
嘉峪检测网 2024-12-05 13:50
导读:本文介绍了汽车外覆盖件滑移线感知风险评价方法。
摘 要:为了获得从CAE 阶段准确评价涂装后产品滑移线缺陷感知风险的方法, 分析滑移线缺陷产生原因及可被感知实质,并设计一滑移线试验模型, 对不同棱线圆角半径及侧壁曲率半径的样件进行冲压、 电泳、 涂装以及品质评价等。结果表明,棱线一侧的料厚变化梯度与棱线圆角半径存在较强的相关性, 是造成滑移线可被感知的根本原因; 而侧壁曲率半径仅影响滑移线可被感知的程度, 通过对料厚梯度、 侧壁曲率半径数值进行拟合, 并与相应的外观品质评价结果结合, 获得滑移线感知风险评价图; 经过发盖外板和门外板实际案例的应用验证, 说明该风险评价图具备一定的可靠性。
关键词:冲压; 外覆盖件; 棱线; 外观质量; 滑移线
引言
随着汽车工业的发展以及消费的升级, 人们对于汽车的需求不仅限于安全、 科技及舒适, 还要求汽车有着适应当下潮流的造型风格以及极致的品质感受。而汽车外覆盖件作为最能够体现造型特点以及工艺品质的产品, 对其成形技术及面品质量控制进行研究具有重要意义。
对于采用冲压成形的钣金外覆盖件而言, 常见的品质缺陷有开裂、 起皱、 凹陷、 起鼓、 麻点、 滑移线和冲击线等, 也是多年来该领域的研究热点[1-3]。其中, 滑移线缺陷是具有棱线特征的钣金外覆盖件常见问题之一, 行业内俗称为“双眼皮”或“双轮廓”, 对外观感知品质有着重要的影响。
对滑移线缺陷的解决, 行业内进行了充分的研究。例如, 张心怡等[4]通过优化型面以及工艺补充, 解决了翼子板主棱线两侧区域由于材料瞬时流动不均而造成实际生产出现的滑移线缺陷。蒋磊等[5]利用有限元分析软件, 对可能出现的滑移线缺陷进行分析, 并通过产品结构优化及工艺调整, 避免了实际生产可能出现的品质问题。传统对滑移线缺陷分析的评估方法主要是依据钣金冲压CAE 分析获得的滑移线距离、 接触应力或反弯曲应力等指标[6-8]。而HONG Y 等[9]等利用简易的模型, 通过试验研究认为料厚变化与滑移线缺陷风险存在关系,并给出了冲压钣金件的滑移线缺陷风险评估新准则。但是, 目前大部分关于滑移线问题的研究仅是针对冲压钣金件, 并未直接涉及最终的成品。实际上,钣金外覆盖件冲压后, 还需经过电泳、 涂装和烘烤等多种工序, 对成品上的滑移线缺陷的感知情况有着重要影响。对于部分在成品上不可被感知的滑移线缺陷, 提前进行工艺乃至产品上的优化, 可能会影响造型风格、 成本或者其它重要的产品质量。
本文首先分析滑移线缺陷产生原因及其可被感知的实质, 并根据一般造型特征的需求设计典型试验模型, 然后通过冲压、电泳、涂装及烘烤等工序获得最终产品, 最后结合料厚变化规律、 几何特征尺寸与外观品质评价结果, 提出了基于CAE分析进行成品滑移线缺陷风险的评价图。
1、 滑移线缺陷产生原因及可被感知实质
如图1a 所示, 冲压成形时, 钣金坯料首先接触到A 处, 坯料上随即产生相应的印记; 随着冲压的进行, 该印痕与凸模圆角位置发生相对位移; 当冲压结束时, 印记的位置抵达B 处, 形成冲压缺陷,即为滑移线, 其中A 到B 的长度称为滑移线宽度或滑移线距离。滑移线的产生是坯料接触到凸模圆角后, 在圆角两侧发生不均匀的材料流动导致。成形过程中的工艺参数, 如摩擦因数、 压边力、 模具间隙和拉延筋阻力系数等, 都会对这种不均匀流动产生影响, 影响滑移线的产生及其宽度。但是本文的研究重点并不在于如何通过这些工艺参数去控制滑移线的产生或其宽度, 事实上, 由于造型风格的限制, 部分产品滑移线的产生及其宽度不可控, 本文的研究重点在于这些滑移线是否会影响涂装后的成品外观品质。
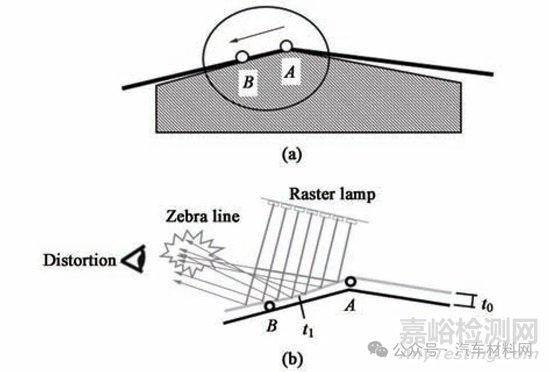
图1 滑移线产生原因及可被感知实质
(a) 滑移线的产生 (b) 滑移线的可视
Fig.1 Cause of skid-line and its visibe nature
(a) Generation of skid-line (b) Visibility of skid-line
理论上, 滑移印记产生于产品的内表面(非外观面), 对产品外观品质不存在影响, 外观品质的感知缺陷来自滑移线宽度区域的料厚变化。钣金坯料接触凸模圆角时, 会产生较大的径向压应力, 使得坯料内层处于静水压力状态, 导致A 位置外层变形严重而内层变形被抑制, 即料厚的变薄方向来自于坯料外层[10]。而变形也使得该区域产生加工硬化效应,由于应变硬化指数n 随着变形而变化[11], 导致当冲压成形继续进行时, AB 之间的塑性变形是不均匀的(特别是坯料外层区域), 不同材料的硬化因子n 值各异, 其不均匀性也会不同, 但最终都表现为该区域的料厚变化不均。在较为严重的情况下, 由于坯料外层表面的不均匀变形, 通过光栅的照射, 可以明显地看到该区域光的反射角度相比于其它区域发生改变, 出现光影扭曲(斑马线扭曲), 如图1b 所示, 这就是滑移线缺陷可被感知的实质。此外, AB 之间产品面的曲率半径会影响光影扭曲的程度, 而电泳、 涂装也会进一步对滑移线缺陷的可被感知强弱产生影响。
2、 滑移线缺陷试验模型及方法
基于上述理论分析, 为了研究滑移线对外覆盖件产品(涂装状态) 外观感知品质的影响, 并探寻相应的新评判方法, 本文设计一种滑移线试验模型,如图2a 所示, 通过两侧的拉延筋控制滑移线的距离, 图2b 为试验模型的模具实物。
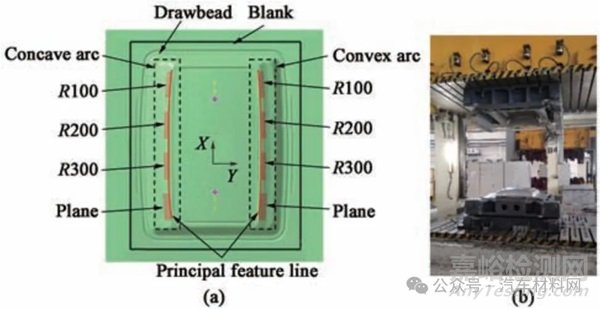
图2 滑移线试验模型(a) 和模具实物图(b)
Fig.2 Skid-line test model (a) and physical picture of mold (b)该模型的主棱线圆角为R1、 R3 和R5, 对R1进行初始试验, 后续通过模具降刻加工, 重新上机,完成主棱线R3 及R5 的试验。同时, 如前所述, 由于滑移区域面曲率半径对滑移线缺陷感知有影响。在主棱线的外侧上沿着X 方向设计曲率变化的侧壁面(图2a 中深色面), 其中一侧为凸弧面, 另外一侧为凹弧面。3 次上机试验模型主要特征的参数汇总如表1 所示, 共计21 种不同的截面特征。
表1 试验模型的主要特征参数(mm)
Tab.1 Main characteristic parameters of test model (mm)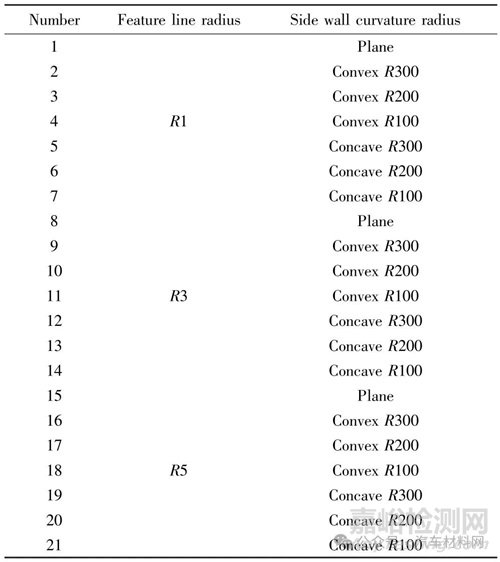
试验材料采用汽车外板常用钢板GX220BD-ZF,料厚为0.7 mm, 其材料力学性能如表2 所示(σ0 为屈服应力, Rm 为抗拉强度, rm 为平均厚向各向异性系数)。冲压出件后, 按指定位置对样件进行料厚测量后, 再进行电泳、 涂装, 获得最终外观品质评价所用样件。CAE 分析及实际产品的料厚测量点取同一曲率半径(同一截面特征) 的侧壁中部位置, 从棱线圆角根部开始, 每隔1 mm 取一点, 累计测量20 个点,如图3 所示。实际产品的料厚测量工具为千分尺。
表2 GX220BD-ZF 的力学性能
Tab.2 Mechanical properties of GX220BD-ZF

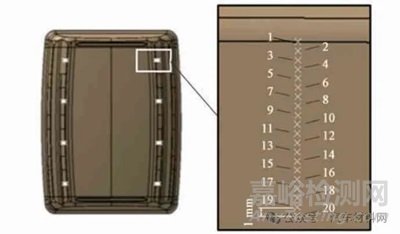
图3 料厚测量位置
Fig.3 Positions for thickness measurement
滑移线缺陷试验的CAE 仿真模型通过Autoform软件建立, 如图4 所示(图中箭头表示凹模和压边圈的运动方向), 其中压边圈行程120 mm, 压边力1000 kN, 摩擦因数定义为0.15。采用自适应拉延筋, 由于模型存在小半径棱线, 为了提高仿真的准确度, 网格单元分析参数按表3 进行设置。
表3 网格单元分析参数设置
Tab.3 Setting for analysis parameters of grid cell
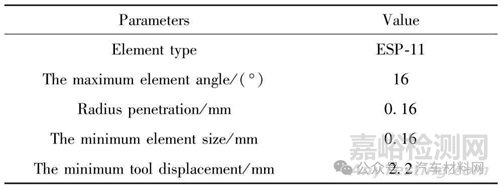
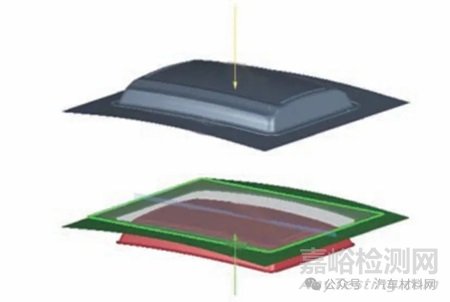
图4 滑移线试验仿真模型
Fig.4 Simulation model of skid-line test
此外, CAE 分析所用材料的硬化模型采用Hill准则, 即:

式中: σ 为真应力; K 为强度因子; ε 为真应变。屈服模型采用Hill48 模型。
为了使实际生产与CAE 分析状态尽可能趋于一致, 模具的研合率需达到85%以上, 同时严格按CAE 分析工艺参数来进行调试, 避免因为制造的因素导致实际成形状态与理论不匹配。本次试验所用模具压料面的研合情况如图5 所示, 由图可知, 研合率已达85%以上, 满足调试要求。

图5 压边圈的研合情况
Fig.5 Lapping condition of binder
样件在电泳、 涂装后进行棱线处外观品质评价。评价要求在光照充足的室外进行, 并且从30°、 90°和150°这3 个方向对样件进行观察, 如图6 所示。评价结果分为两个等级:安全(S)、 危险(N)。
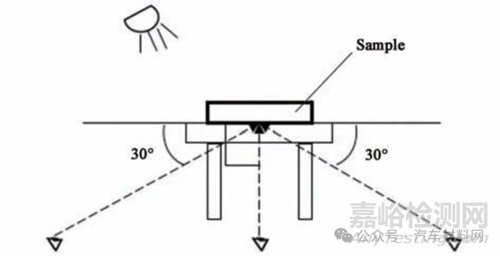
图6 样件涂装后的棱线处外观品质评价方法
Fig.6 Evaluation method of appearance quality at feature lines of sample after painting
3、 试验结果分析
表4所示为不同棱线圆角半径及侧壁曲率半径状态下CAE 分析与实际钣金件的滑移线距离。从表中可以看出, CAE 分析与实际钣金件两者的滑移线距离差异在2 mm 以内, 而滑移线平均的滑移距离在8 mm 以上, 按企业过往对滑移线风险的判据,这类滑移线均需要进行相关的工艺及结构优化。
表4 不同半径下CAE 与实际钣金件的滑移线距离(mm)
Tab.4 Skid-line distance of CAE and real sheet metal part with different radius (mm)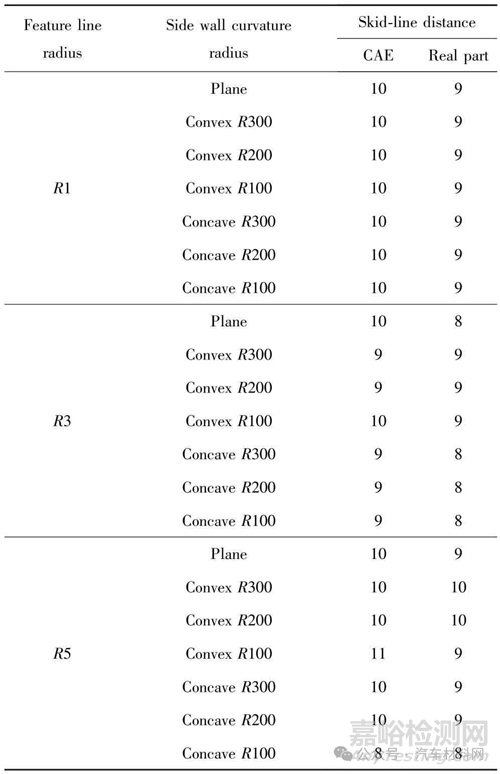
图7所示为部分不同棱线圆角半径及侧壁曲率半径状态下样件的实测料厚值及对应的CAE 分析值。从图中可以看出, 从圆角根部开始, 样件的料厚发生急剧变薄之后, 沿着远离圆角的方向缓慢增厚, 呈现抛物线特征, 结合表4 可以看出, 料厚急剧变化的区域均处于滑移线距离范围内, 这与前面分析的不均匀塑性变形现象一致, 而这种料厚的变化不均程度, 也是影响滑移线缺陷是否可被感知的本质因素, 可作为评估滑移线缺陷可被感知风险评价的手段, 这也与文献[10] 的研究结论一致。
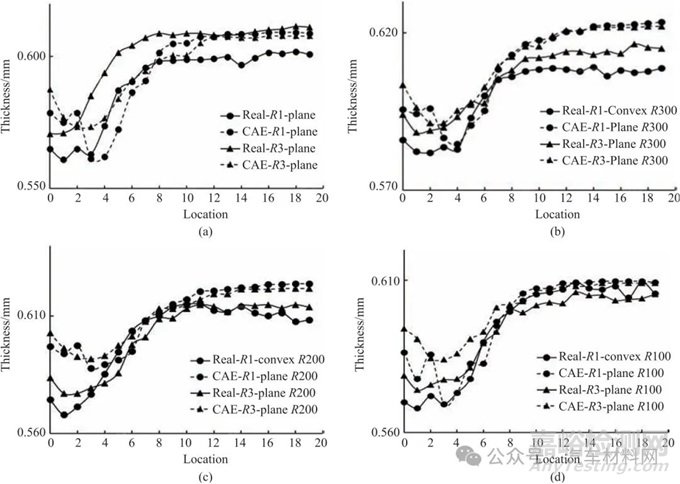
图7 部分不同参数下样件的实际厚度值及对应的CAE 分析值
(a) 平面侧壁 (b) 凸R300 侧壁 (c) 凸R200 侧壁 (d) 凸R100 侧壁
Fig.7 Real thickness values and corresponding CAE analysis values of some samples with different parameters
(a) Plane side wall (b) Convex R300 side wall (c) Convex R200 side wall (d) Convex R100 side wall
相比于在生产制造阶段解决品质缺陷问题, 借助CAE 分析工艺在同步工程阶段提前识别问题、 解决问题的方案, 无需额外投入工装设备, 也无需上机进行调试, 无疑是成本最低、 周期最少、 灵活度最高的方法。所以, 对于滑移线可被感知风险的评价方法, 为了保证方法设计与后续应用存在一致性,应该建立在基于CAE 分析数据的基础上。从表4 和图7 可知, 实测数据和CAE 分析趋于一致, 说明CAE 分析具备较高的可靠性, 因此, 下文基于CAE分析数据, 根据其规律进一步探索滑移线缺陷感知风险评价的新方法。
为了进一步分析材料流过棱线圆角后料厚的变化情况, 对不同主棱线圆角、 侧壁曲率半径的样件滑移线区域内的CAE 料厚变化梯度dt/dl 进行统计,如图8 所示。从统计结果看, 每种样件的料厚变化梯度均有一个单一极值, 而且该极值与棱线圆角半径存在较强的相关性, 即随着圆角半径的增加, 该值减小; 而该值与侧壁曲率半径的变化无强相关性,正如前面所述, 侧壁曲率半径仅影响滑移线可被感知的程度。
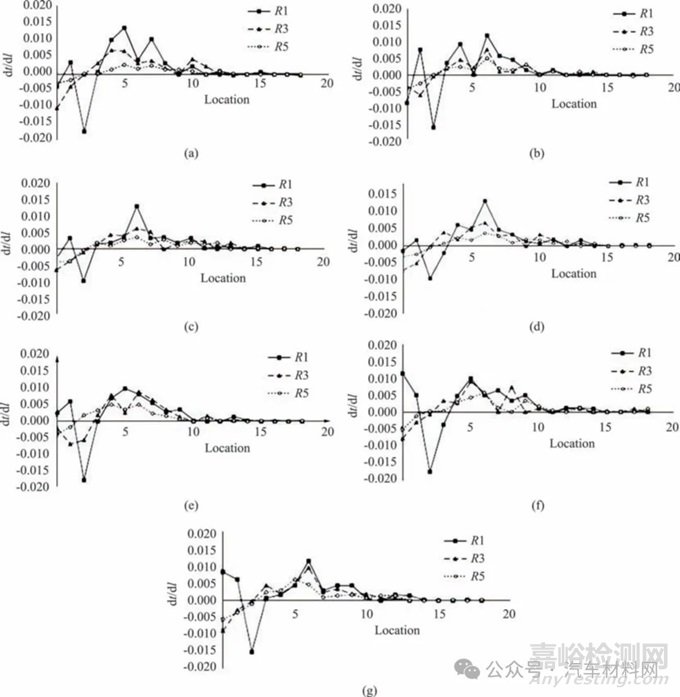
图8 不同主棱线圆角半径、 侧壁曲率半径的样件滑移线区域内的料厚变化梯度
(a) 平面侧壁 (b) 凸R100 侧壁 (c) 凸R200 侧壁 (d) 凸R300 侧壁 (e) 凹R100 侧壁 (f) 凹R200 侧壁 (g) 凹R300 侧壁
Fig.8 Gradient of thickness change in skid-line area of samples with different feature line radius and side wall curvature radius
(a) Plane side wall (b) Convex R100 side wall (c) Convex R200 side wall (d) Convex R300 side wall (e) Concave R100 side wall(f) Concave R200 side wall (g) Concave R300 side wall
对不同棱线圆角半径、 侧壁曲率半径涂装后的样件按图6 方法进行棱线处外观品质评价, 结果如表5 所示(其中料厚梯度取绝对值。)。从表中可以看出, 侧壁曲率半径对滑移线的可被感知情况起到一定的影响, 对于同样的棱线圆角尺寸, 侧壁曲率半径越大, 其滑移线可被感知的风险程度越高。
表5 不同棱线圆角半径和侧壁曲率半径涂装件棱线处外观品质评价结果
Tab.5 Evaluation results of appearance quality at feature lines of painted parts with different feature line radius and side wall curvature radius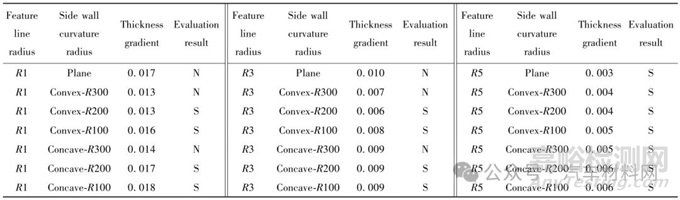
为了进一步获得企业上通用的、 覆盖全棱线圆角半径及侧壁曲率半径的涂装后产品的滑移线感知风险评价方法, 基于棱线半径越小, 外观品质风险越高以及侧壁曲率半径越大, 外观品质风险越高这两条结论, 假设表5 中同一侧壁曲率半径、 不同棱线圆角半径评价为S 的最大料厚梯度为临界风险值(即图9 中的危险点), 并对其进行拟合, 具体公式为:

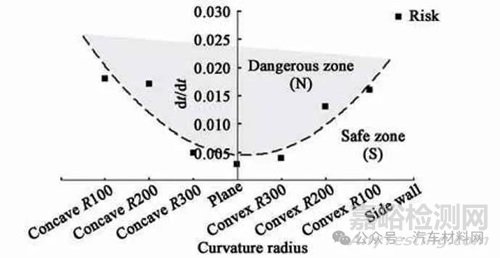
图9 滑移线感知风险评价图
Fig.9 Skid-line perceived risk assessment diagram
式中:y 为料厚变化梯度; x 为侧壁曲率半径。图9所示为拟合后的滑移线感知风险临界线(虚线),位于临界线以上为棱线外观品质危险区域, 临界线以下为安全区域, 以此形成滑移线感知风险评价图。基于该图, 只需要通过CAE 方法计算获得棱线滑移区域的料厚变化梯度及侧壁曲率半径, 即可得出实际成品滑移线感知风险情况。
4、 滑移线感知风险评价图的实际应用
图10a 所示为某车型发盖外板产品, 其C 处棱线圆角半径约为8 ~11 mm, 侧壁曲率半径约为凸170 ~200 mm, 经过CAE 分析, 结果如图10b所示, 棱线处的接触应力约为27 ~30 MPa, 滑移线距离约为7 ~12 mm, 按传统滑移线风险评估为不满足要求。通过计算, 其滑移线区域的料厚变化梯度约为0.010, 结合侧壁曲率半径根据图9 可以知道, 其涂装后产品的滑移线感知风险评价为安全。图11 所示为实际产品棱线处的光影情况, 可以发现光影并未发生严重扭曲, 其外观品质满足要求。
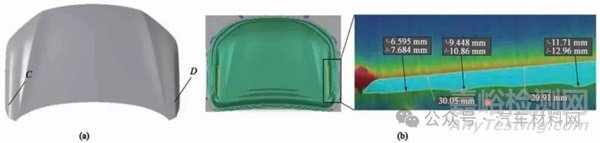
图10 发盖外板(a) 及其CAE 分析结果(b)
Fig.10 Hood outer panel (a) and its CAE analysis results (b)
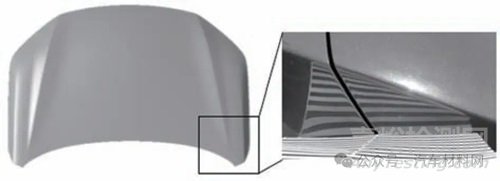
图11 实际产品棱线处的光影情况
Fig.11 Light and shadow condition at feature lines of actual product
图12所示为滑移线感知风险评价图的另外一项实际应用, 其中, 前门外板主棱线半径为3~4 mm, 侧壁曲率半径约为凸310~320 mm, CAE 分析计算其滑移线距离约为5 mm, 接触应力约为60 MPa, 进一步计算获得其料厚变化梯度约为0.017, 其滑移线风险点落于图9 中的危险区域, 从图12 中可以看出实际产品棱线滑移线一侧的光影发生明显扭曲, 与评价图一致。
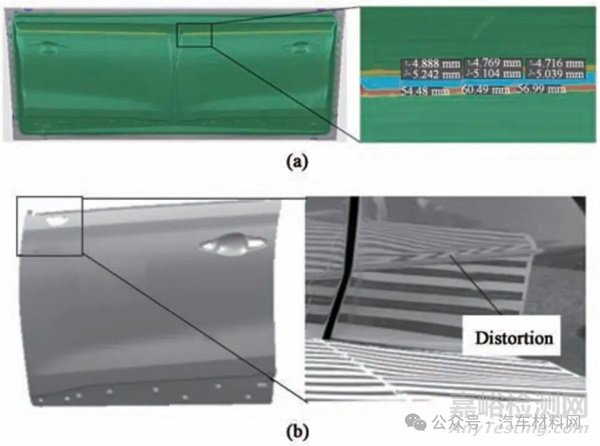
图12 门外板棱线处CAE 分析结果(a) 及产品光影情况(b)
Fig.12 CAE analysis result (a) and light and shadow condition(b) at feature lines of door outer panel
5、 结论
(1) 钣金冲压后, 棱线一侧的料厚急剧变薄之后, 沿着远离圆角的方向缓慢增厚, 呈现抛物线特征, 同时料厚急剧变化的区域均处于滑移线距离范围内, 这种料厚变化的不均程度是影响滑移线缺陷是否可被感知的本质因素。
(2) 棱线一侧滑移线区域内的料厚变化梯度存在单一极值, 该极值与棱线圆角半径存在较强的相关性, 即随着圆角半径的增加, 该值减小, 而与侧壁曲率半径的变化无强相关性, 侧壁曲率半径仅影响滑移线可被感知的程度。
(3) 通过对料厚梯度、 侧壁曲率半径数值进行拟合, 并与相应的外观品质评价结果结合, 获得滑移线感知风险评价图, 通过发盖外板、 门外板等实际案例的验证, 说明该评价图具备可靠性。
来源:期刊-《塑性工程学报》作者:林 楷, 邓国朝, 利晓林, 谢育涛, 谢国文, 吴雄伟
(广州汽车集团股份有限公司汽车工程研究院, 广东 广州 511434)

来源:Internet