
嘉峪检测网 2024-12-18 16:05
导读:作者设计了以静压力、振幅、滚压道次等超声滚压工艺参数为因素,以表面粗糙度、残余应力、显微硬度和冲击吸收功为响应的正交试验,研究了超声滚压处理参数对45钢表面完整性与冲击性能的影响。
45钢作为一种优质碳钢,应用广泛。由45钢材料制造的物理试样在膨胀断裂过程中,会经历复杂的加/卸载路径、大变形过程,存在多种断裂模式(层裂、剪切、拉伸)的竞争与耦合,其破坏位置存在一定的随机性。为保证断裂试验结果的一致性,工件应具有较高的表面完整性和断裂性能。表面强化技术可以在一定程度上改善工件的表面完整性,同时影响其力学性能。目前已有了多种表面强化技术,包括喷丸、滚压、激光冲击、机械研磨等。超声滚压技术是将超声辅助与表面滚压技术相结合的新 型加工技术,广泛应用于航空航天、化工、核工业、 汽车、生物医药等领域。超声滚压可以同时对工件施加静压载荷以及由超声振动产生的冲击动载荷,使工件表面产生较大的塑性变形,从而改变其表 面完整性并影响其力学性能。
超声滚压工艺参数的选择直接决定了材料表面强化效果。ZHANG等对17Cr2Ni2MoVNb钢进行了不同静压力下的超声滚压处理,发现随着静压力增加,材料表面晶粒逐渐细化,显微硬度明显提高,残余压应力也随之增大。LI等研究发现,多道次超声滚压处理显著改变了Ti-6Al-4V合金试样的表层微观结构,进而改善了其微动磨损性能。耿纪龙等研究发现,超声表面滚压处理后AZ31B镁合金的显微硬度提高,表面粗糙度下降,强度增加,塑性下降。陈蔚清等研究发现,超声滚压处理后7B85合金试样的显微硬度、抗拉强度以及屈服强度较处理前均有所提高,且表面粗糙度降低。值得注意的是,超声滚压参数选择不当会导致工件发生严重的塑性变形,使力学性能降低。
目前,研究多集中于超声滚压对工件表面粗糙度、表面组织、表面硬度和表面残余应力影响的研究,有关超声滚压参数对材料表面完整性与冲击性能综合影响的研究报道较少。为此,作者设计了以静压力、振幅、滚压道次等超声滚压工艺参数为因素,以表面粗糙度、残余应力、显微硬度和冲击吸收功为响应的正交试验,研究了超声滚压处理参数对45钢表面完整性与冲击性能的影响,以期为推动超声滚压技术在物理研究试样制造领域发展应用提供支撑。
1、 试样制备与试验方法
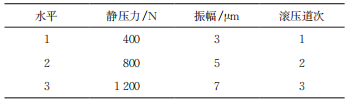
试验材料为轧制退火态45钢棒料,由攀钢集团有限公司生产,退火温度为900℃。车削棒料得到尺寸为φ150mm×12mm的圆饼试样,采用HK30C-F型毫克能设备进行超声滚压,工具头为直径8mm球形滚珠,滚压线速度为1m · min−1,压入量为1mm。 设计了3因素3水平的正交试验,因素水平如表1所示,圆饼试样双面均只沿一个方向进行超声滚压。
表1 正交试验因素和水平
在超声滚压后圆饼试样上,垂直于滚压面取金相试样,经体积分数5%硝酸乙醇溶液腐蚀后,采用Zeiss Axio Observer 型光学显微镜观察显微组织。在圆饼试样上线切割制取尺寸为57mm×10mm×12mm的初始试样,开V形缺口,缺口夹角为45°,缺口深度为2mm,再将试样两端长度切短 得到尺寸为55mm×10mm×12mm的冲击试样,根据GB/T 229— 2020,采用NI500C型冲击试验机进行夏比冲击试验。采用402MVD型数显显微维氏硬度计测试截面显微硬度,载荷为245mN,保载时间为10s,测试点间隔50μm,以远离试样表面未受超声滚压影响的5mm深度处的硬度为基体硬度,以高出基体硬度10%的硬度对应的深度为硬化层深度。采用μ-X360s型XRD残余应力测试仪测试试样残余应力,测试区域选在距试样样边缘10~15mm区域以避免取样过程中应力释放导致的残余应力变化,射线入射角度为35°,铬靶,Kα射线,电压为40kV,电流为250mA;深度方向残余应力通过对圆饼试样进行逐层电解腐蚀来测试,电解液为饱和NaCl溶液,每腐蚀30s测试剥层深度和残余应力。采用Surtronic S-100型手持式粗糙度仪测试表面粗糙度。
2、试验结果与讨论
2.1 正交试验结果
由表2和图1可知,不同工艺参数超声滚压后试样的表面粗糙度均不高于0.16μm,远低于超声滚压前(0.52μm);随着静压力在800~1200N且振幅在5~7μm间增加,试样的表面粗糙度增大,这可能是因为静压力与振幅均较大的工况下,试样表面受到严重冲击,产生了表面损伤;滚压道次对表面粗糙度影响较小。当静压力为800N、振幅为5μm、滚压道次为3时,表面粗糙度最小。
表2 正交试验结果
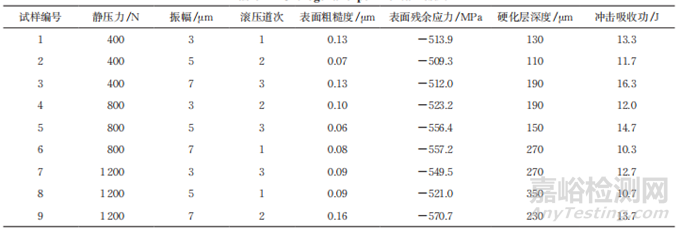
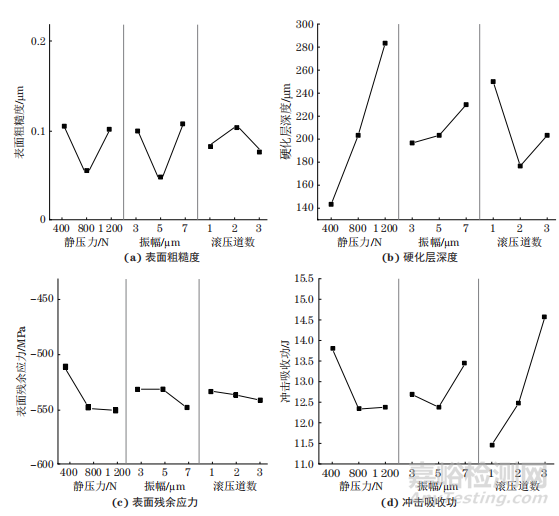
图 1 试样表面粗糙度、硬化层深度、表面残余应力和冲击吸收功随工艺参数的变化趋势
超声滚压后试样表面残余压应力均大于500MPa,较超声滚压前(195MPa)明显增大;随着静压力、振幅、滚压道次增加,试样的表面残余压应力略有增大,但随静压力增加而增大的幅度减小,这可能是因为静压力在800~1200N间达到了使残余压应力增加的临界值,此时静压力增加会加剧工件表面损伤,引起一定程度的表面应力释放。当静压力为1200N、振幅为7μm、滚压道次为3时,表面残余应力最大。
随着静压力与振幅增加,硬化层深度增大,随着滚压道次增加,硬化层深度先减小后增大,其中,静压力为400N、振幅为3μm、滚压道次为1的工况下超声滚压后试样(试样1)的硬化层深度最小,静压力为1200N、振幅为5μm、滚压道次为1的工况下硬化层深度最大。
未超声滚压试样的冲击吸收功为15 J。对比可知,试验参数下超声滚压后试样的冲击吸收功几乎全部降低,除了静压力400N、振幅7μm、滚压道次3条件下,冲击吸收功有微弱提升,提升了8.9%。随着静压力和振幅增加,冲击吸收功先减小后增大,随滚压道次增加,冲击吸收功增大。当静压力为400N,振幅为7μm,滚压道次为3时,冲击吸收功最大。
2.2 方差分析
使用F检验对各因素进行方差分析,如表3所示。对于表面粗糙度,F0.2(2,6)和F0.25(2,6)分别为2.129,1.762,当给定显著性水平为0.25 时,F超过1.762,说明振幅对试样表面粗糙度有显著影响,其他参数无显著影响。对于表面残余应力,F0.05(2,6)和F0.10(2,6)分别为5.143,3.463,当给定显著性水平为0.1时,静压力对试样表面残余应力有显著影响,其他参数无显著影响。对于硬化层深度,F0.05(2,6)和F0.10(2,6)分别为 5.143,3.463,当给定显著性水平为0.1 时,超声滚压静压力参数对硬化层深度有显著影响,其他参数均方均小于误差均方,对结果无显著影响。对于冲击吸收功,F0.15(2,6)和F0.10(2,6) 分别为2.646,3.463,当给定显著性水平为0.15时,滚压道次对冲击吸收功有显著影响,其他参数无显著影响。
表3 性能方差分析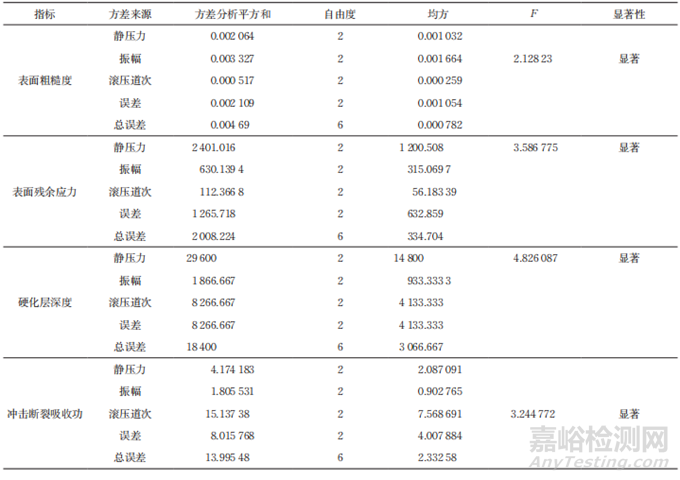
2.3 残余应力及显微硬度沿层深分布
由图2(a)可见:不同参数超声滚压后试样的最大残余压应力均出现在表面,且随深度增加而减小,残余压应力有效深度在600~800μm。
由图2(b)可见:不同工艺参数超声滚压后试 样的显微硬度沿层深的变化趋势基本相同,均先增大后减小;最大显微硬度出现的深度不同,其中,静压力为1200N、振幅为7μm、滚压道次为2 时超声滚压后试样的最大显微硬度出现的深度最大,约90μm,静压力为400N、振幅为5μm、滚压道次为2或静压力为1200N、振幅5μm、滚压道次1 时的最小,约30μm,其余试样均在50~70μm范围内。通过对比显微硬度和残余应力沿层深分布特征可知,硬化层深度小于残余压应力影响深度,这是因为残余压应力虽在一定程度提高了显微硬度,但应变硬化才是影响硬化层深度的主要因素。
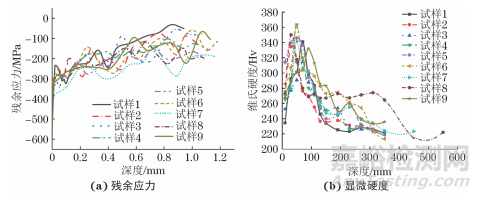
图 2 不同工艺参数超声滚压后试样的残余应力和显微硬度沿层深分布
由图3可见:不同参数超声滚压后试样表层区域均产生严重的塑性变形,晶粒呈细条流线状。这种流线状晶粒区域距表面距离在30~90μm(标于图左上角),与最大硬度出现深度相对应。由上可知,试样最大显微硬度不出现在近表面区域,可能是因为超声滚压过程中产生了大量的热,使得表面部分发生软化并产生了再结晶。
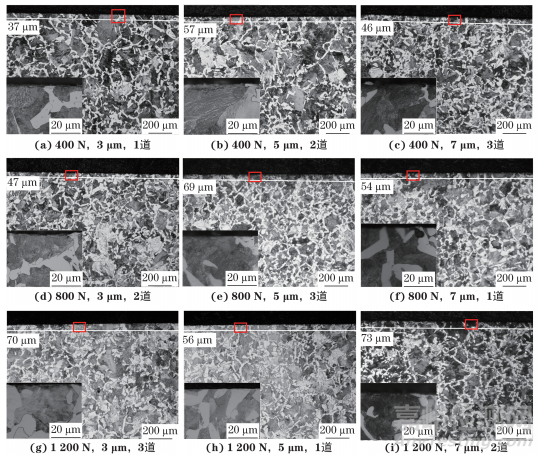
图 3 不同工艺参数超声滚压后试样的显微组织
2.4 多目标优化
考虑各因素对残余应力、冲击吸收功、表面粗糙度的影响,以获得综合性能优异的试样,采用灰色关联田口法对正交参数进行了多目标优化:将正交试验结果归一化后计算灰色相关系数、主成分分析法计算权重、计算灰色关联度、获得最优参数组合。
获得的线性组合系数及权重结果见表4,灰色关联度响应图见图4,灰色关联度越高,代表与预期目标越接近,可由此获得最佳参数组合。可知,最佳超声滚压工艺参数为静压力400N,振幅7μm,滚压道次3,此时试样灰色关联度最大,即表面完整性和冲击性能较好。
表4 线性组合系数及权重结果
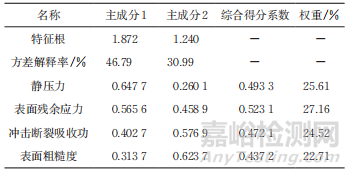
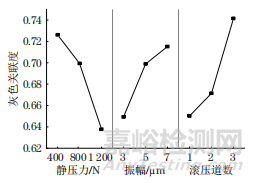
图 4 灰色关联度响应图
结 论
(1)随着静压力、振幅增加,45 钢试样的表面粗糙度增大,滚压道次影响较小。随静压力、振幅、滚压道次增加,试样的表面残余压应力略有增大。随着静压力与振幅增加,硬化层深度增大,随着滚压道次增加,硬化层深度先减小后增大。随着静压力和振幅增加,冲击吸收功先减小后增大,随滚压道次增加,冲击吸收功增大。
(2)对表面粗糙度、表面残余应力、硬化层深度和冲击吸收功影响最大的因素分别为振幅、静压力、 静压力和滚压道次。
(3)最佳超声滚压工艺参数为静压力400N,振幅7μm,滚压3次,此时试样灰色关联度最大,表面完整性和冲击性能较好。
作者:
贾 琦,杜东兴,孔金星,刘思来,彭照波,杨全威
工作单位:
中国工程物理研究院机械制造工艺研究所
来源:《机械工程材料》2024年10期

来源:机械工程材料