
嘉峪检测网 2022-10-28 05:32
导读:20CrMo属于低合金碳素结构钢,广泛应用于 各型工件的生产应用,如齿轮、轴、高强度紧固件 等。在某公司的生产应用中,将此材质用于工程机 械上液压破碎器的液压缸,要求经过渗碳热处理后 具有高硬度、高耐磨性能特性,同时要求良好的塑 性和韧性,即具有良好的综合力学性能 。
1 简介
介绍了20CrMo钢表面碳浓度对其热处理工艺性能的影响,须严格控制渗碳过程中的碳浓度,保证在整个渗碳过程中炉内气氛的碳含量在设定范围,确保经过渗碳工艺处理后工件的表面碳浓度达到要求;同时适 当优化淬火工艺,最终确保工件得到较好的淬火硬度,从而获得了良好的耐磨性。
20CrMo属于低合金碳素结构钢,广泛应用于 各型工件的生产应用,如齿轮、轴、高强度紧固件 等。在某公司的生产应用中,将此材质用于工程机 械上液压破碎器的液压缸,要求经过渗碳热处理后 具有高硬度、高耐磨性能特性,同时要求良好的塑 性和韧性,即具有良好的综合力学性能 。在液压缸初期生产过程中,通过正常工艺流 程后,发现工件的表面硬度整体偏低,即使在不同 的工艺条件控制下,仍旧没有解决工件表面硬度偏 低的问题,对此,我们对工件进行了有针对性的研究。
2 液压缸的热处理工艺、技术要求及问题
该型液压缸体积较大,产品单重在365kg左 右,有效厚度为150~200mm,工件实物如图1所示。

经过热处理渗碳淬火后,要求工件的渗碳层深为1.0~1.4mm,工件的整体硬度控制在58~62HRC,GB/T 3077—1999《合金结构钢中》对20CrMo钢的化学成分要求见表1。
在实际生产中,采用多种工艺方法进行处理,结果显示表面硬度<50HRC,均不合格,且通过调整渗碳温度和提高淬火温度都无法达到技术要求,具体热处理工艺见表2。

3 液压缸表面硬度偏低原因分析
(1)渗碳温度
渗碳温度是渗碳过程中重要的工艺参数,也是影响奥氏体溶碳能力的因素。随着温度升高,碳在奥氏体中的溶解度增大,根据铁-碳相图可知,850℃时碳在奥氏体中的饱和溶解度为1.0%,930℃时为1.25%,渗碳温度的准确性,直接影响到工件的淬火质量。
经过对设备的9点温度检测,温度不存在偏差,炉温正常,未发现明显的温度差异,因此排除温度对工件表面硬度的影响。
(2)碳浓度的影响
在工艺执行过程中,每个工艺编号条件下,都采用了随炉试块 (25mm×25mm),对试块硬度的检测结果要好于工件本体硬度,按照工艺3执行的渗碳试块,工件端面及纵向的硬度检测结果见表3。

按照GB/T 9450—2005《钢铁渗碳淬火有效硬化层深度的测定和校核》规定的硬度法,对热处理后的随炉试块进行渗碳层硬度梯度检测,结果见表 4。

按照金相分析方法,对试块的渗层进行观察,以确定渗层中碳浓度是否达到规定的要求,检测工件的有效硬化层深度及表面层金相组织如图2所示。

通过对图2试块渗层金相组织的观察,表层基本上为针状马氏体+残留奥体体,未见明显的碳化物组成存在,同时通过有效硬化层深度检测,试块在渗碳处理后出现了明显的“抬头”现象,说明在渗层存在较为明显的氧化气氛,导致表面硬度出现偏低,而阶梯硬度则出现上升现象。
为更好地观察工件试块渗层的组织,对试块进 行退火,退火工艺为:860℃×30min,随炉冷却到 500℃,取出空冷。制取金相试样,观察20CrMo钢 渗碳件的平衡态金相组织,如图3所示。
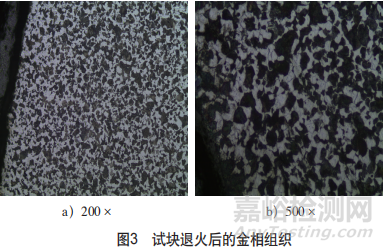
通过对图3平衡态金相组织的观察,其组织形貌与正常低碳钢渗层缓冷后组织存在较大差异,无法明显有效地区分开渗层组织中的过共析层、共析层及过渡层。低碳钢渗碳缓冷后的组织结构应为:表层为珠光体+网状渗碳体,往里为共析组织,亚共析组织过渡区,直至原始组织。
通过对图3平衡态组织的观察,其形貌结构更接近于普通中碳钢经过退火后得到的平衡态组织,为均匀分布的珠光体+铁素体组织,未见明显的渗碳体,说明炉内渗碳气氛碳势不足,不能保证工件表面得到足够的碳浓度。因此在渗碳温度正常的情 况下,需要提高碳势,使工件表面获得足够的碳浓度,形成有效的碳浓度梯度。
4 工艺方法和条件的改进
碳原子由表面向心部的扩散是渗碳得以进行并获得一定深度渗层所必需的。扩散的驱动力是表面与心部间的碳浓度梯度。要想达到较好的渗碳效果,既要求活性碳原子及时得到吸收,保证炉内气氛的均匀循环,同时还要求提供的碳原子(分解速 度)与吸收速度相配合,不能形成积碳,也不能供给不足。
通过对原有工艺环节及试块的分析,认为实际工件的硬度偏低现象,主要原因是炉体内气氛不足造成渗层表面碳浓度偏低,无法实现有效地渗碳处理,得不到理想的渗层组织,也就无法达到足够的硬度。
对此,采取针对性的整改措施,对设备进行整体检修,重新更换碳势监控设备,炉体密封性验证,再次对炉内气氛进行定碳处理,确保炉内气氛均匀准确。经过重新评估炉体条件,重新设定渗碳淬火工艺参数后再进行生产。调整后的热处理工艺见表5。

通过调整后的热处理工艺处理后的试块渗层金相组织如图4所示。
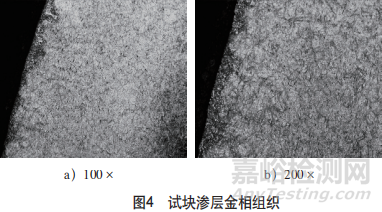
从图4可以看出,由于金相组织主要由细片状回火马氏体、细粒状碳化物和少量残留奥氏体组成,与正常的渗碳淬火组织相符,故而保证了有效的表面硬度,使工件的整体表面硬度在技术条件要求范围内。
为更好地对比热处理工艺调整前后的组织变化,对试块进行同样工艺的退火处理。退火工艺为:860℃×30min,随炉冷却到500℃,取出空冷。制取金相试样,观察20CrMo钢渗碳件的平衡态组织。图5所示为经过调整工艺热处理后的退火组 织。

从图5可以清晰地看到珠光体和网状渗碳体,对比图3中的表层组织,能够明显地看出两者之间的差异。图3中的组织更接近于普通中碳钢经过退火后的平衡态组织,也就是说其碳含量(质量分数)在0.5%左右;而图5中的平衡态组织,是正常的渗 碳退火后的珠光体+网状渗碳体组织。这种组织变化,充分说明在原有工艺条件下的炉体气氛存在较大问题,导致工件渗碳条件达不到设定要求,致使工件经过工艺处理后达不到规定的技术要求。
5 结束语
1)低合金碳素结构钢在渗碳淬火后缓冷的固体相变组织,可以用于确定最终的渗碳层中碳含量,以便确定炉体气氛是否达到设定要求。
2)通过提高碳势,虽然在一定程度上可以起到增强渗碳效果的目的,但由于碳在奥氏体中的饱和溶解度能力有限,故需要根据实际情况灵活设定碳势,以避免可能出现的积碳现象。
3)渗碳处理设备的精密程度,将直接影响到最终的热处理效果。

来源:热处理生态圈