺母不再发生镉脆。
1.4 LD5三通接头开裂
液压系统的三通接头材料为LD5铝合金,其连接方式为非扩口式,在安装一段时间后,检查发现该三通接头存在裂纹。三通接头的主要生产工艺流程为:锻造→热处理→加工→硫酸阳极化。
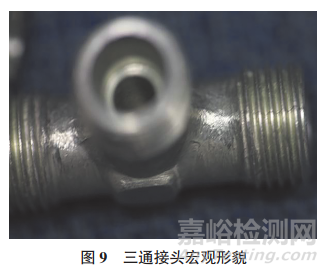
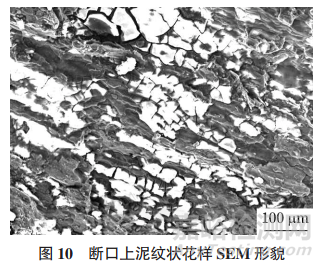
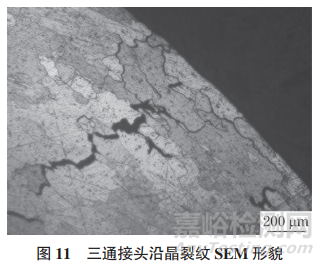
经过宏观观察,发现裂纹均匀分布在接头螺纹的端头处,且均已贯穿管壁(见图9)。将裂纹打开,在扫描电镜下观察断口,可见泥纹状的腐蚀产物,能谱分析结果显示材料含有O、Cl、S等腐蚀性元素;在螺纹端头裂纹处截取金相试样,将试样置于光学显微镜下观察,发现裂纹由端头内表面向外表面扩展,以沿晶扩展为主,裂纹开口较为明显(见图10~11)。裂纹中存在泥纹花样腐蚀产物,具有沿晶扩展特征,零件材料在含Cl离子的环境中具有应力腐蚀开裂敏感性,同时S元素的存在增大了裂纹沿晶扩展倾向;三通接头安装后受拉应力作用,综合判断三通接头的开裂性质为应力腐蚀开裂,属于环境介质与应力共同作用下的开裂,Cl元素和S元素同时存在使得应力腐蚀开裂现象加剧。
开裂的三通接头通过非扩口形式连接导管,其在装配过程中发生开裂,装配环境并不恶劣;同时发现采用扩口式连接的三通接头均未出现应力腐蚀开裂,两种连接方式的螺纹受力状态不同,所以该三通接头的应力腐蚀开裂原因主要跟应力有关,后续改进措施为将三通接头的连接方式改为扩口。
02 综合分析
(1)上述分析结果中的回火脆、氢脆、镉脆和应力腐蚀都属于脆性断裂失效范畴,其常见断口特征为沿晶。若断口处无塑性变形,则不能直接判断一定为脆性断裂,因为可能为疲劳断裂。
(2)零件发生脆性断裂与多种因素有关,包括材料自身特点和环境等因素,如上述案例中的回火脆属于前者,而镉脆(液态金属致脆)、氢脆、应力腐蚀开裂则属于后者,如何辨别具体属于哪种断裂性质,首先应从断口形貌、断面是否存在腐蚀性花样、产物和表面镀层成分来判断,而更直接的方法是人工打断获取断口,观察其断口特征是韧性还是脆性。若为韧性,则说明脆性断裂跟材料无直接关系,而是跟环境介质共同作用有关;若为脆性,说明零件自身已脆化,需复查该零件的制造流程,特别是热加工环节,以确定脆化的来源。
对于环境介质作用下的脆性断裂,未必能快速、准确确定其发生原因,液态金属致脆较易判断,如案例中的自锁螺母使用环境温度达到400℃以上,表面镀层却选择低熔点的镉层,使用中镀层熔化为液态,并渗入零件基体,使螺母脆化并在工作应力下开裂,属于典型的设计选材不当。而氢脆和应力腐蚀开裂的影响因素复杂,零件发生氢脆或应力腐蚀开裂的前提是所用材料具有敏感性,一般高强度钢都具有氢脆敏感性。材料在某些环境下具有应力腐蚀敏感性,进而发生应力腐蚀。在该前提下,高强度钢零件在制造过程中,表面处理(电镀)时发生氢的渗入,若后续除氢不彻底,材料会在持久拉应力作用下发生氢脆开裂,因为氢脆一般跟表面处理电镀有关。氢脆发生的绝大部分原因是零件的批次性问题,往往涉及较多的零件,其防范措施采用过程控制,通过随槽试样的氢脆试验来保证零件质量。开展氢脆失效分析时,如果氢脆起源位置存在裂纹、折叠、机械加工损伤、冶金缺陷等,这些缺陷就会破坏零件的连续性,使零件产生应力集中,表面除氢后,残余氢原子在应力作用下在缺陷处聚集,最后在持久应力的作用下,材料发生氢脆破坏,案例中的侧滚轮氢脆开裂就属于这种情况。侧滚轮氢脆跟起源位置镀层不完整、不致密有关,为此排查库存的该批零件,均未发现该形貌,模拟装配后摆放超过200h也无零件发生开裂,同时已装配的6件零件只有1件开裂,参考ASTM F519《镀/ 涂工艺与服役环境的氢脆力学性能评估标准试验方法》,零件往往在装配使用后较短时间内就会发生氢脆开裂,而已装配的零件约半年都未失效,这些信息综合表明侧滚轮氢脆属于个性案例。此外,氢脆还跟受力有关,不正常的受力状态和载荷会促进氢脆的发生。
高强度铝合金锻件发生应力腐蚀破坏较为常见,应力腐蚀开裂原因分析的难点主要是确定是应力因素还是环境因素,一般要结合失效件发生失效的时间、使用环境、受力状态和表面处理工艺进行综合判断,对于使用时间较短就发生失效的零件,应力的影响可能性较大。但在外场零件应力腐蚀开裂分析中,有的是表面防护层受到破坏,使得基体裸露在含有敏感介质的环境中,进而造成应力腐蚀破坏,这可能是装配过程中表面防护层破坏或后期使用维护造成的,可采取装配后再涂防腐涂料的方式(湿装配)进行预防。
由以上脆性断裂案例进行分析可知:其原因是多方面的,涉及设计、制造、装配、使用等环节。由于零件脆性断裂的危险性高,为避免该类事件的发生,首先在设计选材时,除考虑强度外,还应了解其使用环境,并合理选择表面处理工艺,设计单位应多了解零件的失效形式和原因。在零件制造过程中,应选用合格的原材料,并正确设定工艺参数,以满足设计要求;最后在零件装配、使用时,须了解零件的特性,保证零件正确的装配状态和完好的表面状态。零件在“全生命周期”的任何一个环节都有可能发生脆性断裂,对此要严格执行全过程质量控制。
03 结论
(1)应采用宏观与微观观察相结合的方法对零件脆性断裂进行判定。
(2)脆性断裂的原因跟多种因素有关,包括自身材料和环境介质因素,可通过人工打断获取的断口形貌来明确断裂原因。
(3)脆性断裂并非均是零件批次性问题造成的,应结合断裂原因和失效一般规律,对零件进行处置和改进。
(4)为避免脆性断裂的发生,应从零件设计、制造、装配和使用的“全生命周期”进行严格质量控制。
作者:王强,林文钦,王陆增,曾思学,李俊文,丁力钊,王怡星
单位:成都飞机工业(集团)有限责任公司

来源:理化检验物理分册