摘要:腐蚀被视为“钢铁材料的癌症”,其引发的危害和经济损失遍及整个制造领域。粉末渗锌是基于固态热扩散原理,将锌等耐蚀元素扩散至金属构件表面形成冶金结合多功能合金防护渗层的一种表面强化技术。该技术能够赋予钢铁材料优异的耐磨、耐蚀和抗高温氧化等性能,是钢铁材料腐蚀的有效“疗法”,已广泛应用于汽车、船舶、建筑、铁路等领域。从前处理改性、渗剂配方优化、工艺参数影响和后处理强化等方面综述了钢铁表面粉末渗锌合金化技术的最新研究进展。首先介绍了粉末渗锌合金化制备技术的演变过程,分析了包埋渗、机械能助渗和真空粉末渗的基本原理、主要特点以及技术优势。随后,重点阐述了基体与主渗剂纳米化、多元共渗和稀土活化对渗层活性原子扩散、组织和性能的影响,梳理了渗锌工艺参数对渗层厚度的作用规律,概括了复合后处理技术对渗层耐蚀性的强化效果,分析了典型多元渗层的形成机制。最后,提出了钢铁表面粉末渗锌合金化技术面临的挑战以及未来的发展方向,以期为制备高性能渗层、推动粉末渗锌合金化技术创新及应用提供参考。
关键词:粉末渗锌技术;多元共渗;合金化;后处理;渗层形成机理
钢铁材料腐蚀是全球普遍存的共性问题,其在经济、安全和环境方面带来的巨大危害不断推动着先进防腐材料与技术的创新与发展。金属锌(Zn)作为一种耐蚀性能优异的防腐材料,涂覆于钢铁表面能够发挥双重防护作用[1-2]:一是屏障保护作用,锌层较为致密,加之锌与大气中的氧气、二氧化碳和水反应,在涂层表面形成高致密、强附着和高耐蚀的钝化膜,可有效阻挡腐蚀介质侵蚀与渗入;二是阴极保护作用,锌的标准电极电位为−0.76 V,低于铁(Fe)的标准电极电位(−0.44 V),锌能够充当牺牲阳极材料,为铁提供阴极保护。此外,锌还具有价格低廉、熔点低(419.53 ℃)、易于涂覆和黏附性强等优势,因此成为钢铁材料腐蚀防护领域规模化应用的重要材料之一[3]。
目前,锌防护涂层的制备技术主要包括热浸镀、粉末渗、热喷涂和流化床等。Vourlias等[4-5]研究发现,粉末渗、热喷涂和流化床技术制备的锌涂层的耐蚀性与热浸锌镀层表现出相近水平,是非环保热浸镀技术的潜在替代工艺。其中,粉末渗锌技术是一种依靠化学气相沉积和原子热扩散原理,在钢铁表面制备锌合金渗层的防腐工艺[6]。该技术具有多重显著优点[2,7-8]:一是渗层厚度均匀、抗划伤能力强且与基体为冶金结合,可确保渗层持久稳定的防护效果;二是工艺温度适中(390~450 ℃)且无氢脆风险,有效避免了材料力学性能退化;三是粉末流动性良好,特别适用于处理带有深孔、凹槽或螺纹等复杂形状的构件;四是工艺环保,无锌蒸汽等有害物质产生,符合绿色制造发展趋势。此外,Skotnicki等[9]对比研究了粉末渗锌和热浸镀锌在耐蚀性方面的差异。研究表明,粉末渗锌表面硬度(370HV0.02)明显高于热浸镀锌层(50HV0.02),尤其是在腐蚀磨损耦合工况下,粉末渗锌层展现出更加优异的耐蚀性。因此,该技术在钢铁腐蚀防护领域备受青睐,已在汽车、船舶、建筑、隧道、铁路、水利和风能等行业得到广泛应用[10]。
近年来,国内外对粉末渗锌技术的研究可归纳为以下几个方面:
1)高效制备工艺的开发,针对粉末渗锌工艺时间长、制备效率低的问题,利用表面自纳米化、渗剂纳米化和稀土活化等方法,降低活性原子扩散激活能,提高活性原子扩散速度,显著缩短粉末渗锌工艺时间[11-13];
2)多元共渗技术研究,随着钢铁材料应用环境愈发严酷,对粉末渗锌层防护性能提出更高的要求,研究者致力于引入一种或多种如铝(Al)、镍(Ni)、铬(Cr)、镁(Mg)、铜(Cu)、锰(Mn)和钛(Ti)等高耐蚀金属元素制备多元合金渗层,以此提升渗层的耐磨、耐蚀及高温抗氧化性能[14-19];
3)复合涂覆高耐蚀后处理技术开发,针对渗锌层因贯穿裂纹等缺陷导致的耐蚀性能不佳问题,创新开发了“粉末渗锌+达克罗/热烧结锌铝/机械镀锌等”复合涂覆工艺,使复合涂层耐中性盐雾性能优于2 000 h[20-22];
4)多元粉末共渗机理研究,揭示了多元共渗层形成机制,为制备综合性能优良的多元共渗层提供了理论依据[14,18]。
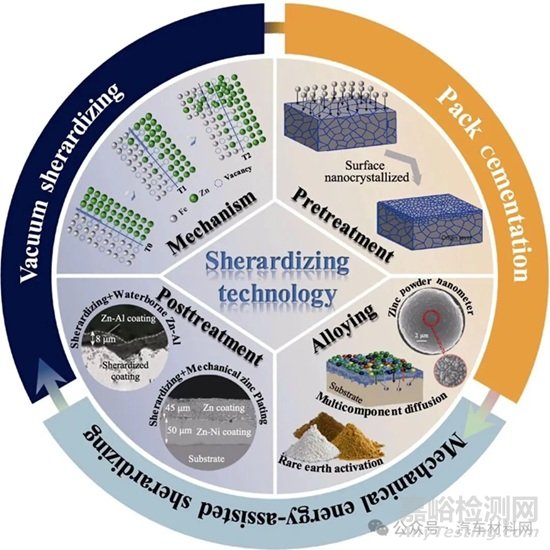
现有粉末渗锌领域的综述多关注一元粉末渗锌,缺乏对锌基粉末合金化技术全流程系统的总结。鉴于此,本文重点围绕锌基粉末合金化技术演变、预处理、合金化、后处理和机理等5个角度,综述了近年来国内外对锌基粉末合金化技术的最新研究进展(图1),并结合研究趋势,对粉末渗锌技术的未来发展方向进行了展望,旨在为该技术的创新研究和工业化应用提供参考与借鉴。
图1 钢铁表面粉末渗锌合金化技术的研究现状图文摘要
Fig.1 Graphical abstract of the research progress on the sherardizing technology for steel surface
1 粉末渗锌制备技术演变
粉末渗锌是指在高温环境下将预处理金属工件(通常为钢铁材料)放入由主渗剂、活化剂和惰性填充剂等均匀混合的渗剂中共同加热,使锌等耐蚀元素扩散至金属基体表面形成冶金结合合金渗层的表面强化技术,其赋予了工件优异的耐磨、耐蚀及高温抗氧化性能[23]。该技术的雏形可追溯至20世纪初,由英国冶金学家Sherard Cowper-Coles将铁置于锌粉中退火时,发现铁表面形成了Zn-Fe合金扩散层而提出,并命名为“Sherardizing”。由于该技术不使用液相锌,因此又被称作“干式镀锌”或“蒸汽镀锌”[24]。此后,随着钢铁材料对耐蚀防护技术的迫切需求,粉末渗锌技术在20世纪30至50年代被学者改进优化,并实现工业化[25]。直至20世纪60年代,我国武汉材料保护研究所开展了热扩散粉末渗锌工艺研究,后由北京有色冶金设计研究总院实现了工业化应用,并成功研制出热扩散粉末渗锌成套设备[26]。随着技术不断创新与迭代,粉末渗锌工艺经历了从包埋渗锌到机械能辅助渗锌,再到真空渗锌的演变。
1.1 包埋渗锌技术
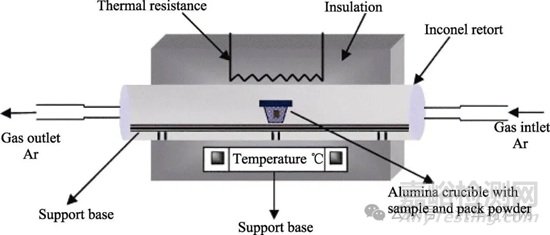
包埋渗锌技术是粉末渗锌的早期形式,其原理是将待处理的金属工件和渗剂按一定比例填满容器并密封,在静态条件下依靠高温固态扩散使工件表面合金化(图2)[27]。该技术因工艺简单,设备要求较低,一直沿用至今。然而,由于包埋渗锌技术存在渗剂利用率低、制备效率慢和能耗高等缺点,难以满足大规模工业化生产需求,因此该技术多用于实验室创新性探索研究。
1.2 机械能辅助渗锌技术
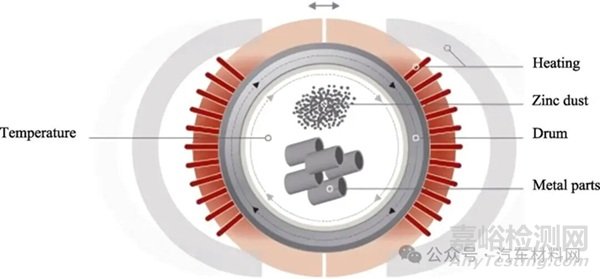
机械能辅助渗锌技术是一种基于包埋渗锌改进形成的新工艺。该技术通过机械转动引入动能,利用机械冲击活化和热扩散协同作用,使活性原子快速扩散至金属工件表面,并形成优质合金化渗层(图3)[28]。相比传统包埋渗锌技术,机械能辅助渗锌具备以下突出优势:一是借助机械冲击活化,有效降低了合金化所需的温度,并提升了渗锌效率。陈鹭滨等[29]研究发现,渗剂与基体持续碰撞能使基体表面空位浓度和表面缺陷增多,为锌等活性原子扩散提供更多的通道,使锌粉扩散激活能降低,实现了渗锌工艺降温增效;二是动态渗锌能够改善合金化渗层质量。张跃等[30]对比分析了机械能辅助渗锌层与包埋渗锌层的微观组织,发现动态环境下工件的受热以及和渗剂的接触都更为均匀,获得的渗层也更加均匀致密;三是动态工艺降低了渗剂烧结和黏附的风险,加之工件周围的渗剂时刻处于动态更新状态,大大提高了渗剂有效利用率。因此,该工艺被广泛应用于渗锌构件的工业化生产中。此外,为适应不同工件的装卸需求,机械能辅助渗锌的炉胆设计有圆形、四方形、六方形等多种形状[28,31],但是渗筒形状、几何尺寸等对渗层制备效率和微观组织的影响尚不明确,仍需进一步深入研究。
图2 包埋渗锌技术原理图[27]
Fig.2 Schematic diagram of pack cementation zinc technology[27]
图3 机械能辅助渗锌技术原理图[28]Fig.
3 Schematic diagram of mechanical energy-assisted sherardizing technology[28]
1.3 真空粉末渗锌技术
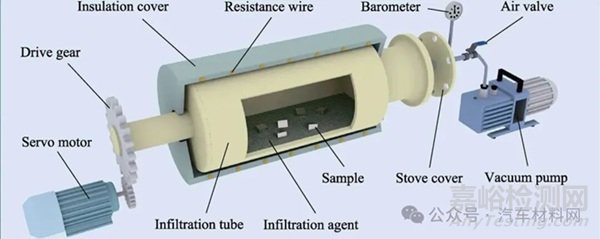
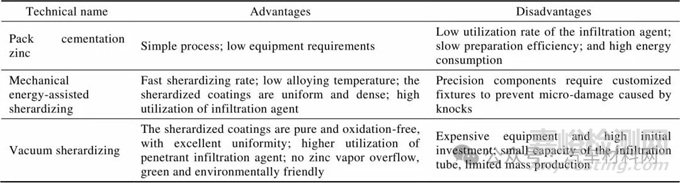
真空粉末渗锌技术是在真空条件下,使锌等活性原子热扩散至钢铁构件表面形成合金化渗层的方法(图4)。真空技术的引入显著优化了传统粉末渗锌工艺,有效避免了基体、渗剂以及渗层在高温环境下的氧化问题,提升了渗剂的利用效率和合金化渗层耐腐蚀性能。张忠恩等[32]采用真空渗锌技术在紧固件表面成功制备了厚度为50 μm的均匀渗锌层,发现渗锌紧固件在5%(质量分数)NaCl的中性溶液中浸泡12 096 h未锈蚀,展现出优异的耐蚀性。然而,真空系统结构复杂,初始投资高,目前该技术尚未实现大规模工业化应用。3种粉末渗锌制备技术的优缺点如表1所示。
图4 真空粉末渗锌技术原理图
Fig.4 Schematic diagram of vacuum sherardizing technology
表1 3种粉末渗锌制备技术的优缺点
Tab.1 Advantages and disadvantages of three sherardizing technologies
2 基体预处理
基体预处理对于制备高质量的表面防护层至关重要。在粉末渗锌过程中,基体表面的氧化膜、锈斑以及油污等杂质都会阻碍活性原子的扩散,导致渗层不均,附着力变差,从而降低防护效果[24]。因此,在进行粉末渗锌前,必须对基体进行系统性的清洗除油、机械/化学除锈和氧化皮、漂洗干燥和表面检验等工序,确保获得洁净的高活性表面,为后续制备优质渗锌层奠定坚实的基础[10]。
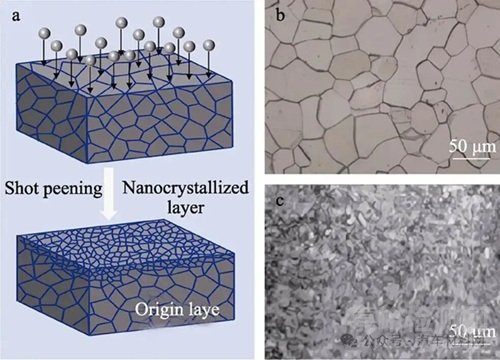
此外,相关研究表明,晶界是热扩散的快速传质通道,原子沿晶界的扩散激活能仅为晶内扩散激活能的0.3~0.6倍[33]。为了对粉末渗锌技术进行降温增效,表面自纳米化技术被应用于粉末渗锌预处理中活化基体表面。张晶等[34]采用超音速微粒冲击对Q235钢进行表面纳米化处理。研究发现,在相同保温温度和时间条件下,纳米化基体渗层平均增厚了78.7%;而在相同保温温度下,制备等厚渗层所需时间缩短了50%。可见,表面纳米化技术能够有效降低渗锌温度并缩短渗锌周期。同时,尹丽晶[35]采用高能喷丸表面纳米化技术在工业纯铁表面制备了纳米晶组织(图5)。结果表明,表面纳米化使锌原子的扩散激活能降低了约43 kJ/mol,同时增大了活性锌原子扩散速率和Zn-Fe合金形核率。在相同工艺条件下,纳米化基体渗层原子渗透深度、厚度、表面硬度和耐蚀性较粗晶基体渗层均得到明显提升。
图5 高能抛丸表面纳米化原理(a)、表面自纳米化前金相组织(b)和表面自纳米化后金相组织(c)
[35-36]Fig.5 Schematic of high-energy shot peening induced surface nanocrystallization (a), metallographic structure before surface self-nanocrystallization (b), and metallographic structure after surface self-nanocrystallization (c)[35-36]
3 锌基合金化
渗剂配方是锌基粉末渗技术的核心,直接决定渗层性能与质量。粉末渗锌的渗剂主要由主渗剂、活化剂和填充剂等组成。其中,主渗剂主要成分为锌粉,用于提供锌等元素;活化剂为NH4Cl、卤化物和稀土氧化物等,用于促进活性锌原子的电离与扩散,并改善渗层性能;填充剂主要为氧化铝、石英等陶瓷粉,用于防止锌粉高温烧结,保持渗剂均匀受热。由于填充剂为惰性材料,不参与反应,因此目前关于渗剂的研究主要集中于主渗剂和活化剂两方面。
3.1 主渗剂
传统粉末渗锌技术为一元粉末渗锌,主渗剂为微米级高纯锌粉。然而,随着钢铁等材料服役工况日益苛刻,仅以微米级锌粉制备的一元Zn-Fe合金层,其耐磨、耐蚀和高温抗氧化等性能已难以满足实际应用要求。为了进一步提高渗层综合性能,延长服役寿命,纳米粉末渗锌技术多元共渗工艺逐渐成为研究的热点。其中,多元粉末渗锌技术研究更盛,其本质是将以锌为主元的多种耐蚀活性原子渗入金属构件表面,通过多种元素的优势互补与协同效应,实现渗层综合性能的显著提升。目前,研究最广泛的高耐蚀金属元素主要有Al、Ni、Cr、Mg、Cu、Mn和Ti等,相关研究主要聚焦于二元(Zn-X)和三元(Zn-X-X,其中X为高耐蚀金属元素)粉末渗锌体系。
3.1.1 一元粉末渗锌
采用一元粉末渗锌技术制备的Zn-Fe合金渗层具有良好的耐蚀性能,且与基体形成牢固的冶金结合,已成为钢铁腐蚀防护领域的重要解决方案之一[10,31,37]。作为渗锌工艺的核心材料,锌粉添加量对渗层厚度和性能起着至关重要的作用。Chaliampalias等[38]研究发现,在相同温度下,当锌含量为15%~50%(质量分数)时,渗层厚度随锌粉含量增加呈指数增长,渗层组织稳定为Fe11Zn40(Γ相)和FeZn10(δ相)。进一步研究表明,在440~450 ℃温度范围内,锌含量小于20%(质量分数)时渗层质量较差;但当锌含量为20%~30%(质量分数)时,渗层得到改善;当锌含量为35%~50%(质量分数)时,渗层质量最佳,耐蚀性能最为突出。此外,呼海龙[39]研究了50%~ 100%(质量分数)锌含量对渗层的影响,发现渗层厚度随锌含量增加呈线性增长。然而,一旦锌含量超过80%(质量分数)时,则容易出现渗剂结块和样件表面黏锌现象。综上,锌含量应控制在20%~80%(质量分数)为宜,但要获得高性能渗层还需与粉末渗锌温度进行优化匹配。
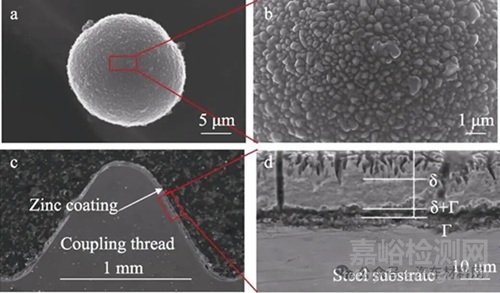
张建文等[40]研究了不同粒径的微米锌粉对渗锌涂层性能的影响,发现均匀且细小的锌粉能够提高热扩散系数,细化渗层晶粒尺寸,并增强渗层的结合强度、均匀性及耐蚀性能。为了进一步提升渗锌层性能,纳米技术被引入一元粉末渗锌工艺中。研究表明,纳米化渗剂具有比表面能高、活性大等特性,能显著提升渗锌效率,并改善渗层耐磨、耐蚀及韧性等性能[2,41]。林志峰等[42]采用纳米复合渗剂制备了渗锌层,其耐蚀性明显优于常规渗锌层,耐海水浸泡腐蚀性能可达 4 000 h。张晶等[43]采用真空粉末渗锌技术研究了纳米锌粉对渗层性能的影响。结果显示,纳米锌粉可显著提高渗层的硬度和耐磨损性能。Galin等[11,44]创新性地开发了一种纳米氧化锌包覆锌颗粒的复合粉体(图6a~b),其表面氧化锌晶体间的纳米级孔隙可产生毛细效应,加速锌向基体表面的扩散。采用复合粉体在螺纹管表面制备的渗锌层不仅均匀致密(图6c),而且形成了由高延展性δ相和高硬度纳米晶Γ相组成的双层结构(图6d)。渗锌层螺纹管拆装寿命较传统渗锌层提高了3倍以上,并且腐蚀速率也显著低于传统渗锌层。虽然纳米锌渗剂具有诸多优势,但仍需加强固态分散技术、毒性评估及低成本制造等方面的研究,以推动其在粉末渗锌领域的规模化应用。
图6 纳米氧化锌包覆锌颗粒复合粉体(a~b)和螺纹管渗锌层微观形貌(c~d)[11]
Fig.6 ZnO-coated Zn composite powder particles (a-b) and microstructure of sherardized coatings on threaded tube (c-d)[11]
3.1.2 二元粉末渗锌
3.1.2.1 Zn-Al共渗层
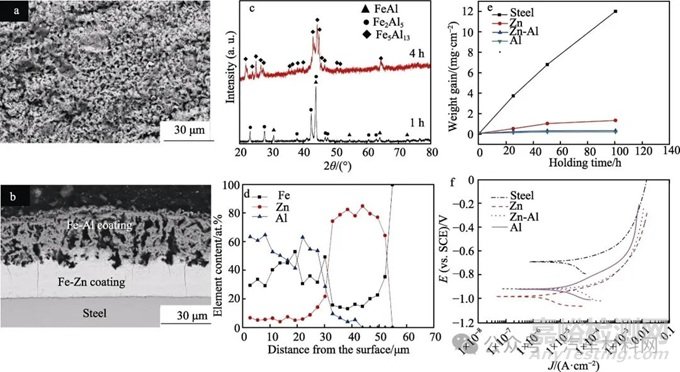
Al的标准电极电位(−1.66V)显著低于锌和铁的标准电极电位,且其氧化生成的致密Al2O3陶瓷膜具备优异的耐磨、耐蚀和高温抗氧化性能[45-46]。因此,采用Al元素改性一元粉末渗锌层成为当前研究的热门课题。Shen等[47]采用包埋法在420 ℃制备了Zn-Al共渗层(图7a)。研究发现,在包埋共渗过程中,首先在基体表面形成致密Zn-Fe层,随后Al-Fe相在Zn-Fe层表面局部形核并以Zn-Fe层为代价生长形成多孔Al-Fe层,使最终获得的Zn-Al共渗层呈现双层结构(图7b~d)。得益于Al-Fe表层氧化形成的Al2O3钝化层,Zn-Al共渗层在500 ℃的高温氧化增重较纯渗锌层减少了1个数量级,表现出优异的高温抗氧化特性(图7e)。然而,由于Al-Fe层为多孔结构,其暴露于腐蚀介质中的面积显著增加,导致Zn-Al共渗层的电流密度高于渗锌层(图7f)。Xue等[14]研究了铝对渗锌层微观组织及耐蚀性能的影响,发现由于共渗温度高于锌的熔点,富锌层中的铁原子向富铝层扩散时,导致锌原子蒸发,使表面Al-Fe层呈现多孔结构。此种结构造成腐蚀介质沿孔洞渗入内层,实际发挥腐蚀防护作用的为Zn-Fe内层,因此Zn-Al共渗层的耐蚀性(7.19×10−6 A/cm2)与纯渗锌层(9.1376×10−6 A/cm2)相近。孙才沅等[48]采用包埋法在450 ℃制备了Zn-Al合金渗层。结果表明,渗层表面硬度相比于20钢基体提高了0.8倍,腐蚀电流密度则较20钢基体降低了92.45%,显著提升了基体的耐磨和耐蚀性能,但研究结果未与纯渗锌层性能进行对比。为降低Zn-Al共渗温度并减少锌的蒸发,杜存山等[49]基于合金熔点低于其组成金属熔点的原理,选择使用锌铝合金渗剂替代锌铝混合渗剂,成功将Zn-Al共渗温度降低至一元渗锌温度以下20~40 ℃。并且,该方法制备的Zn-Al共渗层表现出优异的耐蚀性,经中性盐雾试验672 h未出现红锈腐蚀产物。
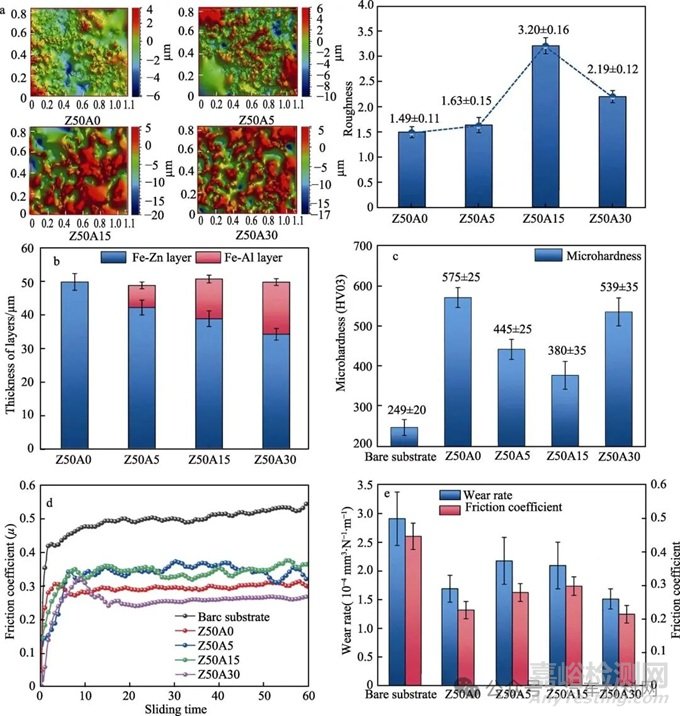
此外,Wang[23]等研究了Al含量(质量分数,0%、5%、15%和30%)对包埋渗Zn-Al合金层微观组织和耐磨性能的影响。研究发现,渗层仍为双层结构,总厚度随Al含量变化的波动小于50 μm;但随Al含量的增加,Al-Fe表层厚度逐渐增大,而Zn-Fe内层厚度逐渐减小(图8b);此外,随着Al含量增多,渗层表面粗糙度呈先增后减的趋势(图8a),渗层表面硬度呈先增后减再增的趋势(图8c)。当Al含量为30%(质量分数)时,摩擦系数(0.23)和磨损率(1.49×10−4 mm3/(N·m))均最低,较纯渗锌层有所改善,且明显优于AISI 1020钢基材,展现出优异的耐磨防护效果(图8d~e)。
3.1.2.2 Zn-Ni共渗层
镍凭借其极强的耐蚀性能被广泛应用于钢铁材料腐蚀防护领域。然而,镍的熔点(1 453 ℃)远高于锌的熔点(419.5 ℃),若在渗锌过程中直接添加镍粉,镍的扩散速度极慢,难以形成Zn-Ni共渗层[50-51]。为解决两者熔点差异大的问题,徐鹏辉等[52]创新性地采用甲酸镍替代金属镍粉,以240 ℃时甲酸镍受热分解生成的活性单质镍作为镍源,在600 ℃成功制备了153 μm厚的Zn-Ni合金渗层。研究表明,渗层组织由FeZn15、Fe11Zn40和Ni2Zn11金属间化合物组成,相较于纯锌渗层,其耐腐蚀性显著提升。同时,徐鹏辉等[52]还研究了500 ℃时甲酸镍含量(15、44、75、103 g)对Zn-Ni渗层耐蚀性的影响。结果显示,随着甲酸镍添加量增加,渗层厚度逐渐变薄,导致腐蚀电流密度增大,腐蚀速率加快,耐蚀性下降。虽然采用甲酸镍替代镍粉为制备Zn-Ni合金渗层提供了创新思路,但过高的共渗温度可能会对基体力学性能产生不利影响,仍需探索低温共渗方法。
图7 Zn-Al合金渗层表面微观形貌(a)、截面微观形貌(b)、相组成(c)、截面元素分布(d)、500 ℃高温氧化增重(e)和极化曲线(f)[47]
Fig.7 Surface morphology (a), cross-sectional morphology (b), phase composition (c), elemental distribution profile (d), high-temperature oxidation mass gain at 500 ℃ (e), and polarization curve (f) of Zn-Al sherardized coatings[47]
图8 Zn-Al合金渗层表面粗糙度(a)、厚度(b)、表面硬度(c)和耐磨性能(d~e)[23]
Fig.8 Surface roughness (a), coating thickness (b), surface hardness (c), and wear resistance (d-e) of Zn-Al sherardized coatings[23]
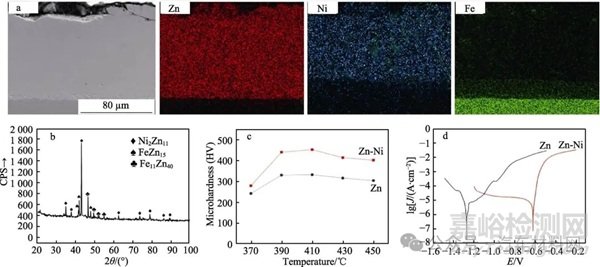
此外,胡旭等[53]创新性地采用“化学镀镍+粉末渗锌”的复合技术在370~450 ℃制备了Zn-Ni合金渗层。研究发现,在化学镀镍后进行粉末渗锌处理时,首先发生Zn-Ni扩散反应。待镍层完全转变为Zn-Ni合金层后,锌继续向基体迁移发生Zn-Fe扩散,最终形成“Zn-Fe层/Zn-Ni层”的双层结构共渗层(图9a),组织由FeZn15、Fe11Zn40和Ni2Zn11金属间化合物构成(图9b)。Zn-Ni合金渗层截面硬度(400~450HV0.025)较锌渗层(318.1~332.8HV0.025)提升了约100HV0.025,Zn-Ni合金渗层耐蚀性(Jcorr=2.72× 10−5 A/cm2)也优于锌渗层(Jcorr = 3.47×10−5 A/cm2),展现出优异的耐磨耐蚀性能(图9c~d)。
3.1.2.3 其他Zn-X共渗层
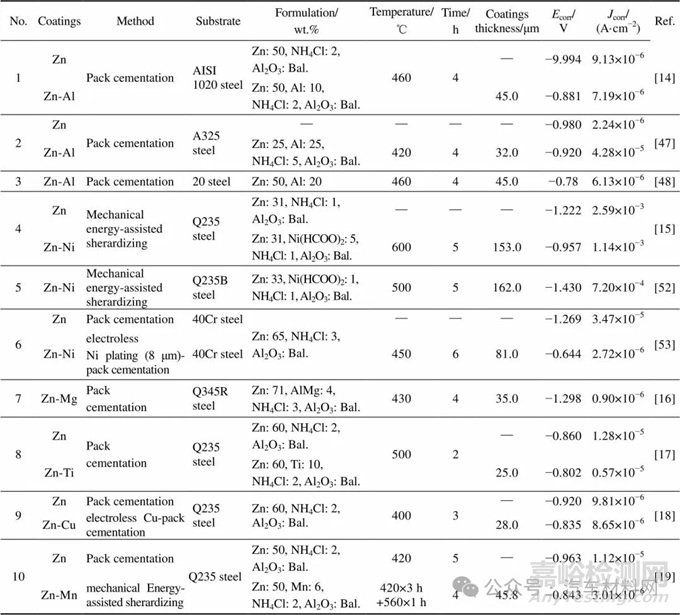
除Al、Ni之外,Cr、Mg、Cu、Mn和Ti等耐蚀元素也被应用于改善粉末渗锌层的耐蚀和高温抗氧化性能。Chaliampalias等[54]采用包埋渗法在400 ℃制备了由“Fe-Zn层/Fe-Zn-Cr层”组成的Zn-Cr共渗层,其中Fe-Zn-Cr层表面氧化形成ZnCr0.8Fe1.2O4和ZnCrFeO4钝化膜,赋予渗层优于Zn-Al合金渗层和锌渗层的高温抗氧化性能。刘秋元等[55]采用机械能助渗法制备了致密且均匀的Zn-Mg合金渗层。研究表明,渗层中的Mg2Zn11和Mg4Zn7相在盐雾作用下形成Zn5(OH)8Cl2·H2O不溶性胶状物质,使其耐盐雾性能超过2 000 h。彭淀[18]采用化学镀铜-粉末渗锌工艺制备了由δ相、Γ相和CuZn4相组成的Zn-Cu共渗层,其耐蚀性(Jcorr=8.65×10−6 A/cm2)较纯渗锌层(Jcorr=9.81×10−6 A/cm2)更优。钟云聪[19]基于机械能助渗法采用两段式升温方式(420 ℃×3 h+560 ℃×1 h)制备了裂纹较少的Zn-Mn共渗层。研究表明,Mn元素的加入可使粉末渗锌层的自腐蚀电位由−0.963 V提升至−0.843 V,同时将腐蚀电流密度由11.12×10−5 A/cm2降低至3.01×10−6 A/cm2。龙君碧[17]采用包埋法制备了Zn-Ti共渗层,同样发现,Zn-Ti共渗层的耐腐蚀性能(Jcorr=1.28×10−5 A/cm2)优于纯渗锌层(Jcorr=5.76× 10−6 A/cm2)。表2给出了不同二元渗锌层耐蚀性能的对比,耐蚀金属元素的引入可以有效改善渗锌层耐蚀性。
图9 Zn-Ni合金渗层截面微观形貌与元素分布(a)、相组成(b)、截面硬度(c)以及极化曲线(d)[53]
Fig.9 Cross-sectional morphology with elemental mapping (a), phase composition (b),microhardness profile (c), and polarization curve (d) of Zn-Ni sherardized coatings[53]
表2 Zn-X二元渗层耐蚀性能对比
Tab.2 Corrosion resistance comparison of Zn-X binary sherardized coatings
3.1.3 三元粉末渗锌鉴于二元粉末渗锌展现出优异的耐磨、耐蚀和高温抗氧化性能,国内学者已开展了三元粉末渗锌技术的探索性研究。何祖新等[56]研究了Cr含量对机械能辅助制备Al-Zn-Cr共渗层组织的影响。研究表明,随着Cr添加量的增加,渗层中Cr的溶解量逐渐增多,但Cr元素并未出现富集现象,而是均匀分布于渗层中。渗层主要由α-Fe、Fe3Zn10、FeZn7和FeAl等相组成。此外,研究还发现Cr元素能够提升Zn-Al的共渗速率,提高合金化效率。与此同时,彭浩平等[37]开展了Mg含量对机械能辅助制备Al-Zn-Mg共渗层组织的影响研究。研究发现,Mg、Al元素以固溶体的形式存在于渗层中,Al-Zn-Mg合金渗层的厚度与Mg的添加量呈正相关。当Mg的添加量为3%~5%(质量分数)时,渗层厚度增幅较小,渗层组织致密且平整;当Mg的添加量大于5%(质量分数)后,渗层厚度增幅较大,渗层出现不规则的裂纹且外部形成了疏松的FeZn13(ξ)相。因此,建议Mg的添加量应控制在3%~5%(质量分数)为宜。目前,对三元粉末渗锌的研究仍处于初期阶段,引入第三种耐蚀元素对渗层性能的改善效果尚不明确,有待进一步深入研究。
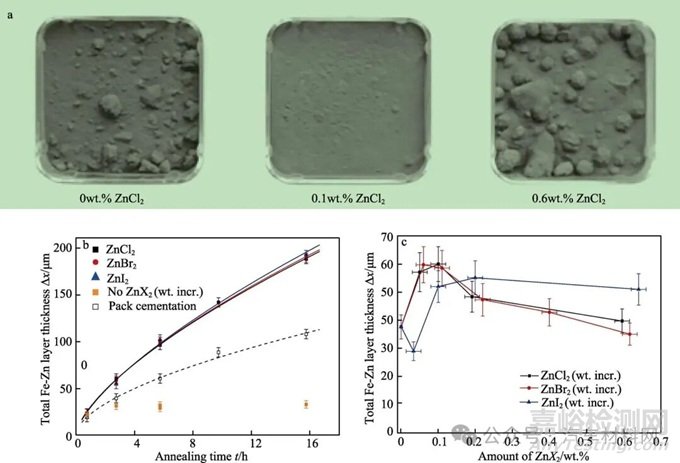
目前,由于NH4Cl具备出色的活化能力和经济性,仍然是粉末渗锌中不可替代的理想活化剂。为加速活性金属原子的形成与扩散,同时改善渗层致密度和均匀性等性能,国内外学者围绕锌卤化物和稀土氧化物等活化剂对渗锌层的改性进行了一系列深入研究。Wortelen等[57]研究了卤化锌活化剂(如ZnCl2、ZnBr2和ZnI2)对机械能辅助渗锌中富锌层生长的影响。研究发现,卤化锌能够使锌粉保持细颗粒状态而不团聚(图10a),从而增强锌的供应效率,提高富锌层厚度(图10b)。此外,研究结果还确定了ZnCl2、ZnBr2和ZnI2的最佳添加量(质量分数)分别为0.1%、0.06%及0.2%(图10c)。可见,在渗剂中适量添加锌卤化物活化剂,可以缩短粉末渗锌的保温时间并降低能耗,在工业应用中具有显著的经济效益。
稀土元素特殊的4f电子结构赋予其极高的化学活性,常与氯化铵等传统活化剂复配使用,以实现协同活化和改性效果。Liu等[58]研究了Y2O3对包埋渗锌层微观结构和腐蚀行为的影响,实验表明,Y的添加使渗层的形成活化能从153.31 kJ/mol降至74.49 kJ/mol,大幅提升了渗层厚度。此外,Y的掺入促进了抗渗透性优异的Fe3Zn10相生成,并在渗层界面和晶界处形成了YZn5相,提高了渗层致密性。因此,与传统粉末渗锌层相比,Y2O3活化的渗层具有更强的抗Cl−和O2渗透性能,展现出更佳的耐蚀性。顾建[13]等研究了CeO2添加量(质量分数,2%、4%、6%和8%)对包埋渗锌层耐磨性能和耐腐蚀性能的影响。研究表明,在耐磨性方面,CeO2在渗层晶界处形成具有钉扎作用的稀土相,阻碍晶界滑移,使渗锌层显微硬度提高。当CeO2添加量(质量分数)为4%时,渗锌层展现出最均匀的硬度分布和最佳的耐磨性能。然而,当CeO2添加量(质量分数)大于4%时,FeZn8.87相和Fe3Zn10相在渗锌层表面增多,导致表面硬度不均匀,因此渗锌层的摩擦系数和质量磨损呈现先减小后增加的趋势。在耐蚀性方面,随着CeO2添加量的增加,渗锌层的自腐蚀电流密度呈先增后减再增的趋势,当CeO2添加量(质量分数)为6%时,自腐蚀电流密度最小,电容弧半径最大,耐腐蚀性能最好。
图10 ZnCl2对合金化后渗剂的分散作用(a)和卤化锌对渗层厚度的影响(b~c)[57]
Fig.10 Dispersion effect of ZnCl2 on the alloyed cementation agent (a) and effect of zinc halides on the coating thickness (b-c)[57]
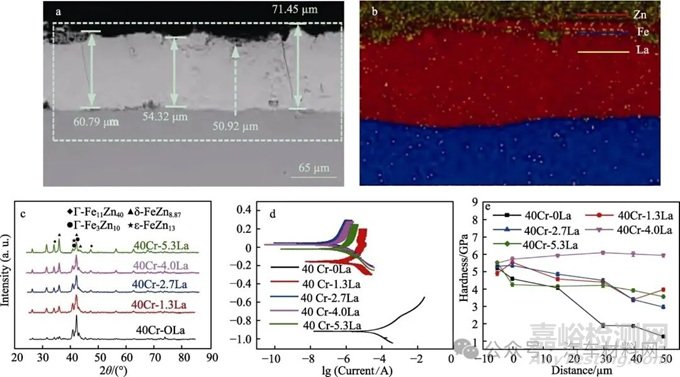
为进一步提高渗锌层的耐蚀性,辛江萍等[6]研究了LaCl3添加量(质量分数,0%、1.3%、2.7%、4.0%和5.3%)对渗锌层微观组织和耐蚀性的影响。实验表明,稀土元素La能够在基体中微量扩散,但不会与锌、铁元素形成新的合金相(图11a~b)。通过添加La,可以减少渗锌层表面凹坑数量,从而避免扩散时裂纹的产生和扩展,并降低渗层的表面粗糙度。此外,La的加入还有助于渗层中致密δ相的形成(图11c)。当LaCl3添加量(质量分数)为4.0%时,渗层中δ相占比最大,裂纹最少,渗层质量最佳。经过稀土La改性的渗层自腐蚀电流密度由1.141×10−6 A/cm2降低至0.458×10−6 A/cm2(图11d),表面硬度由1 GPa提高至6 GPa(图11e),耐磨耐腐蚀性能显著提升。与此同时,黄燕滨[59]和东晓林等[60]的研究结果也证明了适量的稀土La可以改善渗锌层的微观组织和耐腐蚀性。此外,为了充分发挥稀土La活化效果,东晓林等[61]将锌粉浸入由LaCl3、浓盐和去离子水组成的活化液中进行处理。研究表明,与纯锌粉和“锌粉+LaCl3”制备的渗锌层相比,采用活化处理的锌粉制备的渗层厚度虽有所减小,但其耐蚀性更优。综上,稀土在粉末渗锌技术中的应用潜力巨大,但渗层中是否形成稀土合金相以及稀土对锌、铁原子扩散的影响尚不明确,有待深入研究。
3.3 工艺参数影响
保温温度和时间是影响渗锌层组织、厚度和性能的关键工艺参数,合理匹配温度和时间窗口对于获得优质渗层至关重要。
3.3.1 保温温度
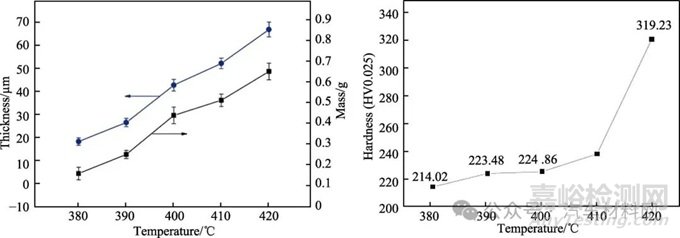
保温温度是决定渗层形成及质量的重要因素之一。根据扩散动力学理论(K=K0exp(−Q/RT),其中K为原子扩散速率,K0为频率因子,Q为扩散激活能,R为气体常数,T为绝对温度),在一元粉末渗锌中,锌、铁等原子的扩散速率与温度呈指数关系[10]。当温度较低时,锌原子无法获得足够的能量克服激活能壁垒,扩散速率极低,故Chaliampalias等[38]发现当粉末渗锌温度≤380 ℃时,即使用较高浓度的锌粉(质量分数,50%)也难以形成完整的渗层。当温度超过锌原子激活能温度阈值时,扩散显著发生,渗锌层厚度随温度升高而增大(图12)。大量研究表明,当温度为390~450 ℃时,渗层物相不随温度发生变化,渗层组织均匀且致密[38,62-63]。随着温度升高,渗层中高硬度δ相占比增大,渗层硬度呈上升趋势[14,64]。然而,耐蚀性随温度升高不断波动,无明显变化规律,但均显著优于钢铁材料[58,65]。当温度过高时,渗剂中的锌会熔化,出现表面黏锌现象,阻碍扩散正常进行,影响渗层形成[62]。在二元粉末渗锌中,合金层中添加的耐蚀元素含量随温度的升高而增加,共渗层厚度也随温度升高呈增长趋势[19,47,56]。由于高熔点耐蚀元素的加入,多元合金化温度通常高于锌的熔点(419.53 ℃),共渗层表层呈现多孔结构,可以尝试开发锌合金粉末渗剂或采用“镀+渗”等复合工艺来降低合金化温度,为制备出表面致密的渗层创造条件[51,53]。
图11 稀土元素La活化粉末渗锌层微观形貌(a)、元素分布(b)、相组成(c)、极化曲线(d)和截面硬度(e)[6]
Fig.11 Microscopic morphology (a), elemental distribution (b), phase composition (c), polarization curve (d) and cross-sectional hardness profile (e) of rare earth element La-activated sherardized coatings[6]
3.3.2 保温时间
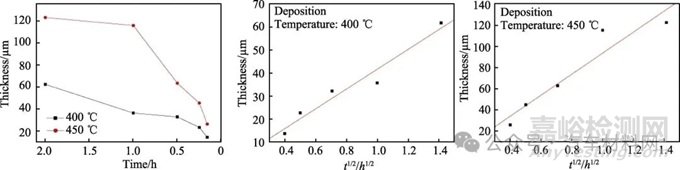
厚度是保证渗锌层长效防护性能的关键指标。大量研究表明,在一元粉末渗锌中,渗层厚度与时间符合抛物线规律:d2=Kt,其中d为渗层厚度,K为原子扩散速率,t为保温时间(图13)[27,66]。当保温时间不足时,锌原子扩散不充分,易出现漏渗或渗层过薄现象,无法提供有效的物理隔绝与电化学防护。随着保温时间延长,渗层厚度逐渐增加。当保温时间超过某一临界值后,锌等原子浓度梯度开始降低,扩散驱动力逐渐减弱,渗层增加速率逐渐减缓。当温度为390~450 ℃时,控制渗锌时间为2~6 h可获得均匀且致密的渗锌层[38,62-63,67]。然而,如果保温时间过长,不仅会造成渗层裂纹增多,还会增加能耗成本。Jiang等[67]在400 ℃制备Zn-Fe渗层时发现,将保温时间由6 h延长至8 h,渗层中的裂纹数量显著增加,导致其耐蚀性下降。此外,在二元粉末渗锌中,合金层厚度随时间延长同样呈增长趋势[17,68]。由于二元粉末渗锌层一般由Zn-Fe/Zn-X双层结构组成,因此需要足够长的保温时间,待Zn-Fe具有一定厚度后才能在其表面形成完整的Zn-X渗层[47]。
4 后处理
粉末渗锌后处理是提升渗锌层耐蚀性和表面质量的重要环节,其本质是对渗锌层的“查漏补缺”与“性能升级”。通过钝化、封闭涂层等复合涂覆工艺弥补渗层中的微裂纹缺陷,同时赋予其优异的化学稳定性、美观性和环境适应性[69]。早期后处理工艺以铬酸盐钝化为主,但由于六价铬具有强毒性,后处理工艺逐渐向“无铬钝化+有机封闭”的环保技术转变,并沿用至今[70]。常用的无铬钝化液主要包括钼酸盐、硅酸盐和有机酸等,用于在渗层表面形成耐蚀氧化膜,防止渗层进一步氧化;常用的有机封闭剂包括水性环氧树脂、水性聚氨酯等,用于填充渗层表面缺陷,增强抗渗透力。杜存山等[49]将“粉末渗Zn-Al+硅酸盐钝化+水性涂层(10~20 μm)封闭”技术应用于铁路横梁等构件防腐。研究发现,后处理试样经1 104 h中性盐雾试验后表面未出现白色腐蚀产物,而未后处理试样表面出现大量白色腐蚀产物,渗层耐蚀性得到了显著改善。姚建洮等[71]探究了氧化石墨烯-硅烷-环氧树脂钝化液对渗锌层耐蚀性的影响。结果表明,钝化处理后腐蚀速率由5.495 g/(m2·h)降低至0.365 g/(m2·h)。
图12 温度对渗锌层厚度和硬度的影响[14,63]
Fig.12 Effect of temperature on the sherardized coating thickness[14,63]
图13 渗层厚度与保温时间的关系[27]
Fig.13 Relationship between the coating thickness and the holding time[27]
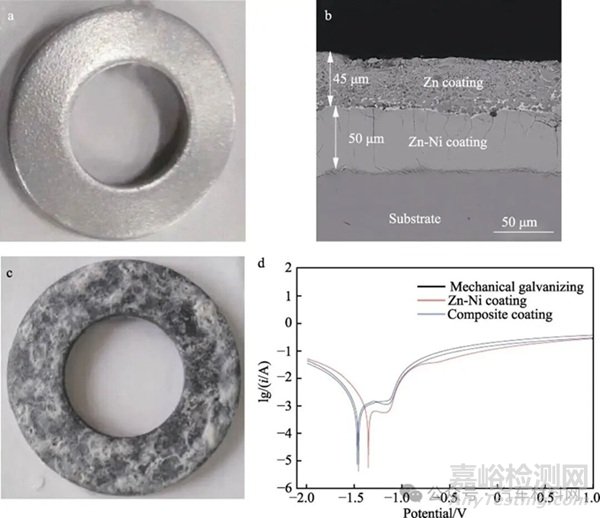
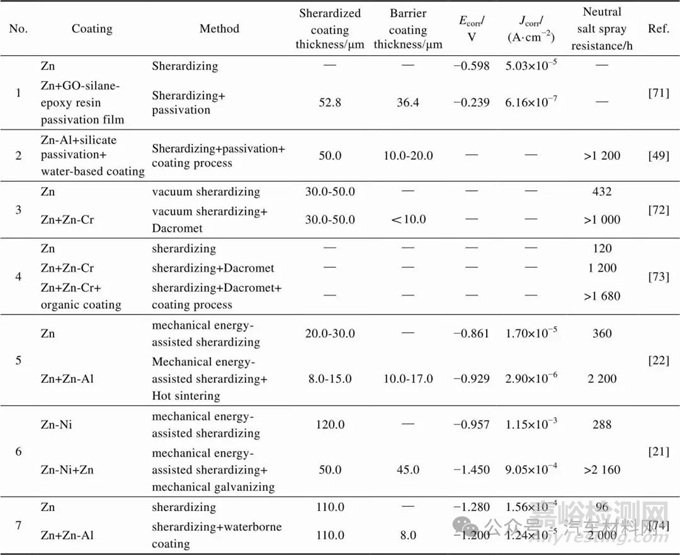
为了应对海洋大气等极端复杂环境的防腐需求,“渗锌+无机封闭涂层”复合涂覆技术逐渐成为研究的新热点。边飞龙等[72]将“真空渗锌层+达克罗涂层”复合涂层用于海洋环境下车辆紧固件的腐蚀防护。结果表明,复合涂层中性盐雾腐蚀1 000 h未出现红锈,耐蚀性能远优于真空渗锌层(432 h)、化学镀Ni-P合金镀层(240 h)及达克罗涂层(408 h)。朱孝培等[20]研究了“机械能助渗锌+达克罗”复合防护技术对紧固件的腐蚀防护效果。实验表明,复合防护涂层呈层片状结构,能有效阻止腐蚀介质渗透,其耐硝酸铵腐蚀性能高达7.8 h,远超达克罗涂层耐硝酸铵腐蚀性能(2 h),尤其适用于沿海高盐环境中钢铁材料的防腐。李瑞平[73]等对比研究了渗锌层、达克罗锌铬涂层、“渗锌+达克罗锌铬”涂层以及“渗锌+达克罗锌铬+有机封闭”涂层的耐蚀性能。研究表明,渗锌层、达克罗锌铬涂层和“渗锌+达克罗锌铬”涂层的耐中性盐雾性能分别为120、1 200和1 200 h,但是“渗锌+达克罗锌铬+有机封闭”涂层经1 680 h中性盐雾仍未腐蚀,性能更加优越。然而,“粉末渗锌+达克罗”技术虽能展现优异的耐腐蚀性能,但表面达克罗涂层存在硬度较低、抗划伤能力差等问题,易因擦伤、割破导致防腐效果下降[26]。为此,武传杰[22]制备了“机械能助渗锌+热烧结锌铝”复合涂层,结果表明,复合涂层的附着强度为Gt1级,其耐中性盐雾性能(2 200 h)远优于渗锌层(120 h)。与此同时,徐鹏辉[21]研发了“机械能助渗锌镍+机械镀锌”复合涂层(图14a~b)。研究表明,复合涂层抗划伤能力强,耐蚀性能(Jcorr=9.05×10−4 A/cm2)优于Zn-Ni渗层(Jcorr=1.33×10−3 A/cm2)和镀锌层(Jcorr=9.74×10−4 A/cm2,图14b),经2 160 h中性盐雾试验表面未出现明显红锈(图14c~d)。
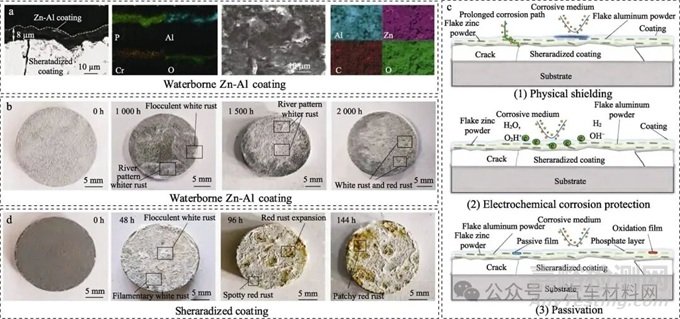
此外,张涛等[74]还研究了水性锌铝封闭层对渗锌层耐蚀性能的影响。研究发现,水性锌铝涂层结构致密且无裂纹,由片状锌、铝粉在磷酸盐层中交错堆叠而成(图15a)。复合涂层经2 000 h中性盐雾试验出现少量红锈(图15b),耐蚀性能较渗锌层显著提升(图15c)。复合涂层优异的耐蚀性主要得益于表面致密水性锌铝封闭层发挥的物理屏蔽作用、电化学防腐作用和钝化作用(图15d)。表3给出了不同后处理工艺制备的复合涂层耐蚀性能的对比,后处理工艺显著改善了渗锌层耐蚀性。未来,后处理技术仍将朝着无铬化、复合化方向发展,其将成为提升粉末渗锌竞争优势的关键。
图14 “机械能助渗锌镍+机械镀锌”复合涂层宏观形貌(a)、微观形貌(b)、盐雾2 160 h后的宏观形貌(c)和极化曲线(d)
[21]Fig.14 Macroscopic morphology (a), microscopic morphology (b), post-salt spray test appearance (2 160 h) (c), and polarization curves (d) of "mechanical energy-assisted Zn-Ni sherardizing + mechanical zinc plating" composite coatings[21]
图15 “渗锌+水性锌铝”复合涂层微观形貌与元素分布(a)、耐盐雾性能(b)和防护机理(c),以及渗锌层耐盐雾性能(d)[74]
Fig.15 Microscopic morphology and elemental distribution (a), salt spray resistance performance (b), and protective mechanism (c), and neutral salt spray resistance performance (d) of "sherardizing + waterborne Zn-Al" composite coatings[74]
表3 复合涂层耐蚀性能对比
Tab.3 Corrosion resistance comparison of composite coatings
5 渗层形成机理
5.1 一元粉末渗锌机理
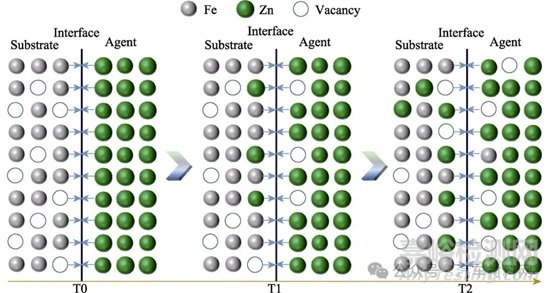
粉末渗锌技术是一种基于固态热扩散原理的金属表面强化技术,其本质是化学气相沉积[75]。Zn-Fe合金渗层形成过程主要涉及活性锌原子形成、活性锌原子吸附,以及锌、铁原子双向扩散3个阶段。首先,随着炉内温度的升高,当温度达到193.9 ℃时,
α-NH4Cl吸热转变为β-NH4Cl(式(1)),并分解为NH3和HCl(式(2));继续加热至248.6 ℃时,锌粉与HCl发生放热反应并生成ZnCl2(式(3));当温度超过264.1 ℃后,ZnCl2吸热分解,从而形成活性锌原子(式(4))[1]。随后,活性锌原子在基体表面不断吸附并沉积。最后,在浓度梯度和晶格热振动驱动下,沉积的活性锌原子以空位扩散方式向基体内部迁移,同时Fe原子脱离基体向锌沉积层方向扩散(图16)。最终,依次形成由Γ相、δ相和ξ相化合物组成的梯度Zn-Fe合金层[75-76]。
α-NH4Cl→β-NH4Cl (1)
β-NH4Cl → NH3 + HCl (2)
Zn + 2HCl →ZnCl2 + H2 (3)
ZnCl2→ [Zn] + 2Cl (4)
5.2 二元粉末渗锌机理
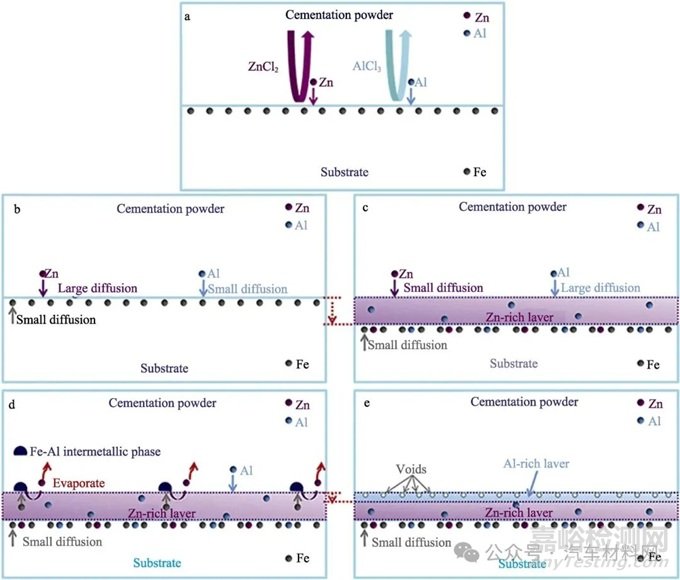
Zn-X(其中X为Al、Cr、Ti)二元粉末共渗层形成机制相对复杂,涉及锌和X活性原子形成、锌活性原子吸附扩散以及X活性原子吸附扩散[14,17,54]。随着炉内温度升高,NH4Cl开始分解形成HCl,由于ZnCl2的形成温度和沸点均低于XCl,使ZnCl2的形成速率和蒸气压均远高于XCl。再者,由于锌的扩散激活能低于高熔点金属X,其原子具有更强的扩散能力[14,17]。因此,初期阶段锌的吸附和扩散占据主导地位,并在基体表面逐渐形成以Zn-Fe-X合金层为主的富锌层[17]。随着反应的推进,ZnCl2蒸气压逐渐降低,而XCl蒸气压逐渐升高(式(5)),并分解形成大量X活性原子(式(6))。此时,X活性原子吸附和扩散占据优势,在Zn-Fe合金层表面逐渐形成由X-Fe-Zn层组成的富X层。因此,整体来看,Zn-X二元粉末共渗层呈现双层结构。图17为Zn-Al共渗机理图。然而,Zn-Mg和Zn-Mn二元粉末共渗层未呈现双层结构,其形成机理尚需进一步研究[16,19]。
2HCl+ 2X = 2XCl+H2 (5)
XCl → [X]+ Cl (6)
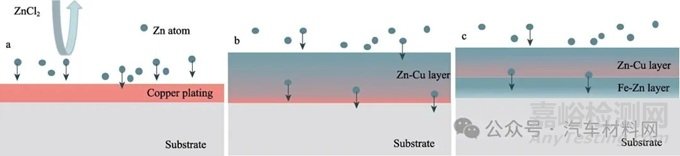
由于镍和铜的熔点远高于锌,Zn-X(其中X为Ni、Cu)渗层常采用“化学镀X+粉末渗锌””的复合技术制备,渗层形成机制与一元粉末渗锌相似[18,53]。首先,随着炉内温度升高,NH4Cl分解形成的HCl与锌反应生成ZnCl2,随后分解形成活性锌原子。随后,活性锌原子不断吸附于镀X层表面并沉积。最后,由于锌的扩散激活能低于高熔点Ni和Cu,活性锌原子扩散能力更强,因此扩散阶段以锌向镀层内扩散为主。在浓度梯度和晶格热振动驱动下,锌向镀X层不断扩散,并使镀X层完全转变为Zn-X合金层。随着保温时间的延长,锌原子继续向基体扩散,同时Fe原子不断向外扩散,逐渐在Zn-X合金层和基体之间形成Zn-Fe层。因此,Zn-X(其中X为Ni、Cu)最终也呈现双层结构。图18为Zn-Cu渗层形成机理[18]。
图16 锌、铁原子互扩散原理
Fig.16 Interdiffusion mechanism of zinc and iron atoms
图17 Zn-Al共渗机理[14]
Fig.17 Mechanism of Zn-Al co-cementation[14]
图18 “化学镀铜-粉末渗锌”渗层形成机理[18]
Fig.18 Formation mechanism of "electroless copper-sherardizing"[18]
6 结语及展望
1)多元粉末渗锌的共渗温度通常高于锌的熔点,导致多元渗层存在孔洞等缺陷。未来应加强合金粉末渗锌、“预沉积耐蚀金属层+粉末渗锌”等低温共渗工艺的开发与研究,实现高性能致密渗层制备,同时减小温度对基体力学性能的影响,为多元粉末渗锌技术的实际应用奠定基础。
2)粉末渗锌基合金层通常存在微裂纹等缺陷,难以实现长效防护。后处理技术是实现其耐蚀性能显著提升的有效手段,为满足日益严苛的环保要求和全寿命周期的防腐需求,未来后处理技术应注重新型环保钝化剂开发、多功能复合涂层研究以及智能功能层(如自修复、环境响应等)探索,推动后处理技术朝着绿色化、高性能化和智能化方向发展。
3)渗锌层耐蚀性能的考核与评价主要局限于实验室环境,缺乏对自然环境中长期性能的系统评估。未来应加强粉末渗锌层自然环境适应性研究,特别是针对海洋、湿热和酸雨等复杂苛刻环境,系统采集渗锌层环境适应性数据,掌握渗锌层组织演变规律和性能退化特征,揭示典型极端自然环境作用下渗锌层的环境损伤机制,建立实验室加速试验和自然环境试验的关联关系,为推动渗锌层向极端环境应用提供数据和理论支撑。
来源:期刊《表面技术》作者:彭冬1,2,吴护林1,周中锋3,李忠盛1,黄俊1,宋凯强1,代野1,吴永鹏1,2,黄安畏1*,丛大龙1*(1.中国兵器装备集团西南技术工程研究所,重庆 400039;2.重庆大学,重庆 400044;3.江麓机电集团有限公司,湖南 湘潭 411100) 注:本文内容多为科普/知识类分享,平台仅供交流学习不为其版权负责,文中观点仅供分享交流。版权归原作者所有;如涉及版权问题请第一时间告知我们修改或删除。
来源:Internet
关键词:
钢铁
锌基合金化