
嘉峪检测网 2024-08-12 15:18
导读:目前,用来表征孔隙的主要量化指标是孔隙率,因而在实际测试过程中,孔隙率试验结果的准确度对优化生产工艺、提高产品质量具有重要意义。
碳纤维复合材料具有比强度、比模量高,可设计性强等优良特性,广泛应用于航空、航天等领域。然而,碳纤维复合材料在制造过程中容易产生分层、裂纹、孔隙等缺陷,其中孔隙最为常见。孔隙会降低树脂基体与纤维界面的性能,同时孔隙处产生的应力集中也会加速微裂纹的产生与扩展,降低材料的力学性能。目前,用来表征孔隙的主要量化指标是孔隙率,因而在实际测试过程中,孔隙率试验结果的准确度对优化生产工艺、提高产品质量具有重要意义。
检测过程中,受检测设备、检测方法、检测环境等因素的影响,孔隙率测量结果始终存在误差,被测量的真值难以准确确定,因此测量结果就具有不确定性。不确定度表示测量结果的可靠程度,是量值溯源体系中不可缺少的一部分。检测结果的可靠性很大程度上取决于测量结果的不确定度,不确定度越小,表明检测结果越准确可靠。金相法是目前复合材料孔隙率破坏检测方法中最常用的方法。研究人员以GB/T 3365—2008《碳纤维增强塑料孔隙含量和纤维体积含量试验方法》中的显微镜标尺法为例,分析试验过程中的不确定度来源,评价孔隙率测量不确定度。
1、 试验方法及数学模型
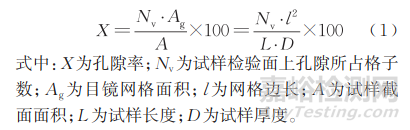
选用尺寸为20mm×10mm(长度× 宽度)的试样,按照GB/T 3365—2008对试样进行测试。依据其中的显微镜标尺法,在光学显微镜下进行试验,首先使用测微尺对目镜网格尺寸进行标定,然后计数整个试样上孔隙所占的格子数,计算出孔隙面积,进而计算出孔隙率。具体数学模型为
2、 不确定度来源分析
在评定不确定度时,影响因素既不能重复,也不能遗漏,重复评定会使评定的不确定度过大,遗漏影响因素则会使不确定度偏小。经综合分析,孔隙率的测量不确定度分量主要有以下几个方面。
(1)试样检测面长度L引入的不确定度分量为u(L),灵敏系数c(L) 为

(2)试样检测面宽度D引入的不确定度分量为u(D),灵敏系数c(D)为

(3)目镜网格边长l引入的不确定度分量为u(l),灵敏系数c(l) 为

(4)孔隙格子数Nv 引入的不确定度分量u(Nv),灵敏系数c(Nv)为

3、 孔隙率测量结果及不确定度评定
3.1 孔隙率测量结果
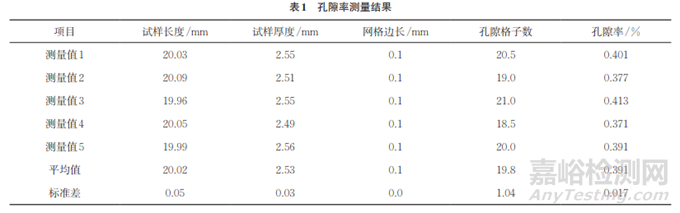
由1名试验员对试样进行5次测量,结果如表1所示。
3.2 不确定度分量的评定
3.2.1 检测面长度L引入的不确定度分量u(L)
由测量重复性引入的A类不确定度分量u1(L)为0.022mm。
采用B类方法对游标卡尺测量误差引入的不确定度分量u2(L)进行评定,由其校准证书可知,测量不确定度U为0.01mm,k=2,则u2(L)=U/2=0.005mm。
因此,由试样检测面长度引入的标准不确定度分量

3.2.2 检测面厚度D引入的不确定度分量u(D)
由测量重复性引入的A 类不确定度分量u1(D)为0.013mm。
采用B类方法对游标卡尺测量误差引入的不确定度u2(D)进行评定,由其校准证书可知,测量不确定度U为0.01mm,k=2,则u2(D)=U/2=0.005mm。
因此,由试样检测面长度引入的标准不确定度分量

3.2.3 目镜网格边长l引入的不确定度分量u(l)
采用B类方法对目镜网格边长l引入的不确定度分量u(l) 进行评定,该分量主要由测微尺标定引入,依据测微尺校准证书,测量不确定度U为0.002mm,k=2,则u(l)=U/2=0.001mm。
3.2.4 孔隙格子数Nv引入的不确定度分量u(Nv)
由测量重复性引入的A类不确定度分量u1(Nv)为0.47。
光学显微镜的放大倍数为100倍,由校准证书可知,该放大倍数的准确度为+0.1%,属于正态分布,若置信概率取95%,则包含因子kp为1.96。将5个数据的平均值19.8作为孔隙格子数,则由光学显微镜放大倍数准确性引入的测量不确定度分量u2(Nv)=0.01 。
因此,孔隙格子引入的标准不确定度分量

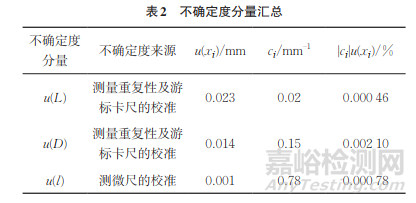
3.3 不确定度分量汇总
不确定度分量汇总如表2所示,其中ci为灵敏系数。u(NV)的不确定度来源为测量重复性及放大倍数误差,其u(xi)为0.47,ci为0.02,|ci|u(xi)为0.00940%。
3.4 合成标准不确定度的评定
各分量间彼此不相关,所以合成标准不确定度uc=

3.5 扩展不确定度的评定
扩展不确定度U为合成不确定度uc与包含因子k的乘积,一般取k=2,置信概率为95%,扩展不确定度U = kuc=0.02%。
4、 分析与讨论
通过对孔隙率测试过程中的不确定度来源进行分析,对不确定度分量进行评定,得到显微镜标尺法测量孔隙率的扩展不确定度,得出各个不确定度分量的影响程度,其中孔隙格子数的测量重复性是影响孔隙率不确定度的主要因素。
GB/T 3365—2008中显微镜标尺法要求:以1/4 格为最小计数单位,以大于1/4格记作1/2格,大于1/2格记作3/4格,大于3/4格记作1 格,由此可见计数方法本身就存在一定误差。为分析目镜网格尺寸及放大倍数差异对孔隙格子数计数精度的影响,在两种不同尺寸的网格下,使用不同放大倍数对试样进行孔隙率测试。
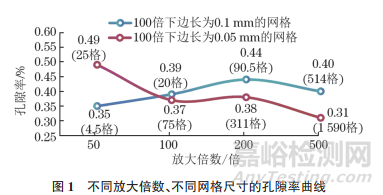
以不确定度评定的孔隙率平均值0.391%为参考标准进行分析。不同放大倍数、不同网格尺寸的孔隙率曲线如图1所示。由图1可知:在相同网格尺寸下,孔隙率准确度与放大倍数并不成绝对正比关系;在相同放大倍数下,测量准确度也没有因网格尺寸减小而增大。在大尺寸网格下,放大倍数为50 倍时,由于部分孔隙尺寸小于1/4格,按照方法要求未纳入计数,故造成测量数据偏小。当网格尺寸减小时,在50倍下,大量小孔符合计数要求,且落在1/2格到3/4格间,计数值增大导致孔隙率较高;而在500倍下,孔隙格子数达到了1590格,大的计数量导致测试过程中出现遗漏、重复等情况,故误差也较大。
因此,在实际测试过程中,要根据试样上孔隙的形状、大小、分布等来选择合适的放大倍数和目镜网格尺寸,以提高孔隙格子数的计数精度,减小重复性测量误差。
5、 结论
(1)显微镜标尺法测量复合材料孔隙率的平均值为0.391%,扩展不确定度U为0.02%,包含因子k为2。
(2)孔隙格子数的测量重复性是影响孔隙率不确定度的主要因素。
(3)要根据试样上孔隙的形状、大小、分布等综合选择放大倍数和目镜网格尺寸,以提高孔隙格子数的计数精度。
作者:马锐,曾志强,刘岩岩
单位:中国商飞上海飞机制造有限公司
来源:《理化检验-物理分册》2024年第6期

来源:理化检验物理分册