
嘉峪检测网 2024-11-18 11:38
导读:为了准确识别带垫板焊缝进行超声波检测时出现的真假反射回波信号,对带垫板的单面焊双面成形焊缝超声检测的反射回波信号的产生原因及特点进行了分析。
导读
为了准确识别带垫板焊缝进行超声波检测时出现的真假反射回波信号,对带垫板的单面焊双面成形焊缝(包括管道对接环焊缝、T形和角接焊缝)超声检测的反射回波信号的产生原因及特点进行了分析,并分别提出了识别真假回波信号的技术方法。
分析认为,精确校准距离轴线(时基扫描线),寻找回波源的最佳反射角,精确确定回波源的坐标,是正确判断焊缝真假缺陷的关键,同时指出超声检测人员应熟悉焊接结构和焊接工艺,有助于进行正确的判断。
1.问题的提出
在部分工程结构施工中,如管道的环焊缝对接、钢结构钢管工程最终拼接焊缝的对接、钢结构工程的T形和角接焊缝的对接等,采用全位置无垫板单面焊接容易出现焊接缺陷,因为坡口背面无垫板,熔池金属无外部支撑,容易下淌,且现场安装焊接属于全位置焊,焊接过程中熔池金属受力状态不断变化,根部焊缝成形控制难度非常大,因此焊缝根部特别是立焊位置容易出现缩孔或其他缺陷。
如果采用钢垫板的单面对接焊工艺,焊接质量就容易保证。
对带垫板焊缝进行超声检测时,垫板反射回波也会显示在荧光屏上,在声波入射到探头对侧的焊角时,会在荧光屏上显示出焊角和垫板两个回波,如图1所示。
相关标准规定焊缝不允许存在裂纹、未焊透和未熔合等缺陷,如何正确判断带垫板焊缝真假缺陷回波就尤为重要,因此许多超声检测人员认为钢垫板的存在对焊缝的超声检测是一个妨碍。
笔者通过对不同形式的带垫板接头焊缝的分析,判断各种反射回波,以期找到识别真假回波信号的技术方法。
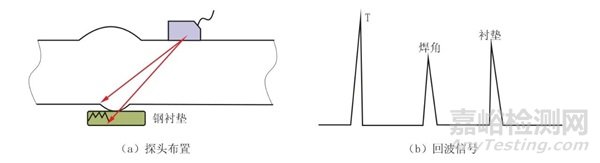
(图1 单面垫板焊缝超声检测示意图)
2.T形或角接接头焊缝检测回波的识别
2.1 90°T形或角接接头焊缝
带钢垫板的90°T形或角接接头焊缝根部间隙和熔透如图2所示,图2中钢垫板端部将起到一反射体“R”的作用,“R”反射回波定位将等于一个相当于来自“D”点的焊接缺陷的声程距离。对于这种反射回波,可通过如下方法综合解决:
(1)从“C”点用直探头检测来确定是否存在缺陷“D”的反射回波(如果“C”点位置可以进行检测)。
(2)确定在焊接接头长度上该回波显示是否是连续不断的,一般来自垫板的反射回波很高,当探头沿着焊缝方向移动时此类波形就一直伴随,相对而言,大多数焊接缺陷并不均匀连续。
(3)采用多次波反射法从“B”点对焊缝进行检测,来确定缺陷“D”是否存在。这时可能要对“F”点打磨平整,以保证超声束能覆盖到“D”点。
(4)增加探头角度(即更换大角度探头),以保证声束能更好地覆盖到“D”点。
(5)清除掉一小块垫板使声波不能达到“R”位置,从而确定“D”是否是缺陷存在或证实回波是来源于“R”处。
(6)选择一处最大的反射回波位置进行打磨或刨槽后进行表面检测(磁粉或渗透)来确定缺陷“D”是否存在。
2.2 夹角<90°或>90°的斜T形或角接接头焊缝

(图2 带钢垫板的90°T形或角接接头焊缝检测示意图)
带钢垫板的斜T形或角接接头焊缝检测如图3所示,从图3(a)可以看出,“R”的反射回波也可以视为焊道下裂纹“C”的回波;在图3(b)中,随着夹角角度>90°,“R”就和缺陷“D”的回波声程距离相等。
这些条件的分辨与90°T形或角接接头相同。
因为接头夹角角度改变,所以来自接头的反射回波的解释就变得比较复杂,这是因为钢垫板反射的增加和垫板端部焊缝焊趾位置的相互影响。
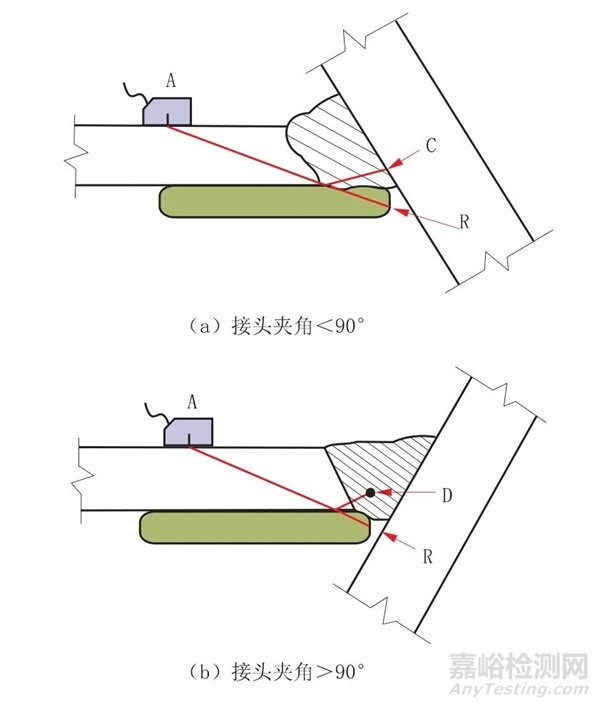
(图3 带钢垫板的斜T形或角接接头焊缝检测示意图)
3.对接接头焊缝检测回波的识别
3.1 垫板和接头间脱开的情况
通常的假回波指示“R”是由于连接接头的错边(如钢管椭圆度大、焊接变形等导致的装配质量问题)或由于两个不同厚度板材连接时在钢垫板和板材间贴合面的分离产生的。
图4为垫板和接头分离的对接接头焊缝检测示意图,根据声程距离和波束传播路径,当从“A”点检测时,回波看起来就像裂纹或未熔合等根部缺陷。
对于这种反射回波,可通过采取如下方法综合判断解决:
(1)准确标记好反射回波指示部位(如图中 “L”位置)。
(2)从单面对侧“A1”位置重复超声检测。
(3)如果从“A1”点检测,同样可以得到“L”位置回波反射指示则证实在根部存在缺陷。
(4)如果从“A1”点检测不到“L”位置反射回波,则可能是“R”产生的假缺陷反射回波显示。
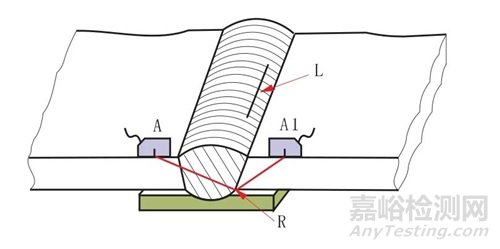
(图4 垫板和接头分离的对接接头焊缝检测示意图)
3.2 表面形状和垫板具有类似声程的情况
另一个引起混淆的假反射回波原因是焊缝表面成形与钢垫板导致的反射有相同的声程距离。
图5为不同宽度根部间隙的对接接头焊缝检测示意图,图5(a)的焊接接头焊缝底部足够大,从而使声波传输到钢垫板而导致从“R”边角处反射并得到一个大的反射回波显示;
图5(b)焊缝底部窄一些,且声波进入处离焊缝稍远了一些,这就导致从焊缝余高位置“WR”产生声波反射和出现大的反射回波。
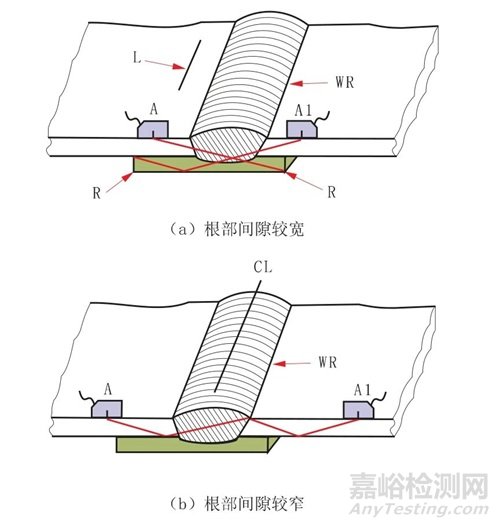
(图5 不同宽度根部间隙的对接接头焊缝检测示意图)
对于这一种情况,对反射回波的解释变得更加复杂。
图5(a)和图5(b)的声程距离相同,究竟是表面缺陷的反射,还是焊缝余高的反射,或者是垫板边缘的反射,就需要仔细的分析判断。
对于这种反射回波,可通过如下方法综合判断:
(1)从单面对侧“A1”点对图5(a)焊缝进行检测,以确定“WR”区域是否存在缺陷反射回波。
(2)对“WR”区域的任何回波显示可以进行打磨检查,来确定缺陷的存在。
(3)如果从单面对侧的“A1”位置没有反射回波指示,则再从“A”进行检测。
确定从“WR”来的反射回波是否是焊缝余高引起。首先操作探头直到得到最大的反射回波高度,然后用手指蘸耦合剂触摸“WR”处,如果“WR”是焊缝余高反射,那么随着手指的触动反射回波会出现跳动。
(4)如果“WR”不是反射体,按照如下方法,来验证钢垫板是否是反射源,将探头放在“A1”或“A”处以得到最大的反射回波高度,测量从探头入射点到反射体的投射表面距离,标记探头从焊缝对侧的尺寸记为“L”,测量从“L”到“WR”的尺寸,这一尺寸应为钢垫板宽度(如果超声设备经过精确校准的话)。因此超声检测人员在检测前应详细了解所用钢垫板的尺寸和基本的根部间隙尺寸情况,它可以排除一些关于反射源的问题(这也是超声检测人员需要熟悉焊接结构的主要原因)。
(5)如图5(b)所示,按中心线“CL”将焊缝分为两部分,从探头所在的焊缝相同侧对反射体进行判断,使假反射回波信号降低到最小。
4.密封焊钢垫板检测回波的识别
合同双方可以要求对所有钢垫板进行密封焊接,密封的焊缝使超声波不能通过坡口焊缝的整个横截面,超声检测人员应在制作之前确定钢垫板的最适用宽度以及适于检测的最佳横波探头角度。
密封焊的钢垫板对接接头焊缝检测如图6所示,从图6可以看出,钢垫板端部是关键部位,因为它影响声波反射到接头焊缝的上部。
通常,在钢垫板端部,“B”至“B1”部位导致声波进入钢垫板,“R”处信号被探头接收返回,或者如“A1”探头那样完全接收不到返回信号回波。
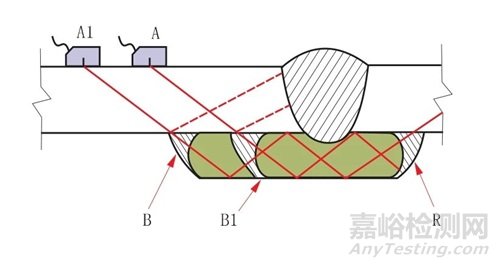
(图6 密封焊的钢垫板对接接头焊缝检测示意图)
图7 为密封焊的钢垫板T形和角接接头焊缝检测示意图,与图6存在相同的状态,即当声波在“B”处进入钢垫板并且通过垫板板继续传播并进入腹板中。
如在屏幕上看到这一反射回波,它很可能是假回波显示。
针对这一反射回波,应采取增加密封焊接钢垫板的宽度尺寸或者更换较小角度探头的方法进行检测。
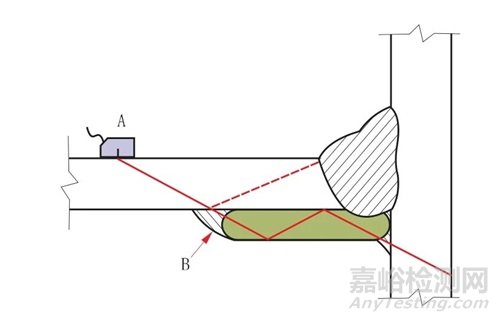
(图7 密封焊的钢垫板T形和角接接头焊缝检测示意图)
5.结论
(1)对带垫板的焊缝进行超声检测时,应精确校准距离轴线(时基扫描线),从结构中获得信号的精确信息参数,以利于准确判定。寻找回波源的最佳反射角,使其产生最高回波,从而计算其水平和深度位置,精确确定回波源的坐标。通过仔细辨别反射回波的来源,分析回波的传播路径和反射特性,可以正确判断真假缺陷。
(2)超声检测人员应熟悉焊接结构和焊接工艺,通过准确的反射回波定位才能进行正确的判断。

来源:Internet