
嘉峪检测网 2025-09-13 15:02
导读:汽车电泳流痕的原因分析及解决方法。
0引 言
在汽车涂装过程中,电泳涂装作为一种重要的涂装技术,广泛应用于车身的防腐处理与美观设计。但该技术中所存在的电泳流痕问题却一直困扰着行业生产者,该问题不仅影响涂层的均匀性和质量,还导致了生产件外观上的瑕疵。这些流痕通常出现在车身的曲面、角落或电泳涂装过程中涂层积累过多的部位,严重时甚至可能影响到汽车的防腐能力,使车辆的整体寿命和市场竞争力大打折扣。因此如何有效解决电泳流痕问题,不仅关系到汽车制造企业的涂装质量,还直接影响到生产效率与成本控制。解决电泳流痕问题,不仅是对现有工艺的完善,更是对未来汽车涂装技术不断进步的推动。这对于提升行业整体涂装技术水平、满足消费者对汽车质量的需求具有深远的意义。
1电泳涂装工艺
1.1 电泳流痕
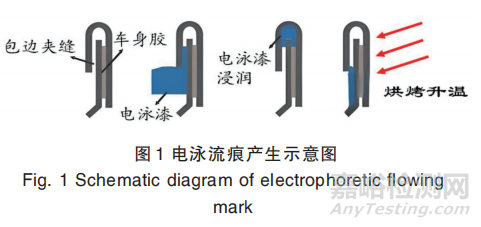
电泳流痕又称为二次流痕(见图 1),是指电泳湿膜正常,但在烘干过程中,受液体表面张力的作用,积存在车身钣金夹缝中的电泳积液,受高温烘烤的车身温度急剧升高破坏液体的表面张力,缝隙中的电泳漆积液流出并滴落在车身可视部位,烘干后的固体遗留在电泳漆膜上形成电泳流痕。
1.2 电泳涂装工艺流程对流痕问题的影响
电泳涂装是一项高度精密的工艺,涵盖了多个环节,每个环节都对最终涂层质量起着决定性作用。尤其是在流痕问题上,各个环节的细节和控制非常重要。从前处理到涂装再到固化,每个步骤都有可能成为流痕产生的“温床”。
1.2.1 前处理过程
前处理是电泳涂装的第一步,它的核心任务是清洁车身表面,去除油污、灰尘以及旧的涂层,确保车身表面平整干净。这一过程通常包括脱脂、磷化、清洗等步骤,如果清洗不到位,在车身表面形成脱脂和磷化印痕,同时在钣金夹缝内会留下微小的油渍、尘埃、酸液、碱液混合物,在电泳过程中,电泳涂层覆盖凹凸不平的印痕形成流痕,夹缝中积液流出同时电泳漆覆盖形成流痕。
1.2.2 电泳过程
电泳涂装是涂装中最核心的部分,它决定了涂层的质量和均匀性。车身被浸入涂料槽中,电流使带电的涂料颗粒均匀沉积在车身表面。这个过程需要精确控制电压、电流、涂料黏度、槽内温度等因素。如果电流分布不均,涂料颗粒就就会集中在车身的某些部位,导致局部涂层过厚,进而形成流痕。此外,涂料的黏度也至关重要,如果涂料黏度过高,涂料不容易流动出现在车身表面积聚的情况,车身就会形成明显的流痕;而黏度过低则涂料流动性过强,涂层不均匀,也会增加流痕发生的可能性。与此同时,温度和相对湿度的控制同样不可忽视,环境不稳定也会影响涂层质量,造成流痕的出现。
1.2.3 固化过程
固化是电泳涂装中的最后一步,涂料需要在高温下进行加热,以确保涂层的硬化和稳定。这个过程不仅关乎涂层的坚固程度,也影响到涂层的光滑度和外观。固化时,涂料会经历流动与硬化的双重过程,如果温度控制不当,会导致涂层的流动性过强或过弱,从而影响最终效果。事实上固化阶段的温度和时间控制至关重要。如果固化温度过高,涂料流动性增强,容易在车身表面形成流痕;如果温度过低,涂层没有完全硬化,涂膜的质量不稳定,甚至出现脱落或颗粒感。同样,固化时间过短,涂层没有完全定型,过长又会导致表面过度硬化,形成裂纹或不平整,间接增加流痕的风险。
2电泳流痕成因分析
2.1 工艺因素影响
在电泳涂装过程中,工艺因素是影响涂层质量和流痕形成的关键因素。通过精准的控制这些因素,可以有效减少流痕的发生。以下是几个主要工艺因素及其相关分析。
2.1.1 涂料的黏度、流动性及其与电场的关系
涂料的黏度与流动性是决定涂层均匀性和流痕形成的核心参数。黏度过高会导致涂料流动性差,沉积不均匀;而黏度过低,涂料流动过快,可能导致涂层不均,增加流痕发生的概率。涂料的流动性和涂料与电场 的关系 ,决定了涂料在电场作用下的沉积行为。根据流体动力学中的牛顿流体黏度公式,涂料的黏度与流动性成反比。

其中,η是涂料的黏度;τ是剪切应力;γ是剪切速率。电场对涂料的影响可以用电泳沉积速率公式表示。

其中,v 是涂料颗粒的沉积速率;E 是电场强度;q是涂料颗粒的电荷;η 是涂料的黏度;r 是涂料颗粒的半径。从上述公式可以看出,涂料的黏度直接影响涂料颗粒在电场中的运动速度。如果涂料的黏度过高,涂料颗粒的沉积速度变慢,涂层会出现厚薄不均的情况,进而产生流痕。因此,调整涂料的黏度和流动性适应不同车身的涂装需求,是解决流痕问题的关键之一。
2.1.2 电泳槽电流分布不均匀
电流在电泳槽中的分布直接影响涂料颗粒的沉积均匀性。电流分布不均匀,某些区域的涂料沉积过厚,而其他区域则涂层过薄,从而导致流痕的产生。电流密度(J)在电泳槽中分布不均匀时,可以通过欧姆定律来描述。

其中,σ 是电泳槽液体的电导率;E 是电场强度。电流密度不均匀意味着在某些区域电场强度过高,从而导致涂料颗粒在这些区域沉积过多,形成涂层不均的现象,进而产生流痕。为避免电流分布不均,通常需要通过优化电泳槽的设计,确保电极分布的对称性,并精确控制电压和电流强度,使电流密度尽可能均匀,从而保证涂层的均匀性。
2.1.3 电极位置对流痕的影响
电极的布局也会直接影响电场分布的均匀性。如果电极位置不当,电场强度 E 在车身表面会产生不均匀的分布,导致某些部位涂料沉积过多,产生流痕。电场强度与电极位置的关系可以通过库伦定律来分析。

其中,F 是电力;ϵ 是介电常数;q1q2是电极的电荷
量;r 是电极之间的距离。如果电极放置不对称或距离过近,会导致电场不均,产生沉积不均匀,从而形成流痕。
2.1.4 折边胶设计与涂料积液控制
折边胶的轨迹设计以及胶量的合理调整在电泳涂装中也起到关键作用。若压合空腔未能有效封闭,涂装液会因空腔积液而导致涂膜表面产生不均匀的沉积,从而形成流痕问题。处理不好涂装液就容易在这些位置积聚,特别是当压合空腔未能有效封闭时。如果涂装液进入这些空腔,长时间停留而无法流动出去,就会在涂层表面形成不均匀的沉积,最终导致流痕的出现。
2.2 操作因素
在电泳涂装过程中,操作因素是决定涂层质量和流痕发生的重要因素之一。操作人员的技术水平、经验积累以及涂装过程中各个环节的细致控制,直接关系到涂装效果的稳定性和均匀性。尤其是在流水速度、涂装时间以及涂膜厚度的控制上,操作因素的影响尤为显著。
2.2.1. 操作人员的技术水平和经验不足
操作人员的技术水平和经验对于电泳涂装的效果至关重要。即便是最先进的设备和最优化的工艺,如果操作人员的技术不到位,依然难以达到理想的涂装效果。操作人员在调节涂装参数时,需要有足够的经验判断,才能应对各种突发情况,确保电泳涂装过程的顺利进行。工作中操作人员需要根据实际情况对电流、电压、涂料黏度等参数进行微调。涂装过程中,若操作人员无法根据涂料沉积情况快速调整这些参数,就会导致某些区域涂料沉积过多或过少,最终造成流痕。尤其是在不同涂装阶段,操作人员的调整能力直接决定涂层的均匀性。经验丰富的操作人员能够通过对涂装过程的把控,识别潜在问题并及时修正。例如,在涂装过程中,遇到不均匀沉积时,经验丰富的操作人员能及时调整电流或喷嘴角度,以避免流痕的产生。而经验不足的操作人员则可能因操作不当导致涂层不均,增加流痕的风险。
2.2.2. 生产节拍、涂装时间及涂膜厚度控制不当
生产节拍、涂装时间和涂膜厚度的控制,是电泳涂装过程中的关键操作参数。这些参数的微小变化,往往会影响涂料的沉积速度、涂层厚度以及涂层的均匀性。生产节拍过快,涂料颗粒来不及充分沉积,涂层可能会不均匀,产生薄涂层或涂料积聚不匀,容易形成流痕。反之,生产节拍过慢,涂料颗粒沉积过多,某些部位可能出现涂层过厚的现象,也会导致流痕。涂装时间直接决定涂料在车身表面的沉积时间。时间过短,涂料没有足够的时间沉积,涂层过薄或不均;时间过长,则可能导致某些区域涂料沉积过多,形成过厚的涂层,进而产生流痕。因此,合理控制时间是避免涂层不均的关键。而过厚的涂层不仅容易产生流痕,还会导致涂层剥落或龟裂。而过薄的涂层则可能无法达到防腐保护的效果在涂装过程中,操作人员需要根据车身的要求,精确控制涂膜厚度。
3解决电泳流痕的常见方法
在电泳涂装过程中,流痕问题是一个影响涂层质量和视觉效果的常见难题。为了有效解决流痕的产生,必须从多个层面入手进行优化。
3.1 优化工艺参数
3.1.1 调整涂料配方及黏度控制
调整涂料配方,精确控制涂料的黏度,能有效减少流痕的生成。通过添加适当的增稠剂,或采用改性涂料,可以在保证涂层质量的同时,避免因涂料流动性过强而产生的流痕。
3.1.2 改善电泳槽电流和温度分布均匀性
电泳槽的电流和温度分布不均会导致涂料颗粒沉积不均,从而产生流痕。要合理调整电泳槽的电极布局和电流源,确保电流在整个槽体内均匀分布。此外,电泳槽内的温度也需要精确控制,保持恒定的温度范围,以避免因温度波动导致涂料沉积不均。
3.1.3 优化电泳时间、涂膜厚度的控制方法
电泳涂装的时间和涂膜厚度直接影响涂料的沉积状态,合理控制电泳时间是至关重要的。要精确测量并调整电泳时间,确保涂膜厚度的均匀性,同时结合涂层厚度的控制标准,提高沉积速度和调整电场强度来优化这一过程。
3.2. 设备优化与改进
3.2.1 改进电泳槽形状和结构设计
电泳槽的形状和结构设计直接影响电场的分布,从而影响涂料的沉积均匀性。如果槽体不对称或不合理,电场强度会在某些区域过强或过弱,导致涂料沉积的不均匀。通过优化槽形、增加流道的设计以及合理设置电极位置,可以实现电流分布的均匀化,从而避免因电场分布不均而产生的流痕。
3.2.2 定期检测和维护设备以确保稳定运行
设备的稳定性是涂装过程顺利进行的基础。定期检查和维护电泳涂装设备,确保设备的功率、电极位置、喷嘴状态等保持在最佳工作状态,能够有效减少因设备故障导致的涂装不均匀和流痕产生。尤其是在电泳槽电流控制系统、喷涂设备等关键部件的维护上,必须做到细致入微,确保涂装过程的稳定性。
3.2.3 调整折边胶轨迹和增加折边胶设计
优化折边胶轨迹和合理规划涂布路径,就像是给涂装过程“指路”,确保涂料能够顺畅流动,不会在某些部位积聚。如果在关键部位适当地增加折边胶,就能有效封闭那些容易积液的空腔区域,避免涂料在这些地方滞留,进而减少流痕的出现。具体工作中折边胶就像是涂装过程中的“护栏”,帮助控制涂料的流向。通过调整折边胶的轨迹,可以确保涂料流到正确的地方,不会被引导到不该积聚的空腔里。再通过在容易产生积液的关键部位增加折边胶,可以有效防止涂料堆积,减少因积液导致的不均匀涂层和流痕问题。这样做,不仅能让涂装液的分布更均匀,还能大大提升涂层的质量和外观。
3.2.4 增加自动吹气装置
针对涂装过程中固定常发点流痕的问题,可以通过在线体建设和改造时增加自动吹气装置加以解决。具体操作是要在固定工位设置短停30s(时间可根据线体车身的沥水状态进行调节),利用吹气装置对夹缝区域进行精准吹气,加快积液的排出速度。该方法具体实践过程中有效减少了夹缝中的液体的积聚,同时通过减少液体对涂膜形成的扰动,还进一步降低了流痕的发生率。自动化改进不仅提升了涂装工艺的效率,还进一步提高了产品涂装的质量以及稳定性。
3. 3 操作管理与人员培训
3.3.1 严格控制操作参数,提高生产稳定性
操作参数的精确控制是电泳涂装过程中流痕问题的重要解决手段。操作人员要根据涂装要求,精细调整电流、电压、涂料浓度、温度等各项参数。只有在严格控制操作参数的基础上,涂装质量才能得到保证,避免因人为疏忽导致的流痕问题。
3.3.2 定期对操作人员进行培训和技术交流
定期对操作人员进行培训,提升其对涂装工艺、设备调节和涂料特性的理解,能够帮助他们在实际操作中做出更加精准的调整,避免因操作不当造成涂层质量问题。通过技术交流和经验分享,操作人员可以不断积累经验,进一步提升整体生产稳定性。
4结 语
电泳流痕问题在涂装过程中很常见,但通过优化工艺参数、改善设备以及加强操作管理,完全可以有效减少流痕的产生。关键在于从多个角度综合考虑,比如涂料配方、槽体设计、喷涂设备等,每个环节的细节优化都会对最终效果产生积极影响。同时操作人员的经验和技术水平也不能忽视,只有不断提高他们的专业素养,才能确保涂装过程中的每个环节都精确到位。

来源:Internet