
嘉峪检测网 2023-04-01 08:25
导读:汽车变速器通常采用焊接齿轮组结构,其具有体积小、重量轻、产品结构及制造工艺相对简单、生产效率高和成本低等优点。汽车行驶过程中,变速器齿轮不断地受到冲击和振动作用,同时还要传递动力,承载高负荷扭矩,故齿轮焊缝易出现问题,进而导致变速器失效。因此,需要通过检查、试验和无损检测等方法来控制齿轮焊缝质量。
汽车变速器通常采用焊接齿轮组结构,其具有体积小、重量轻、产品结构及制造工艺相对简单、生产效率高和成本低等优点。汽车行驶过程中,变速器齿轮不断地受到冲击和振动作用,同时还要传递动力,承载高负荷扭矩,故齿轮焊缝易出现问题,进而导致变速器失效。因此,需要通过检查、试验和无损检测等方法来控制齿轮焊缝质量。
汽车齿轮的焊接方法主要为电子束焊和激光焊,一般采用无坡口对接。该焊接方法的焊缝深宽比较大,其深度一般为2.5~8 mm,焊缝剖面呈Y形。焊接质量控制方法包括焊缝微观组织检查、齿轮扭矩试验、焊缝表面检查、无损检测等。其中前两项属于破坏性检查试验,一般在产品定型阶段验证焊接工艺时采用;后两项则是批量产品生产中控制焊接表面质量和焊缝内部缺陷必不可少的方法。齿轮焊缝内部缺陷包括气孔、熔深不足、裂纹、未熔合等。
数十年来,汽车齿轮焊缝无损检测普遍采用的方法为脉冲反射法超声检测,该方法扫查速度较慢,图像的分辨率、信噪比等指标较差。文章采用相控阵超声技术对汽车齿轮焊缝实施检测,以探讨该技术在齿轮焊缝检测中的可行性。
齿轮焊缝相控阵超声检测技术
在分析脉冲反射法超声技术应用优缺点的基础上,对齿轮焊缝相控阵超声检测的技术、设备、工艺进行研究。
1 扫查面和检测方向选择
汽车变速器齿轮组多采用空心轴设计。脉冲反射法超声检测选择轴内壁作为扫查面,其优点是内壁形状规则,便于实施旋转扫查;且探头离焊缝较近,可避开齿轮复杂形状带来的各种杂乱信号的影响。另一方面,内壁扫查的超声波束方向垂直于焊缝深度方向,利于发现缺陷和测量熔深,因此,相控阵超声检测跟脉冲反射法一样,采用从空心轴内壁对焊缝进行扫查的方案。
2 扫描方法和数据采集速度对比
相控阵超声技术扫描焊缝的具体方法为:在轴线方向采用电子扫描,在圆周方向采用机械扫描,探头旋转一圈即可完成一道齿轮环焊缝的检测;而脉冲反射法扫描焊缝的具体方法为:探头与齿轮相对运动,形成轨迹为螺旋线的机械扫描,探头或齿轮需要旋转很多圈才能完成一道齿轮环焊缝的检测。
如果检测要求分辨率为0.5 mm,焊缝熔深方向覆盖范围为12 mm,采用间距为0.5 mm的32阵元相控阵超声线阵列探头,一次激发孔径为4 mm,电子扫描最大行程为12 mm,完成一道环焊缝检测探头只需旋转1圈;而脉冲反射法扫描则需要探头与齿轮相对旋转24圈才能完成检测,也就是说,相控阵超声的扫描和完成数据采集速度比脉冲反射法快20~30倍。
3 探头与扫查前端设计
按照检测技术和质量标准的要求选择相控阵探头参数,包括频率、晶片尺寸、阵元数、阵元宽度、阵元长度等,并结合不同齿轮的规格尺寸和结构设计制作适配的探头,根据检测现场条件和耦合方法设计制作适用的扫查系统前端。
相控阵超声探头采用压电复合材料制作,与脉冲反射法探头使用的压电材料锆钛酸铅相比,其发射接收系数值提高了5~25倍,机械品质因数降低至原来的1/10~1/30。相控阵超声探头与脉冲反射法探头相比,灵敏度提高了12~24 dB,探头带宽指标提升了2级,纵向分辨率提高了2~3倍。
4 相控阵超声仪器选择
可使用两种相控阵仪器作为检测系统主机:
① 通用型仪器Omniscan MX3;
② 自研的专用仪器ZT-SC-W1。
前者是多用途仪器,功能更多,技术性能指标更稳定;后者是专用设备,体积小,重量轻,操作简便,成本低。
相控阵超声仪器比脉冲反射法超声仪器先进2~3代,对于各项功能和性能指标,例如电子电路的带宽、降噪、滤波、信号发射接收、信号处理速度、显示图像性能、数据存储能力等,两者具有代差,不具有可比性。
5 电动扫查器研发
研制了ZTCY-A型电动扫查器,其采用步进电机驱动。设计了一种前端可更换结构,适用于内腔直径大于19 mm的各规格齿轮焊缝检测,并且该结构既能用于水浸法检测扫查,又能用于直接接触法检测扫查。
6 耦合方法选择
采用两种耦合方法分别进行检测试验,即以水为耦合剂的水浸检测法和以凝胶为耦合剂的直接接触检测法。前者需要配备水浸系统设备,适宜自动检测;后者方便灵活,可使用电动扫查器进行半自动检测,对工件形状结构、规格尺寸、场地条件的适应性更好。
7 专用软件和图形显示处理功能
开发了具有较多功能的齿轮相控阵检测专用软件,可提供5种视图以展示检测结果,包括从相互垂直的三个方向进行观察的三向视图以及通过映射方法进行重构的仿形视图。软件功能包括测量缺陷的五图联动指针、去除不相干信号的数据层析处理等。
齿轮焊缝相控阵超声检测试验
1 试验参考标准和验收条件
受某汽车齿轮厂委托,对两种型号焊接齿轮进行相控阵检测试验,以检查两种齿轮的焊接工艺,同时评价相控阵技术应用于汽车焊接齿轮检测的可行性和可靠性。
试验参考标准GB/T 32563-2016《无损检测 超声检测 相控阵超声检测方法》,利用平底孔试块进行系统校准,检测灵敏度设置为ф0.5 mm平底孔回波达满屏高度的80%。
由于汽车齿轮焊缝相控阵超声检测没有验收标准,委托单位参照国外某企业标准给出验收条件:
① 焊缝不允许存在裂纹;
② 体积型缺陷数量不超过3个;
③ 单个缺陷尺寸不大于3 mm;
④ 缺陷长度之和不超过焊缝长度的5%;
⑤ 第一种齿轮的焊缝熔深不小于2.5 mm,第二种齿轮的焊缝熔深不小于4 mm。
2 第一种齿轮检测试验
工件概况
试件由齿轮1和齿轮2组成,将齿轮2套装在齿轮1的空心轴上,采用不开坡口的真空电子束焊接成型,其结构尺寸及相控阵检测探头扫查位置如图1所示。
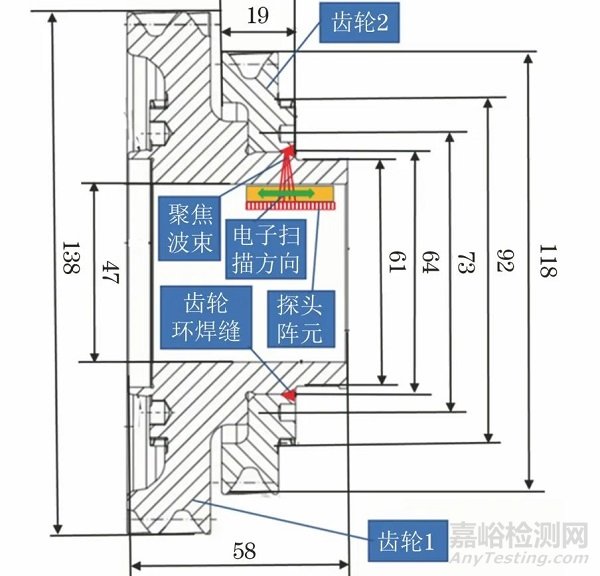
图1 第一种齿轮结构及探头位置示意
焊缝中心至空心轴内壁距离为8.4 mm,齿轮1的空心轴内径为47 mm,具备从内壁实施扫查的检测条件。研制可伸进空心轴内的扫查器前端以及与内径适配的探头,就可以从空心轴内表面对环焊缝实施扫查。
试验设备
试验采用ZTCY-A型电动扫查器,配合Omniscan MX3型主机,通过电子扫描完成焊接熔深范围的覆盖;使用32阵元的线阵探头,设置频率为10 MHz,晶片间距为0.5 mm,电子扫描的最大行程为14 mm;通过电机驱动前端旋转完成周向的扫查覆盖,探头旋转365°即完成一道环焊缝的数据采集,用时12 s。
检测参数
选择直接接触法实施检测。在空心轴内壁涂布凝胶作为耦合剂,扫查时探头的楔块与工件内壁接触,超声波通过楔块进入齿轮对焊缝实施扫查。
根据灵敏度和探测声程要求,结合工件情况,选择以下参数:
① 一次激发6个阵元,激发孔径为3 mm;
② 聚焦深度设置在焊缝中心,距离扫查面8.3 mm;
③ 电子扫描角度选择0°,扫描行程选择13 mm。
仪器校准和检测扫查过程顺利,系统工作平稳,数据采集完整,灵敏度、分辨率、信噪比满足标准要求。
检测图谱与数据分析
第一种齿轮焊缝的相控阵检测图谱如图2~4所示。通过三向视图展示相控阵检测结果,有助于正确判断信号性质,准确测量缺陷位置和尺寸。有关说明如下:
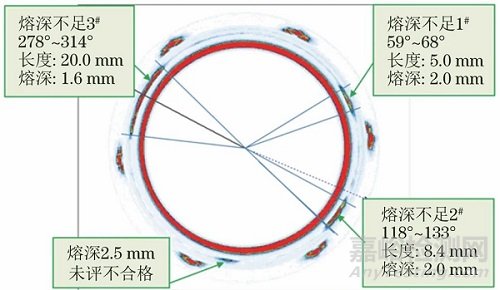
图2 第一种齿轮检测的G扫描(俯视)显示
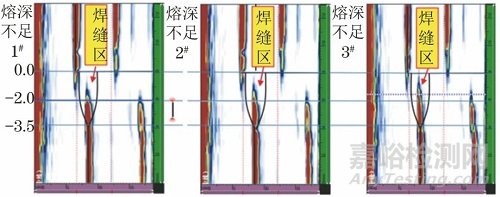
图3 第一种齿轮检测的D扫描显示
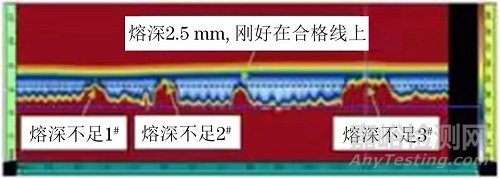
图4 第一种齿轮检测的C扫描显示
(1) 图2为利用离线软件的映射重构功能制作的从齿轮顶部向下看的G扫描显示。通过该图可以快速浏览焊缝的缺陷情况,缺陷在圆周方向的分布一目了然。
(2) 图3为焊缝剖面上3个缺陷的D扫描显示。相控阵软件可以切出任意位置的剖面图,以便精确测量缺陷深度、高度和在焊缝宽度方向的位置。
(3) 图4为从轴空腔内向外看的整圈焊缝展开后的C扫描显示,可以清晰显现焊缝上各点的熔深数据。笔者使用专用软件的层析功能将距离焊缝仅1.5 mm的结构孔的反射信号去除,使信号观察和评定不受影响。焊缝熔深不足的测量结果如表1所示。
表1 第一种齿轮焊缝的熔深不足缺陷数据
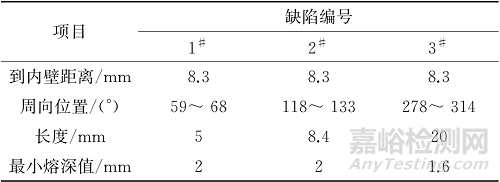
(4) 检测未发现裂纹、气孔等焊接缺陷,但有3处局部熔深小于2.5 mm,评定为熔深不足,不合格。
试件解剖验证
选择熔深不足的3#缺陷进行解剖,采用线切割加工方法从113.1°至293.1°方位剖开齿轮,解剖位置如图5所示。其中113.1°点位相控阵检测熔深合格;293.1°点位相控阵检测熔深不合格。
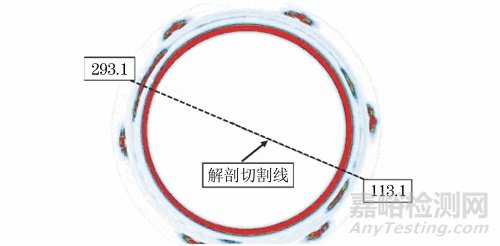
图5 第一种齿轮的线切割解剖位置示意
解剖后的齿轮剖面照片如图6~8所示。从试件剖面测量得到的焊缝熔深数据如下:
① 113.1°点位的焊缝熔深为4 mm,合格;
② 293.1°点位的焊缝熔深为1.6 mm,不合格。剖面上实测数据和相控阵图谱的测量数据相符。
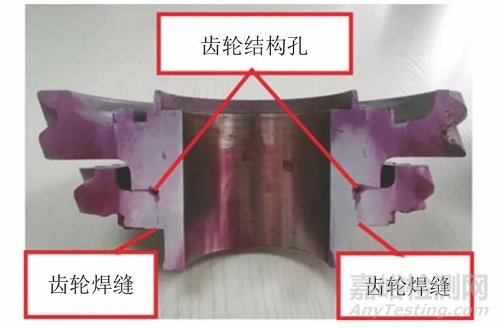
图6 第一种齿轮剖面照片

图7 第一种齿轮293.1°点位剖面图(焊缝熔深1.6 mm)

图8 第一种齿轮113.1°点位剖面图(焊缝熔深4 mm)
3 第二种齿轮检测试验
第二种齿轮焊接结构如图9所示。其焊缝直径为53 mm,材料为20MnCr5。试验采用水浸法检测,将整个齿轮浸入水槽,扫查器前端伸进轴心空腔,探头距离空腔内壁适当距离,使焊缝位置的回波信号出现在水层的一次反射波后面,二次反射波前面。

图9 第二种齿轮焊接结构示意
试验结果表明,水浸法相控阵检测效果同样优良,所采集的数据完整,灵敏度、分辨率、信噪比满足标准要求。检测未发现焊缝中有裂纹、熔深不足等缺陷,但发现多个气孔。第二种齿轮检测数据评定结果如表2所示,检测信号图谱如图10~12所示。
表2 第二种齿轮焊缝检测数据评定结果
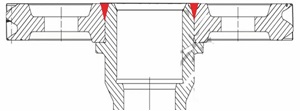
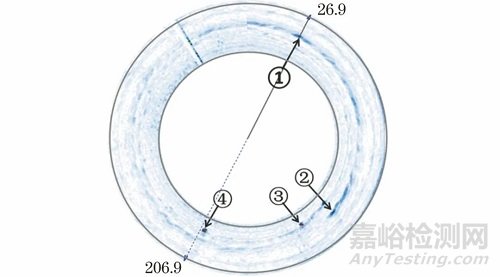
图10 第二种齿轮检测的G扫描显示
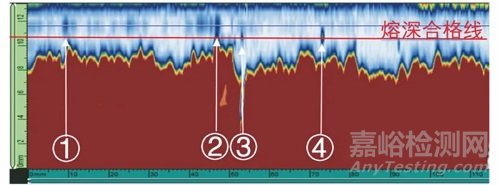
图11 第二种齿轮检测的C扫描显示
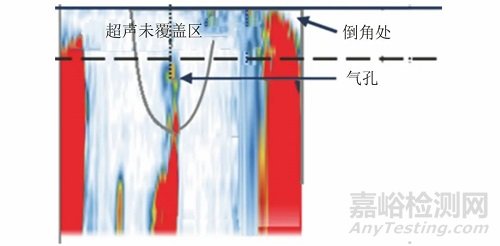
图12 第二种齿轮倒角造成的检测盲区示意
由于齿轮空心轴内壁有高度为3 mm的倒角结构,会引起超声信号传输耦合不良和波束紊乱,造成工件近表面处出现约2.5 mm的超声未覆盖区,如图12所示。为此向焊接齿轮设计制造部门特别强调:需要进行脉冲反射法超声或相控阵超声检测的焊接齿轮,其空心轴内壁不能采用倒角结构。
结语
1 利用相控阵超声技术检测齿轮焊缝是可行的,在数据采集速度、气孔检出灵敏度、熔深线完整显示、熔深不足数据的高精度测量以及图像分辨率、记录、存储、显示功能等各个方面,相控阵超声均显示出优良的特性。
2 此次试验未在试件中制作裂纹缺陷,所以试验无法提供裂纹的相控阵技术检出数据。但是近十年来有专家学者对相控阵超声与脉冲反射法超声技术的裂纹检出率进行过大量对比研究,结果表明,相控阵超声技术的裂纹检出能力优于脉冲反射技术。
3 在汽车齿轮焊缝检测中推广应用相控阵超声技术能显著提高检测效率和可靠性,进而提高齿轮焊接质量,降低变速器失效概率和汽车故障率。

来源:无损检测NDT