
嘉峪检测网 2024-11-07 17:45
导读:介绍制药企业真空冷冻干燥机的原理,对设备进行风险分析,得出设备确认要点。从运行确认和性能确认等设备关键点入手,对真空冷冻干燥机的性能做出评估,以保证设备满足生产需要。
介绍制药企业真空冷冻干燥机的原理,对设备进行风险分析,得出设备确认要点。从运行确认和性能确认等设备关键点入手,对真空冷冻干燥机的性能做出评估,以保证设备满足生产需要。
引言
医院常用的冻干粉剂是利用真空冷冻干燥技术,将湿物料或溶液在较低的温度下冻结成固态,然后在真空下使其中的水分不经液态直接升华成气态,最终使物料脱水而干燥制备工艺。冻干过程作为冻干产品制备过程的重要环节,真空冷冻干燥机的关键性能,直接影响了产品的质量。
真空冷冻干燥机原理:将药品溶液经过冷冻后,在真空状态下,不经过液态,直接由固态升华至气态,并由解吸附的方法去除制品中水分。该设备整个系统包括冷媒循环系统、制冷系统、电加热系统、真空系统、控制系统、液压压塞系统、在位清洗(CIP)和在位蒸汽消毒(SIP)等,通过确认证明该设备能够达到各项预定的标准要求,满足冷冻干燥的工艺需要。该设备有 9 块有效板层和 1 块温度补偿板层,材料均为 316L 不锈钢,总面积为9.72 m2,板层温度范围-55~+80 ℃。
1、确认目的
对设备进行运行确认和性能确认,确保设备能够满足工艺、GMP 要求。
2、确认小组人员与职责
人员职责见表 1。
表 1 人员职责一览表

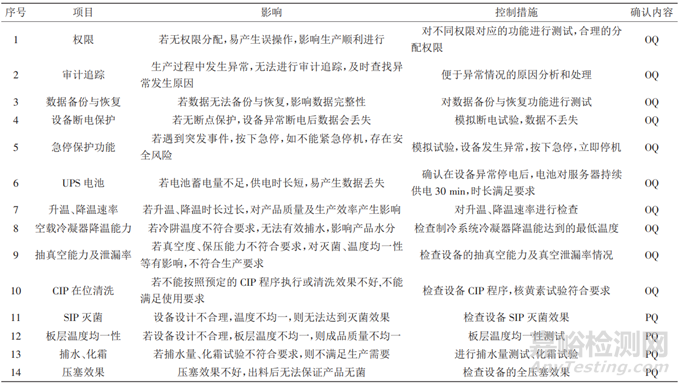
3、风险分析
风险分析见表 2。
表 2 风险分析一览
4、运行确认
4.1 目的
(1)确认设备运行状况良好,如无异常振动、噪声和泄漏等。
(2)确认运行参数的指标在合格范围内。
(3)确认设备功能,如操作功能、控制功能、安全功能和报警功能等。
(4)确认板层降温速度、板层升温速度和冷凝器降温速率。
4.2 内容
4.2.1 设备控制系统确认
在空载的状态下,依次测试触摸屏各功能按钮的动作情况是否正常。每个功能按钮测试 3 次,每次均需合格。
4.2.2 设备运行情况检查
检查设备运行情况,包括检查压缩机 1、2 循环管道是否密封完好,设备有无异常噪声等。
4.2.3 安全性能测试
检查确认设备的安全保护性能和记录打印功能是否符合要求;在空载情况下,人为设置各种异常情况,检查控制系统是否实施相应的安全保护。
4.2.4 抽气速度和极限真空度测试
(1)测试方法:冷凝器制冷到-45 ℃以下,开启泵阱隔离阀,开启真空泵记录时间。干燥箱加热至 40 ℃记录真空度至 10 Pa的时间。继续抽真空,记录极限真空度。
(2)合格标准:当冷凝器温度低于-45℃、真空度自 1×105 Pa降至 10 Pa 时,所需时间不大于 30 min,极限真空度≤1 Pa。
4.2.5 真空泄漏率测试
(1)测试方法:在空载状态下运行真空冷冻干燥机,冷凝器制冷到-45 ℃以下,开启真空泵,当达到极限真空度时关闭泵阱隔离阀并保压 30 min。观察真空度变化,计算真空系统泄漏率。
(2)合格标准:真空泄漏率≤5×10-3 Pa·m3/s。
(3)计算公式:Q=(P2-P1)×(V(/ T2-T1))。
其中,P1 为起始压力;P2 为最终压力;V 为体积;T1 为起始时间;T2 为最终时间。
4.2.6 在位清洗(CIP)功能测试
(1)测试方法:在箱体内部各个角落以及每一块板层上下两面喷洒浓度为 0.2 g/L 的核黄素溶液,确保箱内表面各个拐角内以及每一块板层上下要全部喷到,加热烘干,用黑光灯检视确认每个部位均应显黄色荧光。开启注射用水阀门,运行在位清洗(CIP)程序,确保清洗水的压力在 0.4 MPa 以上。清洗完毕后,程序停止运行,加热烘干,打开箱门用黑光灯检视确认每个部位均无黄色荧光,同时对箱内有无积水进行检查。
(2)合格标准:按照 CIP 预定程序执行,箱体内部及板层上下没有核黄素残留物,箱内排水顺畅、无积水。
(3)试验次数:3 次。
4.2.7 板层(冷媒)降温速度
(1)检测方法:进入手动模式,启动干燥箱制冷,记录板层(冷媒)温度和时间。当板层(冷媒)温度达到-40 ℃时,记录板层(冷媒)温度和时间。持续对板层降温,观察板层(冷媒)所能达到的最低温度。
(2)合格标准:板层(冷媒)从常温降至-40 ℃所需时长≤60 min(或 20 ℃降至-40 ℃,降温速度≥1.0 ℃/min)。继续降温,板层(冷媒)能达到-55 ℃。
4.2.8 板层升温速度
(1)检测方法:在手动操作模式下,保证箱体真空度低于 10 Pa,板层温度低于-40 ℃。启动电加热,记录时间和硅油入口温度。当板层温度加热到 20 ℃或以上时,记录时间和硅油入口温度。计算板层升温速率。继续加热板层,观察板层所能达到的最高温度。
(2)合格标准:板层(冷媒)从-40 ℃升至 20 ℃的时长≤60 min(或-40 ℃升至 20 ℃,升温速度≥1.0 ℃/min)。继续升温,板层最高温度能达到 80℃。
4.2.9 冷凝器降温速率
(1)检测方法:在手动操作模式下,当冷凝器启动制冷时记录瞬间温度和时间,当温度降至-40 ℃或以下时记录温度和时间。继续降温,确认冷凝器所能达到最低温度。
(2)合格标准:冷凝器从常温降至-40 ℃的时长≤30 min。继续降温,冷凝器最低温度能达到-75 ℃。
5、性能确认
5.1 目的
通过设备性能测试,如最大捕水能力、蒸汽化霜效果、灭菌温度均一性、板层温度均一性等,证明设备冷冻干燥性能满足要求。
5.2 内容
5.2.1 最大捕水量测试、化霜测试
(1)测试方法:在每块有效板层上铺设储水容器,确保纯化水总加注量>200 kg。配方设定完成,启动冻干循环。冷冻干燥结束后称取板层储水容器内的残留纯化水总重(Wn),然后根据计算设备的最大捕水量 W=W 总-Wn。
(2)合格标准:最大捕水量≥200 kg。蒸汽化霜效果好,盘管上的冰霜能全部化完。
(3)试验次数:3 次。
5.2.2 干燥箱内空载热分布测试
(1)测试方法:按 121 ℃、20 min 的在线灭菌程序进行灭菌。准备温度探头 16 个,测试干燥箱内空载热分布的情况,探头布置见图 1,其中 T2、T3 为进汽口附近,T15、T16 为排水口附近,其他探头均匀分布。探头布置时考虑到可能的冷点、热点。
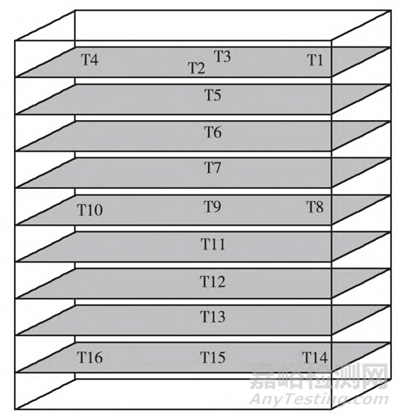
图 1 探头布置
(2)合格标准:最冷点和各个测温点的平均值之间误差≤±1 ℃。要求试验 3 次。
5.2.3 生物指示剂的分布测试
(1)测试方法:取嗜热脂肪芽孢杆菌 16 支,按图放置,关闭箱门,随空载热分布测试同时进行生物指示剂的挑战性试验;结束后,将灭菌后的生物指示剂直接放于 56~60 ℃培养 7 d(另取1 只未灭菌的指示剂作为阳性对照)。
(2)合格标准:灭菌后的生物指示剂应保持紫色,阳性对照应由紫色变为黄色。
5.2.4 板层温度分布均匀性及温控能力确认
(1)测试方法:将温度探头放于冻干箱内,要求温度探头顶针不能与板层接触。将验证探头置于各板层表面上 (板层 4 个角、板层中间位置),对 9 个板层进行测试。关好箱门分别设置板层温度为-40 ℃、0 ℃和 40 ℃,待温度稳定后保持 30 min 记录相关数据;本次测试每个温度值分 2 次进行,第一次确认 1~5号板层,第二次确认 5~9 号板层,5 号板层为复试层。计算各板层所有温度点与平均温差的最大值 (Max-Avg 即最大值-平均值,Avg-Min 即平均值-最小值),分析其是否在要求温差范围内。
(2)合格标准:在-40 ℃、0 ℃和 40 ℃保持过程中,板层各点温度波动<±1.0 ℃(以板层平均温度为基准),板层温度控制性能合格;在-40 ℃、0 ℃和 40 ℃保持下,保温 30 min 各板层上所有测试点温度最大及最小差值≤2.0 ℃,板层温度均匀性合格。
(3)试验次数:重复试验 3 次。
5.2.5 压塞效果
(1)测试方法:将注射用水灌入 5 mL 西林瓶内,装量为1.5 mL/瓶,半压塞,共灌装 28 980 瓶(即 3220×9);然后放置于箱体搁板上。关闭箱门,按照真空冷冻干燥机的操作规程进行冷冻真空干燥程序。对干燥后的西林瓶,压塞全部目测其胶塞压合情况,要求密合、无压偏压破现象,掉塞率<0.1%、破损率<0.02‰。
(2)试验次数:3 次。
6、结束语
通过风险分析评估出真空冷冻干燥机的关键参数及影响因素,通过运行确认和性能确认的一步步实施,最终证明设备性能符合要求,可以满足生产。
本文作者张燕,江苏正大丰海制药有限公司,源自设备管理与维修,仅供交流学习。
来源:Internet
关键词: 真空冷冻干燥机