
嘉峪检测网 2024-12-25 15:29
导读:某激光焊接喷嘴在工作过程中,我们发现了喷嘴的喷射角度及雾化效果完全丧失,拆除产品后确认导流片在焊缝处发生了断裂,导致尿素从断裂处泄漏,产品功能失效。
某激光焊接喷嘴在工作过程中,我们发现了喷嘴的喷射角度及雾化效果完全丧失,拆除产品后确认导流片在焊缝处发生了断裂,导致尿素从断裂处泄漏,产品功能失效。为深入探究失效原因,我们现在将进行更为详尽的失效分析。
1.低倍观察
由图可知,顶部存在两道焊缝,其中该裂纹分布在内侧焊缝,裂纹长度约占焊缝圆周2/3,且在近焊缝中心位置。导流片因裂纹向外翘起,表面无明显损伤痕迹,裂纹扩展由内表面向外。
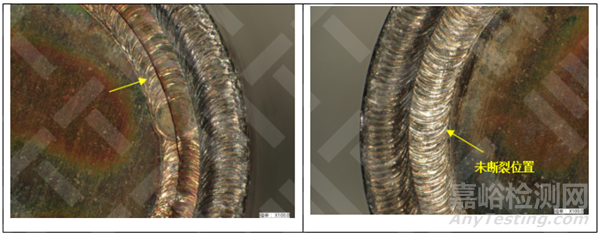
图1.失效样表面低倍观察典型图
2.断口分析
由图2可知,在断口位置1与2发现断面厚度方向均为凝固时原始的柱状形貌,裂纹沿柱状晶面扩展,晶界结合强度较差,基本无晶界撕裂形貌,该形貌表明该位置的焊接强度低。断口未见明显腐蚀与损伤。
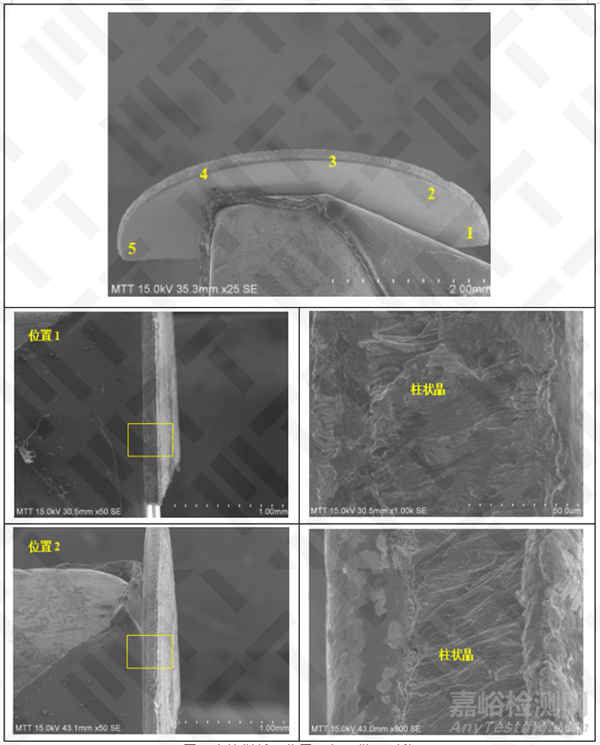
图2.失效样断口位置1与2微观形貌
由图3可知,在断口位置3发现断面形貌厚度方向基本为柱状晶形貌,而在靠近焊接外表面可见撕裂韧窝形貌,约占断口宽度的1/5。韧窝形貌为典型的塑性变形特征,表明该位置的具有一定的焊接强度,要高于柱状晶形貌。

图3.失效样断口位置3微观形貌与能谱图
3.金相分析
对失效样未断裂位置居中切割后镶样抛磨。图4为失效样焊缝显微组织与微观图,表1为失效样局部熔深测量结果。由图表可知,导流片与阀座基材均为奥氏体组织,焊缝可见柱状晶,且柱状晶粒较长,几乎贯穿焊缝厚度。焊缝局部熔深小于导流片厚度,在焊缝可见未焊透现象。
表1.失效样局部熔深测量结果


图4.失效样焊缝显微组织与微观图
4.维氏硬度
对失效样进行硬度测试,结果如表2。可知失效件导流片基材硬度较高,焊缝硬度低于基材硬度,焊缝属于强度薄弱结构。
表2.试样硬度测试结果

5.分析与总结
由以上分析可知:
1、失效件裂纹主要在焊缝处,焊缝裂纹沿晶扩展,形貌为光滑的无塑性变形痕迹的柱状晶,具有热裂纹中凝固裂纹特征。
2、失效件显微组织中晶粒为平行厚度方向的柱状晶,且搭接根部存在未焊透现象。组织上的强度薄弱以及结构上存在应力集中,导致断裂发生于此处。
由于激光焊接是一种快速加热、快速冷却的过程,因此,晶粒的生长方向垂直于焊缝中心线,低溶点共晶及杂质容易聚集在柱状晶晶界处,使此处结合面脆弱,容易形成裂纹。焊接裂纹不但减小结构的承载面积,还在裂纹尖端造成严重的应力集中,易引起裂纹扩展。
凝固裂纹是在焊缝凝固结晶过程中,由于凝固金属收缩而产生拉应力,同时,由于凝固过程中杂质偏析使低熔点共晶相在晶界处聚集而形成液态薄膜,二者共同作用下造成沿晶开裂。凝固裂纹多产生于接近固相线的高温下,主要是由于凝固金属的收缩,残余液体金属不足而不能及时填充,在应力作用下发生沿晶开裂,主要分布在焊缝区。
由于激光焊接其中的特点之一为较大的深宽比,故建议焊透以增加强度,另一方面也能防止焊缝被柱状晶贯穿。
不同激光功率、焊材厚度、离焦量、焊速、角度、气流量、坡口形式、焊接夹持等因素都会对焊接质量产生影响,优化工艺时要综合考虑各因素之间的主次关系,找到最优工艺。
总结:激光焊接喷嘴失效的主要原因为焊接工艺不良导致焊缝处存在焊接热裂纹。

来源:电子制造资讯站
关键词: 激光焊接喷嘴