
嘉峪检测网 2024-11-29 14:18
导读:本文介绍了液氢管道在线检测技术分析。
发展氢能是实现中国能源绿色转型的重要途径,氢能储运是氢能产业链中的重要环节,氢能储运的方式主要有高压气态储存、液态储存、固态储存等方式。液氢是一种低温(−253 ℃)的深冷液体,密度为0.0709 g/cm3,具有压力低、热值和能量密度高等优点,液态储氢在氢能储运中的优势十分明显。
随着氢能的快速发展,更多的液氢储运设备投入使用,液氢管道是氢能储运设备的连接枢纽,在液氢输送、储存、加注等环节中发挥不可替代的作用。
通过前期调研发现,液氢管道一般采用高真空多层绝热方式,管道材料一般采用奥氏体不锈钢,管道内管的连接采用焊接方式实现。
为了保障氢能的可持续发展,氢安全防护和储运设备的检验监测技术发展迅速。管道运行期间,定期检验是保证液氢管道安全使用的必要手段。
按照TSG D7005—2018《压力管道定期检验规则——工业管道》的要求,管道一般需要排空液体介质后停止运行再实施停机检验,而液氢管道介质清空的周期长、成本高,即使排空液体介质,其内管和外管的双层全封闭结构亦使得常规检测难以实施,故需要研究针对性的检测技术,实施在线检测,从而保障液氢管道的安全运行。
一、在役液氢管道失效和损伤模式分析
液氢管道可能出现的失效和损伤模式包括真空性能下降、低温脆断、疲劳断裂、氯化物应力腐蚀开裂、安全附件失效等。
真空性能下降
高真空度是液氢管道绝热性能的重要技术指标。双层管夹层的绝热空间真空度应抽到10-3 Pa以下,绝热性能对液氢管道安全主要有两个方面的影响:
其一是随着真空度的降低,夹层气体的热传导率提高,造成液氢管道外管结霜或结冰,甚至造成管件冻裂;
其二是液氢管道的绝热性能下降,液氢温度升高气化,导致液氢体积膨胀压力升高,使管道压力超过设计压力,严重时会造成管道破裂以及液氢泄漏,发生火灾甚至爆炸的严重后果。
低温脆断
液氢的温度极低(20 K),可能使管道材料的机械性能下降。当管道材料和焊接接头存在不连续且不连续处的应力超过断裂韧性临界值时,就会发生脆性断裂。低温脆断的危害性极大,而且不易察觉。
液氢管道的内管直接和液氢接触,内管的安装一般采用整体性能好的对焊焊接,焊接接头采用100%射线检测,不允许存在裂纹、未熔合等危害性缺陷。
疲劳断裂
液氢管道的周期性运行、液氢的加注、启停等工序下,压力、温度大幅度变化,易导致管道应力集中部位形成裂纹源及疲劳裂纹。
疲劳的影响因素包括压力、温度的变化幅度和循环次数,应力集中部位包括管道的角焊缝、焊缝中的缺陷等不连续部位。
氯化物应力腐蚀开裂
300系列不锈钢属于氯化物应力腐蚀开裂敏感材料,对于300系列不锈钢制容器和管道,损伤机理识别需要考虑氯化物的影响。
靠近冷水塔或下风口的不锈钢管道,或者沿海的液氢装置,漂水或海风中携带的氯离子会在其表面或管托等处冷凝积聚,可能在管道拉应力作用下发生氯化物应力腐蚀开裂。
安全附件及仪表失效
液氢深冷工况对压力表、安全阀、紧急切断阀等安全附件及仪表的可靠性是个极大的考验。
在极低的温度下,压力表的指示可能出现异常,无法反映管道的真实压力,以及安全阀的出口可能结冰堵塞,存在安全阀、紧急切断阀执行机构失灵等安全隐患,严重时会发生氢气超压泄漏或管道破裂等事故。
二、液氢管道在线检测技术
液氢管道检验应依据在役液氢管道失效和损伤模式分析,采取相对应的检验检测方法,根据前期的资料审查和管道的运行情况制定在线检验方案。
在线检测技术包括目视检测、壁厚检测、真空度和泄漏检测、渗透检测、涡流检测、红外热成像检测、射线数字成像检测(DR)等。
目视检测
主要通过肉眼进行直接目视检测,必要时配备辅助光源和低倍放大镜等工具,检测内容包括:
① 检查管道结构,相邻管道的间距是否符合标准要求、管道有无异常振动或相互摩擦、管道的支吊架是否变形或者开裂、支座是否下沉倾斜、基础有无损坏、地脚螺栓是否完好;
② 管道的外表面、阀门、法兰、真空密封接头是否结霜、结冰;
③ 管道阀门、法兰焊缝、外管连接焊缝和容器本体连接焊缝的外表面有无裂纹、腐蚀等缺陷;
④ 安全阀的出口和排放管是否堵塞或结冰,紧急切断阀执行机构和安全阀的限位装置是否异常;
⑤ 如果管道有法兰跨接导线或安装了接地装置,对跨接电阻和接地电阻进行测量,避免管道产生静电(静电能形成点火源或者干扰管道电气设施的正常运行)。
壁厚检测
管道壁厚检测一般采用脉冲反射式超声测厚,选择弯管、变形等有代表性的位置进行测厚,管道直管段进行壁厚抽查,要保证足够的检测点数。
带有防腐层的管道可以采用电磁超声或涡流测厚,电磁超声测厚和涡流测厚都不需要耦合剂,不需要去除防腐层能实现非接触测量,检测效率高。
真空度和泄漏检测
如果液氢管道预留了真空度测量接口,则可使用真空计对双层管夹层的真空度进行测量,检测管道存储液氢时的真空度是否满足相关标准的要求。
对于未留有真空度测量接口的液氢管道,可以进行泄漏检测,即利用真空管道夹层的内外压力差,使用检漏液对法兰、阀门等密封结构易发生泄漏部位进行泄漏检测。
但是,泄漏检测只能对密封结构或者焊缝是否泄漏进行定性测量,不能用于绝热材料放气等导致真空度降低的检测。
渗透检测
液氢管道采用奥氏体不锈钢非铁磁性材料,磁粉检测无法实施,因此渗透检测是其表面检测的重要手段。
与涡流检测比较,渗透检测不受管道和焊缝等复杂结构的影响,多用于管道阀门、法兰和设备接口的角焊缝检测,溶剂去除型渗透检测方法无需水电,适用于现场的在线检测,但对表面的光洁度要求比涡流检测的要求高。
涡流检测
涡流检测可以检测液氢管道的管子和焊缝表面及近表面缺陷,对于表面光洁度要求低。随着电磁学研究的深入,研究人员在涡流检测的基础上开发了多项新技术,比如阵列涡流和脉冲涡流检测。
阵列涡流不受缺陷方向的影响,检测效率和灵敏度高;脉冲涡流可以对一定深度的缺陷实施检测,液氢管道壁厚薄,甚至可以实现全壁厚检测。
对于表面开口缺陷的检测如氯化物应力开裂,涡流检测的灵敏度低于渗透检测。
红外热成像检测
红外热成像无损检测以红外辐射的原理为基础,通过检测热量在物体内部的传递状况来进行缺陷的判别。
液氢为深冷液体,液氢和周围环境存在巨大的温差,在双层管内部会产生热量的流动。如果双层管内部存在裂缝和缺陷,或者夹层真空性能下降,管道温度分布则会不均匀,从而形成“热点”高温区,通过红外热像仪可以显示温度的差异。即通过液氢管道热状态的变化和异常,来判断管道绝热效果的可靠性。
通过红外热成像检测焊缝、阀门、法兰等易泄漏部位,找出温差异常部位,可检测设备的绝热性能和液氢泄漏情况。
红外热成像可以不直接接触液氢管道实施远程检测,扫查范围大。作者所在团队对LNG装置工艺管道进行了红外热成像检测技术应用,结果表明该技术可及时发现管道绝热性能异常部位。
射线数字成像检测
液氢管道焊缝埋藏缺陷的检测技术以射线检测和超声检测为主,液氢管道的材料为奥氏体不锈钢,壁厚偏薄,焊缝奥氏体晶粒粗大,超声检测(包括衍射时差法和相控阵超声检测)效果不理想,而且超声检测不能对内管实施检测。
液氢管道由于内管不可见的特殊性,上述目视检测、壁厚检测、渗透检测、涡流检测只能用于外管的检测,而液氢管道的内管和液氢直接接触,损伤风险更高且不易察觉。
通过对无损检测技术检测对象适用性的比较,发现目前只有射线检测技术可以用于内管焊缝缺陷的在役检测。
射线检测包括射线数字成像检测技术和射线胶片照相,射线数字成像检测技术与传统射线胶片照相原理相同,不同点主要在于接收器件和显示方式上。
相比于传统的胶片照相,射线数字成像检测厚度、宽容度和动态范围大,图像对比度、信噪比高,检测图像可以通过软件进行后期处理,没有暗室处理环节,缺陷的显示更加直观便于评定,在液体管道检测上优势明显。可以现场初步评定检测结果。
为了验证液氢管道DR在线检测的可行性,为液氢管道在线检测提供依据,对含有人工缺陷的双层管内管加注液体介质,进行带液双层管内管焊缝DR检测试验。
三、带液双层管DR检测试验 试件设计
管道试件的材料选用304奥氏体不锈钢,结构为内外双层管,内管采用对接焊接接头,焊缝中预先制作气孔、未焊透和裂纹等典型缺陷。双层管试件的具体规格和缺陷类型如表1所示,检测试验如图1所示。
表1 含典型缺陷的双层管试件规格(mm)


图1 双层管试件和检测试验现场
射线数字成像系统
射线数字成像系统的主要设备有高频射线机、探测器、单丝和双丝像质计等。
X射线机型号为MG452,焦点0.4/1.0 mm,管电压20~450 kV可调,管电流0~15 mA可调。
探测器型号为XRD1621,转换屏型号为DRZ,像素200 μm,16位,成像面积409.6 mm×409.6 mm。
试验实施
内管试件在人工缺陷制作完成后,先采用射线胶片照相检测技术对其进行缺陷检测,获得了较高的图像质量和较好的缺陷检出效果,检测完成后再安装外管进行带液双层管DR检测试验。
试件介质采用汽油,汽油的密度为0.75 g/cm3,液氢的密度为0.07 g/cm3。试件介质如能采用液氢,试验结果和实际最为贴近,但液氢制取困难,而且液氢的温度极低,绝热性能要求很高,试件制作困难、成本高,试验的安全防护难度大,而且试件含有危害性缺陷,试验可能出现不可预料的风险。
考虑试验的安全和可操作性,试验液体介质使用汽油代替液氢。介质密度和射线的衰减近似呈正比关系,故为了保证射线穿透力,需要相应地提高透照电压。
先进行不带介质的双层管试件内管焊缝的DR检测,再加注介质进行带液DR检测,按照标准NB/T 47013.11—2015《承压设备无损检测 第11部分:X射线数字成像检测》进行两种工况下的图像质量评定。
试验结果分析
对DR检测的试验结果进行采集,在不同工况下,对液体介质和双层管外管的图像质量和缺陷的检出情况进行分析。
1、图像质量的影响
对图像质量的两个重要指标(灵敏度和分辨率)进行比对和评定,无介质的内管DR检测图像的灵敏度高,符合标准的要求。
受制于探测器结构和制作技术,DR的分辨率要低于胶片系统,不能满足标准要求。通过补偿原则,图像灵敏度可以满足标准。
检测时,液体介质吸收射线,造成射线能量衰减。随着管径的增加,介质的等效厚度增大,灵敏度下降一个等级,分辨率下降1~2个等级。
DN80和DN100管径的分辨率通过补偿原则,还是不能满足标准要求,图像质量如表2所示(括号内的灵敏度和分辨率为标准要求)。
表2 各试件内管检测图像质量
2、缺陷的检出影响
液体介质等效于透照厚度的增加,会使得缺陷的对比度下降,灵敏度降低,细小的缺陷难以检出,而且缺陷的细节变得模糊或者难以分辨,缺陷定性变得困难,容易发生误评和漏评。
对两种工况下DR检出缺陷进行评定,气孔、未焊透和裂纹等缺陷均可以检出,如图2~9所示。

图2 φ25×4内管裂纹在有无介质状态下的检测结果
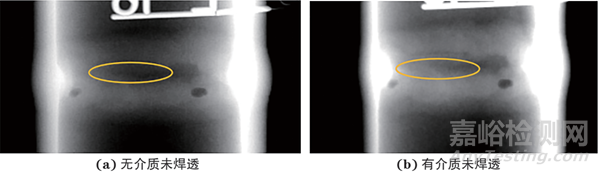
图3 φ32×4内管未焊透在有无介质状态下的检测结果
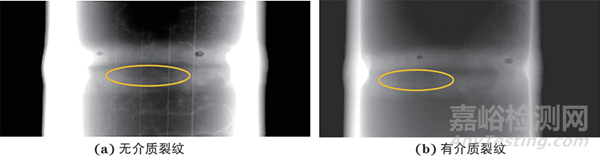
图4 φ38×4内管裂纹在有无介质状态下的检测结果
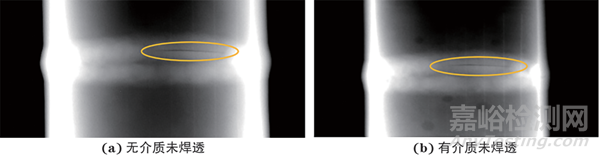
图5 φ45×4内管未焊透在有无介质状态下的检测结果
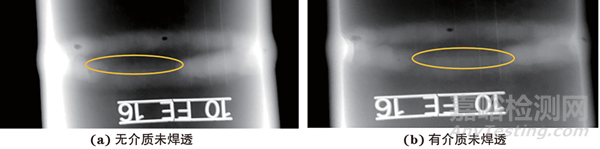
图6 φ57×4内管未焊透在有无介质状态下的检测结果
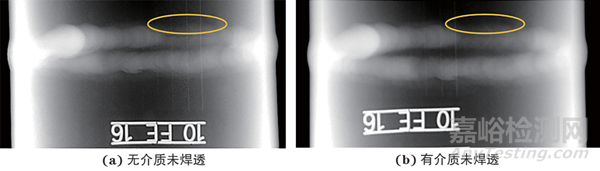
图7 φ76×4内管未焊透在有无介质状态下的检测结果
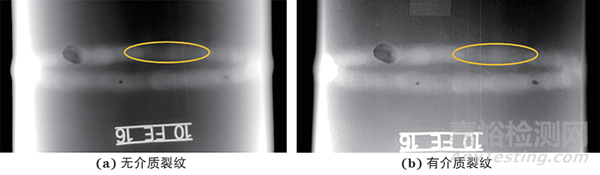
图8 φ89×4内管裂纹在有无介质状态下的检测结果
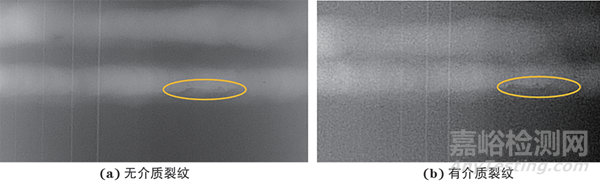
图9 φ108×4内管裂纹在有无介质状态下的检测结果
3、外管的影响
双层管外管对射线检测的影响不可忽略,外管的影响主要体现在两个方面。
其一是外管的壁厚增加了透照厚度,提高了透照管电压,使图像质量下降。
其二,外管和内管的距离使得探测器不能贴近内管,被动地增加了射线数字成像放大倍数。特定的成像系统存在一个最佳放大倍数,超过最佳放大倍数时,射线检测的质量随之下降。
外管壁厚和液体介质使得透照厚度增加,需要使用较大的焦点提高射线能量。外管的综合影响会降低图像灵敏度和分辨率,导致缺陷的细节模糊甚至消失。裂纹末端的微小锯齿形状难以辨识,缺陷的定性容易误判,如图10所示。

图10 φ108×4内管裂纹在外管安装前后的检测结果
结论
(1) 采取目视检测、渗透检测、涡流检测等检测技术,可以有效检测管道的结构和外观;采取真空度检测,辅以泄漏检测和红外热成像检测,可实现液氢管道的绝热性能检测。
(2) 液氢管道内管液体介质DR检测试验验证了在役液氢管道数字成像技术在线检测的可行性和有效性。试验介质密度比液氢的密度大,试验结果是偏保守的。如果介质为液氢,检测图像质量和缺陷对比度还会得到相应的提升。
作者:郝刚1,2,段志祥1,2,代淮北1,2,胡杭健1,2,李璐3,杨坤3
工作单位:1. 中国特种设备检测研究院
2. 国家市场监管重点实验室(氢能储运装备安全)
3. 北京中科富海低温科技有限公司
第一作者简介:郝刚,工程师,主要从事特种设备检验检测及相关科研工作。
来源:《无损检测》2024年9期

来源:无损检测NDT