
嘉峪检测网 2024-09-11 13:33
导读:广东省特种设备检测研究院等单位的科研人员对比分析了声发射检测方法、红外热成像检测方法、工业CT方法等缠绕层内部缺陷检测方法,提出了多方法结合的检测方式。
复合材料气瓶由于具有高强度、高质量密度、较好的抗腐蚀及疲劳等性能,被广泛应用于呼吸器、CNG(压缩天然气)气瓶、储氢气瓶以及航空航天等领域。复合材料气瓶主要由内胆、缠绕层等组成,其中内胆主要用于储存气体且是纤维缠绕的骨架,缠绕层是气瓶承载压力的主要部件,通常承担75%~95%的压力荷载。
现行的气瓶检验国家标准,如GB/T 24161-2009,GB/T 24162-2022,GB/T 42626-2023,ISO 11623:2023等,对气瓶缺陷主要以宏观检查为主,查找内外表面缺陷,而缠绕层内部缺陷(如分层、脱黏、疲劳裂纹等)很难通过宏观检查发现。缠绕层内部缺陷的存在会严重影响气瓶的承压性能与安全性,现今,还缺少缠绕层内部缺陷检测的国家标准。仅有T/CATSI 02012-2022,T/ZJASE 017-2022等团体标准采用红外热成像检测方法、工业CT方法检测缠绕层内部缺陷。
为此,广东省特种设备检测研究院等单位的科研人员在明确缠绕层内部缺陷对气瓶性能影响的基础上,对比分析了声发射检测方法、红外热成像检测方法、工业CT方法等缠绕层内部缺陷检测方法,提出了多方法结合的检测方式。
1、缠绕层的内部缺陷类型与影响分析
1、缠绕层的内部缺陷类型
复合气瓶在生产过程中可能存在微小空隙等问题,且在后续试验或使用过程中,亦可能受瓶体内压循环、内胆与缠绕层复合材料线膨胀系数的差异、弹性模量、延伸率差异以及外部冲击等诸多因素的影响,缠绕层可能出现的内部缺陷类型有夹杂、空隙、基体开裂、纤维/基体脱黏、分层、纤维断裂等。
2、内部缺陷的影响分析
缠绕层内部缺陷的存在会严重影响气瓶的承压性能,对其进行相关研究时,当前内部缺陷的制作手段主要有外部冲击产生内部缺陷及预制内部缺陷。
研究表明,内部缺陷的存在可导致水压爆破压力下降9%~69%,疲劳失效次数下降72.9%,即气瓶耐压性能、耐疲劳性能显著下降。因此,为了提高复合材料气瓶的安全性,需要开展缠绕层内部缺陷的检测方法研究。
2、内部缺陷的检测方法
对于复合材料气瓶缠绕层的内部缺陷,目视检测、射线检测、超声检测、渗透检测、涡流检测、微波检测等无损检测方法存在其适用范围和局限性。
目视检测适用于宏观表面缺陷,精确度低,无法检测到内部缺陷;射线检测的影像重叠,使得缺陷评判困难;超声检测适用于匀质材料,不适用于非均匀的缠绕层;渗透检测仅适用于表面缺陷;涡流检测仅适用于导电材料的表面缺陷;微波检测可检出复合材料中的脱黏、分层、裂缝、孔隙等缺陷,但由于趋肤效应,不适用于检测导电性能较好的复合材料(如碳纤维缠绕层)内部缺陷。
当前,针对复合材料气瓶缠绕层的内部缺陷,主要的检测方法有声发射方法、红外热成像方法、工业CT方法等。
声发射检测方法
声发射又称应力波发射,是一种动态检测方法。张璐莹和李伟等根据不同缺陷类型的模态变化规律,研究气瓶损伤声发射动态表征,采用相关向量机算法实现了基体开裂、分层损伤、纤维断裂等不同缺陷类型的准确识别,气瓶声发射信号模态分布曲线如图1所示。
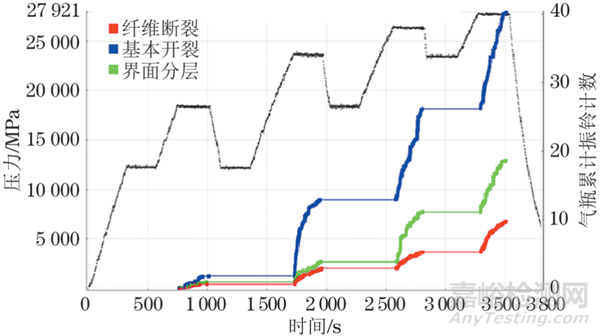
图1 气瓶声发射信号模态分布曲线
LIAO和WANG等研究了70 MPa(承压)4型储氢气瓶水压试验、水压爆破试验过程中不同缺陷的声发射信号,采用k均值算法和小波包变换对声发射信号进行聚类,出现了基体开裂、纤维/基体脱黏、纤维断裂3种聚类,3种聚类信号的数量随着压力的增加而增加,表明损伤随压力的增加而累积和加重。
沈书乾对冲击损伤后的碳纤维缠绕复合材料气瓶进行声发射监测,根据小波包能量谱识别出基体开裂、分层损伤、纤维断裂等类型缺陷,气瓶声发射信号小波包能谱图如图2所示。
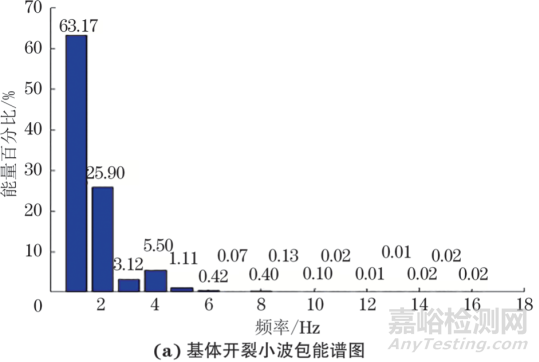
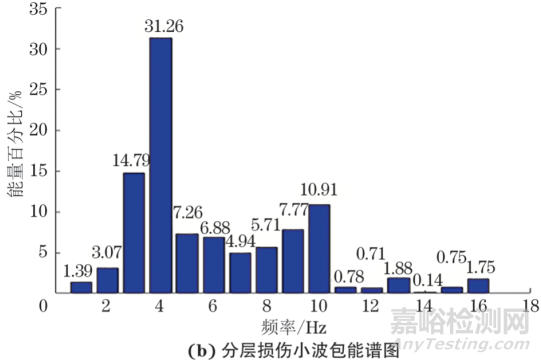
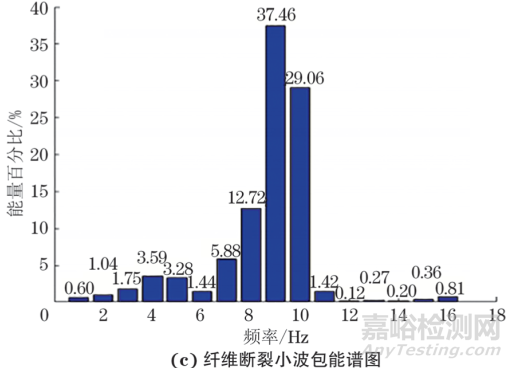
图2 气瓶声发射信号小波包能谱图
有研究表明,通过声发射信号趋势和累积可实现对复合材料气瓶缺陷的定性分析,但很难实现定量分析。同时,声发射检测方法不能对缺陷位置进行定位。
综上可知,声发射检测方法可实现基体开裂、纤维/基体脱黏、分层损伤、纤维断裂等内部缺陷的定性分析,但很难实现定量分析,且不能定位缺陷位置。
红外热成像检测方法
红外热成像检测方法具有无接触、检测面积大、检测快、安全性高等优点,其原理是温度梯度的差异,故检测时需要对被测对象施加热激励,施加过程中通过温度场的变化来捕获温度梯度,通过缺陷处的结构不均性引起的温度梯度差异来识别缺陷。
热激励方式主要有外部热激励和内部热激励两种,热激励加热的均匀性会影响红外热成像检测效果。
外部热源激励主要采用闪光灯等,内部热源激励主要有温水注排、蒸汽吹扫、加压升温等方式。闪光灯作为外部热源激励时,由于其圆柱型筒体、两端弧面封头与光源的空间距离不同,靠近光源的母线易形成局部亮斑,存在明显的加热不均匀现象,检测效果一般,且仅对近表面缺陷有一定的检出效果。
温水注排作为内部热源激励时,加热均匀,不会出现局部亮斑,可以清晰发现缺陷,检测效果良好。蒸汽吹扫作为内部热源激励时(T/CATSI 02012-2022标准采用该方式),加热较为均匀,缺陷明显,检测效果良好。然而,气瓶温度变化受蒸汽枪通气方向影响,气瓶内部会产生不同的气体回旋区域,进而影响气瓶受热的均匀性。
各标准中关于复合材料气瓶的工作温度、干燥温度的要求如表1所示,对于蒸汽温度高于国家标准规定的复合材料气瓶的工作温度、干燥温度时,应注意防止温度过高影响气瓶的承压性能。加压升温作为内部热源激励时,加热最均匀,检测效果良好。但加压升温过程是带压检测,可与气密性试验相结合,对安全性提出了要求。
表1 各标准中关于复合材料气瓶工作温度、干燥温度的要求
|
标准 |
对象 |
工作温度 |
干燥温度 |
|
GB/T 24161-2009 |
碳纤维全缠绕铝合金内胆复合气瓶 |
-40~60 ℃ |
≤65 ℃ |
|
GB/T 24162-2022 |
金属内胆纤维环缠绕气瓶 |
-40~65 ℃ |
≤65 ℃ |
|
GB/T 42626-2023 |
纤维全缠绕气瓶 |
-40~85 ℃ |
≤ 70 ℃ |
在缺陷检测方面,薛彬和张宏鹏等通过仿真模拟研究得出以下结论:分层缺陷的面积越大、深度越浅、厚度越大,红外热成像检测更容易检出,对热激励的强度要求也越低。
张宏鹏和彭泽军等开展了复合材料气瓶红外检测试验,清晰地发现了分层缺陷。
刘彪和卢军等通过试验发现缠绕层的分层、脱胶缺陷在红外热像图中均显示为低温区,脱胶区域的红外热成像结果如图3所示,原因是分层、脱胶缺陷处的空气导热系数(0.022 W·m-1·K-1)远小于缠绕层的空气导热系数(12 W·m-1·K-1),阻碍了热量的向外传递。
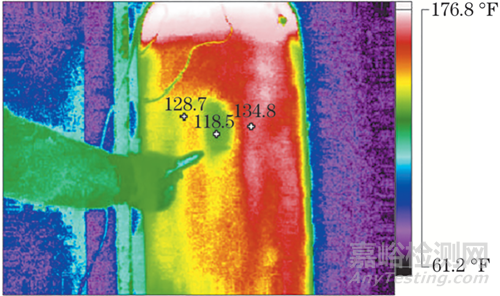
图3 脱胶区域的红外热成像结果
孔松涛等利用人工神经网络实现缠绕层缺陷的定位以及缺陷深度、面积的定量检测,缺陷深度、面积识别的最大误差分别约为7%和10%。
何少鹏开展了碳纤维复合材料孔缺陷体积的红外热成像定量检测研究,得到的缺陷体积测量误差为3.6%~83.2%。
T/CATSI 02012-2022中指出:红外热成像检测方法适用于物体的分层、脱黏、蜂窝结构积水、蒙皮锈蚀等类型缺陷的检测,能用于缺陷形状、大小、深度、涂覆层厚度的测量。
综上所述,红外热成像检测方法可实现分层、脱黏、蜂窝结构积水、蒙皮锈蚀等缺陷的定性与定量检测,但在定性检测中通过红外热像图无法分辨出缺陷类型;定量检测的准确性有待提升,缺陷大小、深度等的测量需要建立缺陷数据与温度梯度之间的非线性定量关系,非线性定量关系的准确性取决于数据样本量。
工业CT方法
工业CT方法在复合材料检测领域应用广泛,包括探测内部结构、评估制造过程、获取损伤失效演变等应用。
在复合材料气瓶检测方面,雷闽等采用工业CT方法观察气瓶变形与内压的关系。朱延霆等开展了碳纤维复合材料气瓶的CT检测试验,结果表明该方法对夹杂、空隙、分层等缠绕层内部缺陷的检出效果好,可通过灰度值分辨缺陷类型。SHI等搭建了装载气瓶的工业CT检测装置,检出了最小尺寸为0.2 mm的分层缺陷。
T/ZJASE 017-2022中指出该方法适用于缠绕层分层、夹杂等缺陷检测,可进行缺陷定性、定量检测。缠绕层分层缺陷的工业CT灰度图如图4所示。
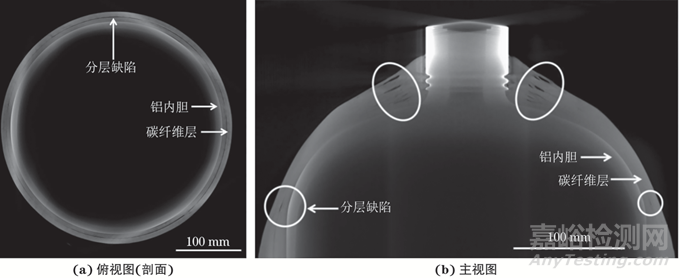
图4 缠绕层分层缺陷的工业CT灰度图
综上所述,工业CT方法可实现夹杂、空隙、分层等内部缺陷的定性、定量检测,检测精度高,但检测成本高,耗时长,对检测人员的专业性与检测环境的安全性亦有要求。
3、检测方法之间的对比分析
在检出效果上,工业CT方法最优,其次是红外热成像检测方法,声发射检测方法只能对内部缺陷进行定性分析且无法定位缺陷位置,仍需要其他检测方法复检。
声发射、红外、CT三种方法的对比分析结果如表2所示,可见三种检测方法都存在局限性。所以结合气瓶定期检验过程,考虑检测成本与时间,采用多方法结合的检测方式更为合理。多方法结合的检测方式可以互补地获取缺陷信息,提供更准确的缺陷定位与评估结果。
表2 声发射、红外、CT三种方法的对比分析结果
| 方法 | 分析类型 | 精确性 | 检测成本 | 检测时间 |
| 声发射 | 定性 | 低 | 较高 | 短 |
| 局限性:不能定位缺陷位置,仍需要其他检测方法复检。 | ||||
| 红外热成像 | 定性、定量 | 一般 | 低 | 短 |
| 局限性:不能分辨缺陷类型,定量检测的准确性取决于缺陷数据样本量。 | ||||
| 工业CT | 定性、定量 | 高 | 高 | 长 |
| 局限性:成本高、耗时长,对人员专业性、安全性提出了要求。 | ||||
LAINÉ和MUNZKE等采用声发射检测方法与光学检测方法相结合的方式,监测4型储氢气瓶的水压爆破试验与疲劳试验过程,结果表明通过应变信号、声发射信号可以准确地识别出缺陷及其位置。
TAPEINOS等基于声发射检测方法、数字图像相关法、光纤布拉格光栅法相结合的方式,研究了不同环境条件下4型多球形气瓶的力学性能与失效行为。
针对碳纤维缠绕层内部缺陷,采用红外热成像检测方法与工业CT方法相结合的检测方式,更有利于节约检测时间与提高检测效率。在气瓶干燥阶段可先采用红外热成像检测方法,确定是否存在内部缺陷及缺陷位置,初步分析缺陷形状、大小、深度。对确定位置的内部缺陷则可采用工业CT方法进行分析,从而获得更精确的缺陷信息。
结论
分析了复合材料气瓶的内部缺陷及其影响,对比了三种内部缺陷的检测方法,得出以下结论:
1、缠绕层可能出现的内部缺陷类型有夹杂、空隙、基体开裂、纤维/基体脱黏、分层、纤维断裂等。内部缺陷的存在可导致气瓶耐压性能、耐疲劳性能的显著下降。当前研究尚未建立复合材料气瓶性能与缠绕层内部缺陷的定量关系,建议进一步开展缠绕层内部缺陷对气瓶性能影响机理的研究。
2、声发射检测方法可实现内部缺陷的定性分析,但很难实现定量分析且不能定位缺陷位置。红外热成像检测方法可实现内部缺陷的定性与定量检测,但无法分辨缺陷类型,定量检测的准确性取决于缺陷数据的样本量。工业CT方法可实现内部缺陷的定性、定量检测,检测精度高,但检测成本高,耗时长,对人员的专业性、安全性均有一定要求。
3、
在检出效果上,工业CT方法最优,其次是红外热成像检测方法。结合气瓶定期检验过程,考虑检测成本与时间,可采用红外热成像检测方法与工业CT方法相结合的检测方式。该结论可为复合材料气瓶缠绕层的无损检测方案制定提供一定参考。
作者:胡昆1,夏莉1,张松松2,张耕1,3,杨刚1,谭粤1,李蔚1
工作单位:1. 广东省特种设备检测研究院
2. 中国特种设备检测研究院
3. 华南理工大学 机械与汽车工程学院
第一作者简介:胡昆,博士,主要从事承压类特种设备检验与研究工作。
来源:《无损检测》2024年8期

来源:无损检测NDT
关键词: 复合材料