
嘉峪检测网 2024-11-01 15:20
导读:本文基于某型号航天器组件的异型工装,依次选择工装特征位置进行控制点位布置,开展振动试验,并分析试验数据,选出最佳的控制点位置。
近日,北京控制工程研究所付亿波团队以《异型工装振动试验控制点位置选择与分析》为题在《环境技术》2024年第7期上发表最新研究内容,第一作者为付亿波。
试验室开展的航天器组件振动试验中,针对普通结构(如板型、L型)的产品工装,通常会在工装上的产品安装面布置控制传感器。然而,当面对结构复杂的异形工装时,缺乏明确的控制点布置要求和方法。若控制点位置选择不合理,可能严重影响试验结果,甚至导致产品失效或损坏。针对该问题,本文基于某型号航天器组件的异型工装,依次选择工装特征位置进行控制点位布置,开展振动试验,并分析试验数据,选出最佳的控制点位置。在满足试验要求的基础上,极大提高了试验效率和可靠性,保证产品安全。这一方法也将被应用于后续同类型产品的振动试验。
引言
振动试验是航天器组件环模试验中必不可少的一环,其目的是验证产品对振动环境的承受能力,暴露产品材料和结构的潜在缺陷和风险,对保障航天器运行时的安全性和可靠性具有重要意义。振动试验通过振动台与作为控制点的传感器之间的信号反馈进行振动环境的控制和模拟,因此控制点按安装是否牢固、控制方式选择和点位布置是否合理均振动试验的结果有重大相关性。若控制不当,可能出现传感器脱落、控制超差、过试验或欠试验等问题,不能正确的对产品进行验证和评估,甚至导致产品失效或损坏。
控制影响因素分析
振动试验中,传感器的安装方法有胶粘剂粘接、螺柱安装、磁力底座安装等方法。其中,磁力底座安装方法安装简易快捷,但仅使用磁力约束,面对大量级试验时易发生脱落现象,且航天器组件多为电子产品,易受磁力影响,故该方法不适用。螺柱安装谐振频率最高、可承受量级最大,但需在夹具和产品上预留安装孔,无法根据试验实际情况灵活选择安装位置。同时,传感器反复受到安装拆卸时扭转力的作用,易发生底座脱落现象,造成损坏。
航天器组件振动试验一般选择胶粘剂粘接方法,使用502瞬间强力胶进行粘接,该方法安装简易快捷、粘接牢固,能承受高频大量级振动条件,且不受产品类型和夹具材质限制。但打磨产生的胶水粉末、清洁使用的溶剂均属于毒害品,长期接触会对操作者的健康产生影响,因此要做好防护措施。
振动台控制方式有单点控制和多点控制两种,其中多点控制包括最大值控制、最小值控制和权重控制3种方法,权重控制中的一种特殊情况是加权平均控制方法。采用单点控制时,由于夹具不同位置响应量级不同,会导致夹具远离控制点位置的实际振动量级过大或过小,导致过试验或欠试验问题,并且存在损坏产品的潜在风险。当试验无具体振动量级要求,仅针对被试品一个或多个薄弱点进行振动环境评估时,方采取最大最小值控制,此时控制点需粘贴于被试品。若要求各薄弱点的振动量级均大于某量值时,采取最小值控制,反之则采取最大值控制。航天器组件振动试验均有振动量级要求,故选择双点加权平均控制。
控制点位置选择是振动试验中最重要的因素,也是本文研究方向。针对板型、L型结构的普通工装,控制点通常布置于工装上的产品安装面,靠近工装与台面连接处或者产品与工装连接处,并远离干扰源和易出现撞击或噪声较大的部位,一般均可得到良好的控制效果。航天器组件随机振动试验的频率范围一般为10Hz~2000Hz,而产品和夹具的多阶模态通常小于2000Hz,因此试验全频段内可能会在一个或多个频率点出现共振或反共振现象[8]。面对某些结构复杂的异型工装时,无明确的控制点位置要求和标准方法,若点位选择不当,会严重放大该现象,导致控制曲线超差、过试验或欠试验问题,干扰试验结果甚至导致产品损坏。针对该问题,本文选择某型号航天器组件的专用异型工装,选择工装特征位置进行控制点位布置开展振动试验,分析试验数据中不同控制点的控制曲线稳定性和峰值、响应峰值和有效值、共振频率等参数,选择最优控制点位置。
试验设计
本文航天器组件专用异型工装及安装方式的三维模型如图1。根据组件实际安装相对位置,工装侧面和顶面各安装1个模拟件,由于无预留安装孔,采用螺栓、压块、垫块压紧安装固定。
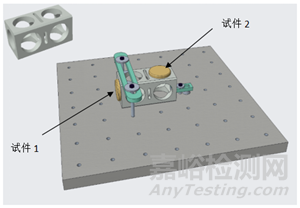
图1 异型工装安装三维模型
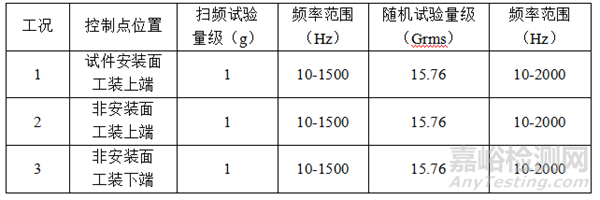
试件选用模拟件,并分别在2个试件上布置传感器作为监测点采集试件响应数据。控制方式采用双点平均控制,控制传感器位置依次布置在工装上端试件安装面、工装上端非试件安装面、工装下端非试件安装面3种方案。各位置依次开展固定量级的正弦特征扫频和随机试验,试验矩阵如下表1。
表1 试验工况
试验判断
试验设计中,首先进行正弦特征扫频,通常采用较小量级进行,目的是获取试件的动力学特性,在扫频试验的监测点响应频域曲线中,可以获取试件的一阶固有频率(基频),对应曲线中纵轴坐标(加速度,单位g)的第一个峰值。对比矩阵不同工况下的峰值大小,可作为判定控制效果的一项判据。
其次进行随机试验,随机振动由于波形杂乱,各时刻的瞬时值无法确定,且单次试验结果具有不确定性和不可重复性,所以需要用概率统计方法定量描述其振动规律,一般通过功率谱密度(PSD)和加速度总均方根值(Grms)两个相关概念进行描述。
功率谱密度指随机信号的各频率分量包含的功率(能量)在频域内的分布,单位用g2/Hz表示,曲线由横坐标-频率、纵坐标-功率谱组成如下图示例。
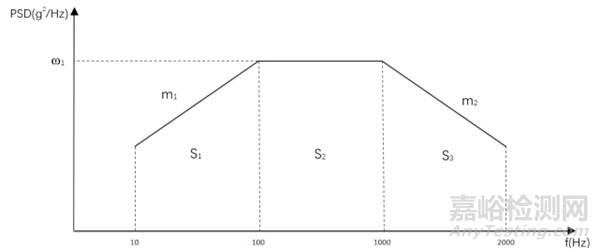
图2 功率谱密度-频率图
图中包含上升谱(S1)、平直谱(S2)和下降谱(S3),上升段和下降段的斜率分别为m1和m2,平直段的PSD值为ω1,加速度总均方根值指功率谱密度的频谱在全频段范围内面积的积分开根号值,即三个谱面积和的开方值。
S2的面积计算公式:

S1的面积计算公式:

同理,S3的面积计算公式:

式中fi为各段谱的初始频率,fj为末端频率。将全频段内面积之和开方可得加速度总均方根值:

该值在随机振动试验中作为判定控制值与目标值偏离程度的判据,若超出容差上限,则存在过试验问题,反之则代表欠试验。同时该量值也可作为监测点响应数值的标准,若响应值与理论值差异过大,则可能存在试件异常导致过试验问题、或控制效果欠佳导致欠试验问题。
试验实施及结果分析
将工装与振动台面连接紧固,根据组件实际安装位置,将两个模拟件分别安装在工装上表面和侧面。根据表1中工况1,模拟件表面粘贴传感器作为监测点1、监测点2,模拟件安装面上端,产品连接螺栓附近位置粘贴传感器作为控制点1、控制点2,试验系统布置如图3。完成试验前准备及多余物检查工作后,开始振动试验。
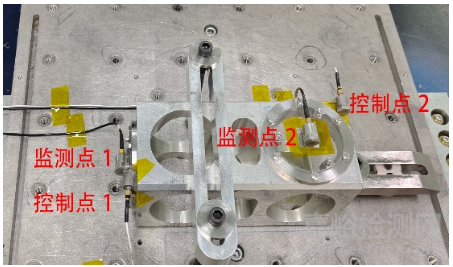
图3 工装上端产品安装面控制
首先进行正弦特征扫频,观察控制曲线稳定性,读取响应曲线中响应加速度峰值与被测物一阶固有频率。后进行随机振动试验,观察控制曲线稳定性、曲线形状与目标谱的一致程度、加速度总均方根值(Grms)与目标值的偏离程度,判定控制效果是否良好。读取响应曲线中的Grms响应值,曲线特征与扫频曲线特征的一致性。若响应值过小,则可能存在监测点松动问题,响应值过大,则可能是控制点位选择不合理造成共振、工装或被测物结构不稳定等问题,若曲线形状特征改变,则被测物结构可能发生改变,如结构断裂、元件脱落等。
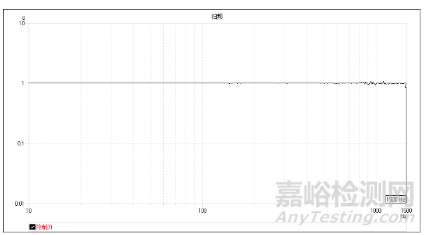
图4 扫频控制曲线
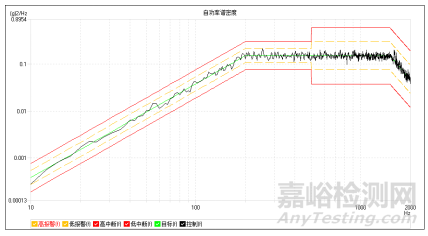
图5 随机控制曲线
根据图4、图5控制曲线,曲线稳定无共振峰,随机控制曲线与目标谱特征一致,判定试验控制效果良好。后续根据表1中工况2、工况3,保持监测点位置不变,改变控制点位置。试验系统布置如图6、图7,依次开展振动试验。
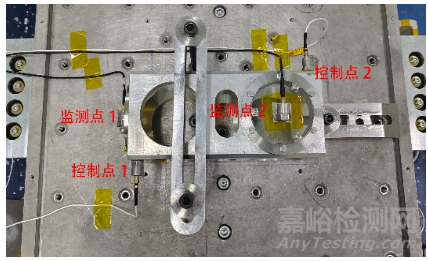
图6工装上端产品非安装面控制

图7 工装下端产品非安装面控制
对比工况2、工况3试验的控制曲线,与工况1基本无差异,判定3种点位布置的控制效果与稳定性均良好。整理试验数据,将3次试验两监测点的扫频响应曲线和随机响应曲线分类汇总得到图8、图9。
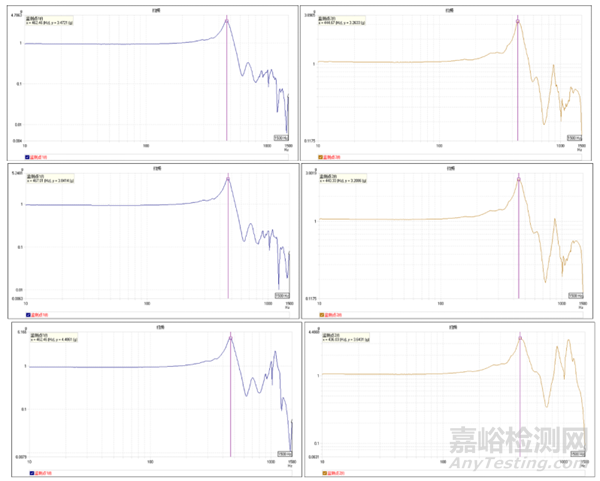
图8 扫频响应曲线
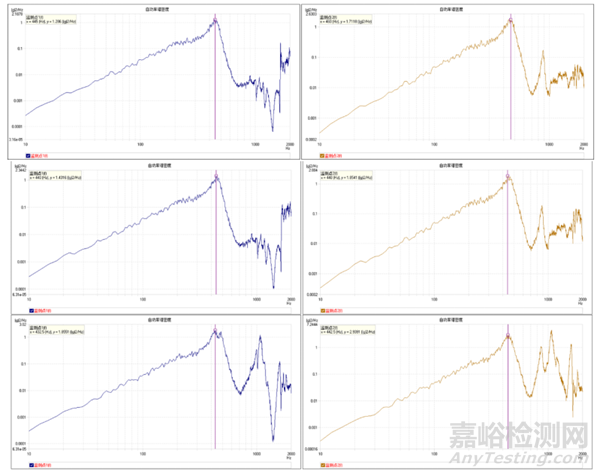
图9 随机响应曲线
分析试验曲线,可以看到当控制点位置处于工装上端时,扫频特征曲线与随机曲线的波形基本一致,仅存在响应量级的差异。而控制点位于工装下端时,响应曲线在全频段范围内,一阶频率后的多阶固有频率响应峰值明显增大,存在严重的共振放大现象。将试验系统采集数据整理汇总表2后进一步分析。
表2 试验数据
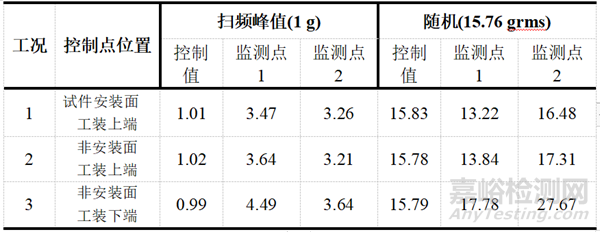
对比工况1、工况2试验数据后得到,针对该异形工装,各工况控制值与目标值基本一致,控制曲线稳定,即控制情况良好。控制点布置在工装上端时,选择试件安装面与非安装面进行控制,对2个监测点的响应值均影响较小,存在扫频4.6%、1.5%,随机4.7%、5.0%的差异,但在该两种控制方法下,侧面随机振动响应值均略小于控制值,存在约20%的差值。结合工况3进行数据对比后得到,控制点布置在工装下端时,监测点响应明显增大,相较于同一面的上端,2个监测点的响应值分别存在扫频23.4%、13.4%,随机28.5%、59.8%的增量,存在过试验问题。
振动试验中,控制点的试验数据反映了振动台激励出的真实振动量级。分析试验数据,针对同一试验量级,当控制点位置高于监测点时,监测点处于结构刚性更强的位置而出现响应值小于控制值的现象,在工装结构不稳定(如框架结构或工装壁较薄)的情况下,易出现产品欠试验问题。反之,当控制点布置于工装下端时,由于工装结构特点,监测点此时处于刚性更弱的位置而出现响应值放大,甚至造成产品结构断裂或损坏。对于文中异形工装,控制工装上端时,由于侧面试件处于较下端位置,响应值略小于控制值,在容差允许的范围内可以接受,同时对组件有一定保护作用。控制工装下端时,顶面试件远高于控制点位置,造成响应增大,易导致过试验。根据不同试验任务的要求,若开展鉴定级振动试验,验证组件对振动环境的承受能力或结构强度,则可以选择控制该异型工装下端,若开展正样产品的验收试验,为避免过试验导致产品受损或失效的风险,则选择控制该异型工装上端。
结论
振动试验控制点的位置选择影响着控制稳定性和响应值。根据标准要求,航天器组件振动试验的控制点布置于产品安装平面对角位置,选择两点平均控制,对于平板工装,该控制方法一般均可得到良好的控制效果和试验数据。面对复杂结构异型工装时,控制点对角布置并选择两点平均控制,也可得到良好的控制效果,但控制点是否布置于产品安装面对控制效果和响应值的影响不大,此时控制点与监测点的相对位置成为响应值的主要影响因素。控制点位置低于监测点时,将放大监测点的响应值,控制点位置高于监测点时,将减小监测点的响应值。后续进行异型工装的航天器组件振动试验时,应将控制点布置于监测点附件位置,并尽量减小控制点与监测点的高度差,以获得良好的控制效果。
引用本文:
付亿波,高思阳,赵沙,张景林,郑向琳.异型工装振动试验控制点位置选择与分析[J].环境技术,2024,42(07):214-219+251.

来源:Internet
关键词: 振动试验