
嘉峪检测网 2025-05-20 15:37
导读:研究人员通过热等静压处理来减少GH3536合金SLM成型过程中产生的缺陷,并对SLM态GH3536合金试样进行固溶处理、热等静压+固溶处理,然后分析不同状态下试样的组织、维氏硬度和力学性能。
近30多年,金属增材制造技术在各行业中发展快速且应用广泛,具有自由成型性、节约材料和可成型难加工金属材料等优点。激光选区熔化(SLM)技术是增材制造工艺之一,其基本原理是用高能量密度的激光束熔化金属粉末,再将金属粉末层层堆叠得到实体零件。与传统的增材制造方法相比,SLM技术在节约材料、工艺控制和成型零件性能等方面具有很大的优势。目前,SLM技术在生产上主要面临的挑战包括:由工艺引起的缺陷、微观偏析,由微观结构差异导致成型合金在不同方向上的组织和性能存在明显差异。但是,不同方向上性能的差异对零件的应用具有重要意义。现已有增材制造的零件用于相关产品上,SLM技术可以缩短产品的生产周期,将产品的交货时间提前。GH3536合金是化学成分主要为镍、铬、铁的固溶强化型高温合金,适合高温服役结构零部件的制造。
研究人员通过热等静压处理来减少GH3536合金SLM成型过程中产生的缺陷,并对SLM态GH3536合金试样进行固溶处理、热等静压+固溶处理,然后分析不同状态下试样的组织、维氏硬度和力学性能。
1.试验材料
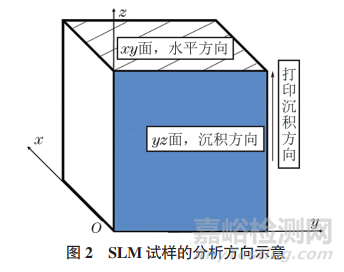
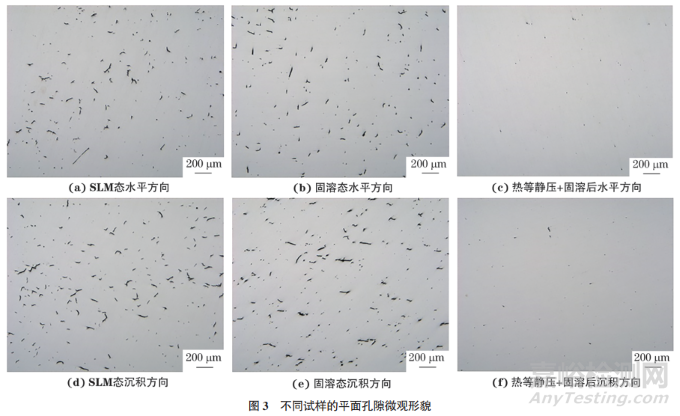
试验所用材料为GH3536合金粉末,实测粉末的粒度分别为D10=18.33μm、D50=31.48μm、D90=52.44μm,SLM设备型号为EP-M300,激光功率为285W,扫描速率为1050mm/s,激光束光斑直径为100μm,铺粉层厚度为40μm,扫描间距为110μm,层间旋转角度为67°。打印完成后试样的宏观形貌如图1所示,分析方向如图2所示,其中阴影面代表垂直于打印方向的水平方向,蓝色面代表沉积方向。粉末和SLM试样的化学成分如表1所示。由表1可知:打印过程并不会改变试样的化学成分。
将抛光态金相试样作为平面孔隙率试样,将其置于光学显微镜下观察,然后利用Image-Pro软件对照片进行处理,对水平方向和沉积方向的平面孔隙率进行统计计算,选取孔隙区域的照片,算出孔隙区域占整体面积的比例。
2.试验方法
1.微观分析
将试样的水平方向和沉积方向打磨、抛光至镜面,再将其洗净吹干,采用盐酸和硝酸体积比为3∶1的溶液腐蚀试样,将腐蚀好的试样置于光学显微镜下观察。
将水平方向和沉积方向的试样置于扫描电镜(SEM)下观察,再用能谱仪对该试样进行能谱分析。
2.力学性能试验
对SLM态和热等静压+固溶处理后水平方向和沉积方向试样进行室温拉伸试验、冲击试验、布氏硬度测试、持久性能试验。
为了解SLM态、固溶后、热等静压+固溶后试样的维氏硬度,采用维氏硬度计对水平方向和沉积方向试样进行显微维氏硬度测试,载荷为0.245N,保压时间均为15s。
3.试验结果与讨论
1.平面孔隙率
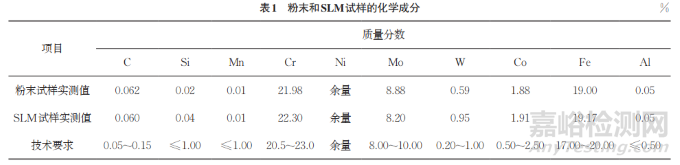
测量SLM态、固溶后、热等静压+固溶后试样的水平方向和沉积方向的平面孔隙率。不同试样的平面孔隙微观形貌如图3所示,平面孔隙率测量结果如表2所示。由图3可知,孔隙的大小及分布不完全均匀。由表2可知,SLM态、固溶后和热等静压+固溶后试样在水平方向的平面孔隙率分别为0.86%,0.99%,0.03%,SLM态、固溶后和热等静压+固溶后试样在沉积方向的平面孔隙率分别为1.34%,1.40%,0.05%。经过固溶后试样的平面孔隙率在两个方向上并没有太大变化,而经过热等静压+固溶后试样的平面孔隙率在两个方向上均大大减小。

2.显微组织
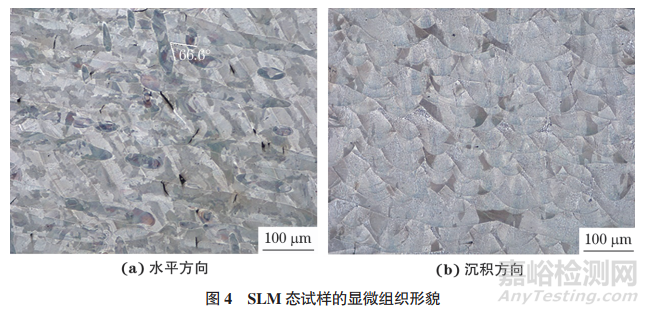
图4为SLM态试样在水平方向和沉积方向的显微组织形貌。由图4可知:水平方向组织由条形微熔池组成,每层条形微熔池方向一致,与相邻层条形微熔池的相交角度明显,与工艺旋转角度一致,各微熔池最大宽度约为80μm;沉积方向组织为扇状的微熔池,单个扇状组织的最大高度约为80~110μm,扇状组织的宽度约为140~180μm。扫描间距为110μm,层厚为40μm,可知扫描搭接率约为1/4~1/3,微熔池深度可以贯穿2~3层。不管在水平方向的条状微熔池内还是沉积方向的扇状微熔池内,微熔池凝固界限清晰,微熔池尺寸完全覆盖了熔化工艺参数,所以相邻层、道之间的金属结合较好,未熔合缺陷较少,只以少量微裂纹为主。
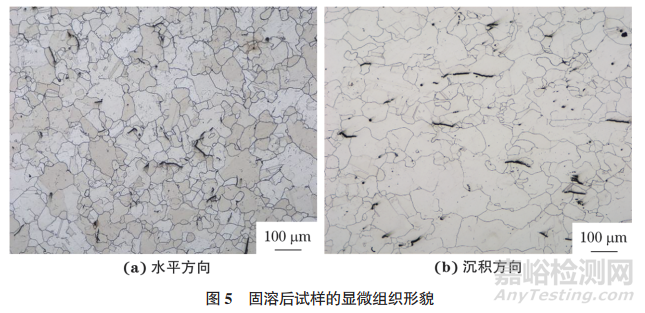
固溶后和热等静压+固溶后试样的显微组织形貌分别如图5,6所示。固溶后和热等静压+固溶后合金中微熔池形貌消失,组织再结晶等轴化,晶粒形态及分布均存在晶粒较大区与晶粒细小区。热等静压+固溶后试样的组织缺陷明显少于只经过固溶处理的试样。说明热等静压处理对于消除打印微观缺陷有显著效果。

3.SEM形貌
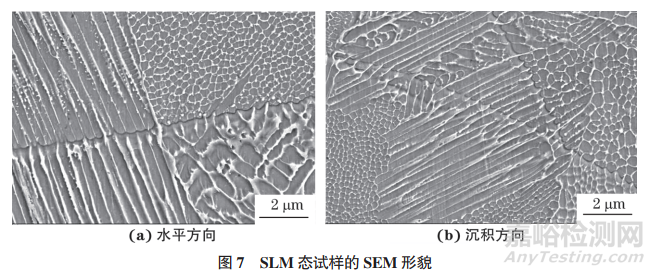
图7为SLM态试样水平方向和沉积方向的SEM形貌。由图7可知:试样的显微组织主要由胞状结构和柱状结构组成。
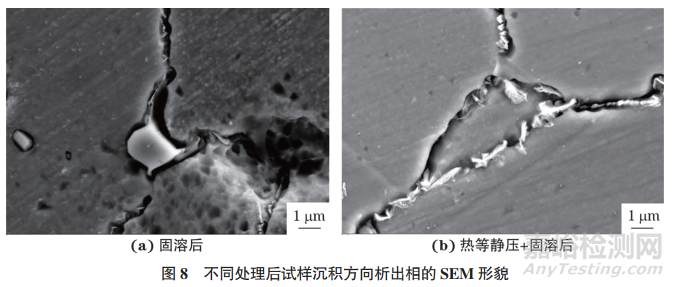
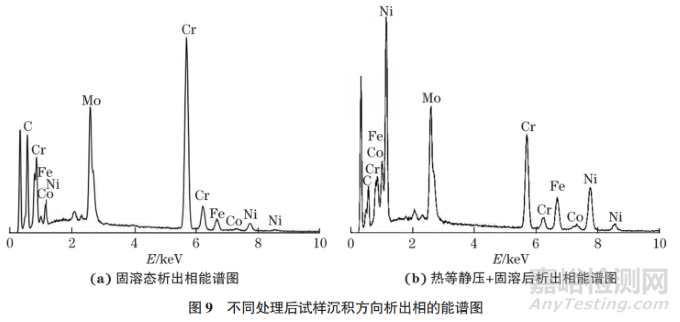
固溶后和热等静压+固溶后试样的沉积方向析出相的SEM形貌及能谱分析结果如图8,9所示。由图8可知:经过固溶处理合金的析出相主要沿晶界连续分布,少量存在于晶内;而热等静压+固溶后合金内的析出相为沿晶界析出尺寸较小的相。在热等静压处理后,合金的成分逐渐均匀化,由于冷却时降温速率较慢,在晶界,合金元素Cr、Mo等有充足的时间偏聚形成富铬的M23C6和M6C碳化物。再固溶后,大部分在热等静压过程中析出的碳化物回溶进基体,因此热等静压+固溶后合金的碳化物主要分布在晶界位置,并且其尺寸较小。
4.力学性能
3.4.1显微维氏硬度
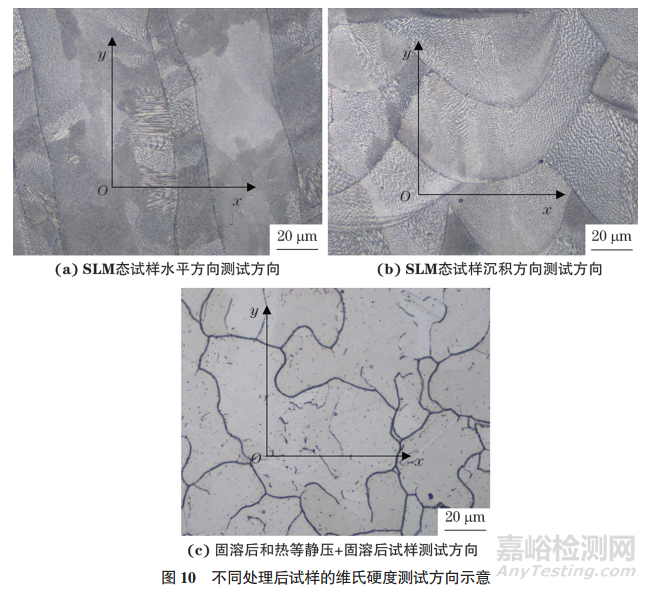
不同处理后试样的维氏硬度测试方向如图10所示。沿x和y方向,在载荷为0.245N条件下,每间隔40μm对SLM态、固溶后、热等静压+固溶后试样的水平方向和沉积方向的微小熔池内和熔池间,以及晶粒内和晶粒间的维氏硬度进行测试。
不同处理后试样的显微维氏硬度测试结果如图11所示。由图11可知:SLM态试样水平方向和沉积方向的x,y方向的测试结果为243~259HV0.025;固溶后试样水平方向和沉积方向的x方向和y方向的测试结果为191~204HV0.025。热等静压+固溶后水平方向和沉积方向试样x,y方向的测试结果均为190~206HV0.025。微熔池间以及晶粒间的硬度分布比较均匀,这说明组织的各向异性对硬度的影响不明显,此外SLM态试样的硬度明显大于固溶后、热等静压+固溶后试样的硬度,这与材料固溶后树枝晶消除、晶粒再结晶、位错密度减小有关。

3.4.2室温力学性能
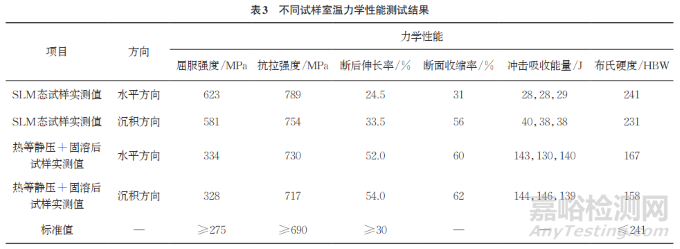
SLM态、热等静压+固溶后试样的室温力学性能如表3所示。由表3可知:SLM态试样水平方向和沉积方向表现出各向异性,水平方向的屈服强度和抗拉强度均高于沉积方向,水平方向的断后伸长率和断面收缩率均低于沉积方向,这与两个方向上的晶粒尺寸和晶体结构差异有关,试样纵向和横向拉伸性能存在差异的主要原因是横向和纵向显微组织不同;热等静压+固溶后试样的抗拉强度和屈服强度明显降低,这与SLM态试样内部细小的胞状结构和柱状结构有关,其断后伸长率、断面收缩率和冲击吸收能量显著增大,这与经过热等静压后缺陷修复消失有关。表3中标准指的是GJB3165A—2008《航空承力件用高温合金热轧和锻制棒材规范》。
3.4.3高温持久性能
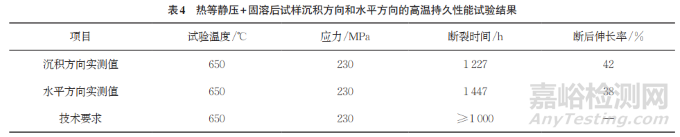
热等静压+固溶后试样沉积方向和水平方向的高温持久性能试验结果如表4所示,经过热等静压+固溶后,试样的断裂时间可以满足技术要求。
4.结论
(1)SLM态试样水平方向和沉积方向的平面孔隙率分别为0.86%和1.34%,热等静压+固溶后试样水平方向和沉积方向的平面孔隙率分别为0.03%和0.05%,热等静压处理可以显著降低材料的孔隙率。
(2)SLM态试样水平方向和沉积方向的显微组织具有明显的各向异性。水平方向组织由相互交叉的微熔池组成,微熔池主要由柱状结构和胞状结构组成,熔池最大宽度约为80μm。沉积方向组织主要由扇状微熔池组成,单个扇状组织的最大高度约为80~110μm,扇状组织的宽度约为140~180μm。经过固溶后和热等静压+固溶后组织中的微熔池消失,晶粒趋于等轴化。
(3)维氏硬度测试结果表明,SLM态试样的硬度远大于固溶后和热等静压+固溶后试样的硬度,这可能与内部细小的胞状结构和柱状结构有关。虽然SLM态试样水平方向和沉积方向组织呈现各向异性,但在显微维氏硬度上并未显示出明显的各向异性。
(4)SLM态试样水平方向、沉积方向的拉伸性能表现出各向异性,冲击吸收能量显著增大,这与经过热等静压处理后小裂纹修复消失有关。高温持久试验结果表明,热等静压+固溶后试样的断裂时间满足技术要求。
作者:夏楠,安春香,王煜
单位:上海电气电站设备有限公司汽轮机厂
来源:《理化检验-物理分册》2025年第3期

来源:理化检验物理分册
关键词: 合金