
嘉峪检测网 2025-01-24 08:50
导读:本文介绍了平板对接焊缝的超声波探伤方法。
导读
注意文中涉及标准可能存在废止或作者个人观点,本文作为思路及知识交流引导使用,且勿在实际工作中使用,若需要验证请按照最新标准展开。
由于焊缝有增强量、表面凹凸不平,以及焊缝中危险性缺陷(裂缝、未焊透)大多垂直于板面,所以,对接焊缝超声波探伤基本方法一般都利用斜探头在焊缝两侧与钢板直接接触后所产生的折射横波进行探测,见图4-4所示。
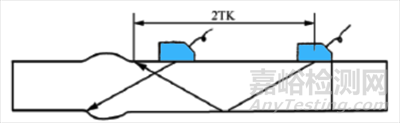
(图4-4 焊缝探伤一般方法)
一、探测面的修整
为保证整个焊缝截面都被超声波束扫查到,探头必须在探测面上左右、前后移动,为此,通常要对探测面进行修整。
探测面上的焊接飞溅、氧化皮、锈蚀等应清理掉。
清理的方法可用铲刀、钢丝刷、砂轮等使钢板露出金属光泽。
探测面的修整宽度按GB11345-89标准规定:
a.用一次(直射)波法扫查,则焊缝两测的修整宽度(探头移动区)应大于0.75P:
P=2TK
式中:T为母材厚度;K为斜探头折射角的正切(K=tgβ)。
b.用一次反射波法,在焊缝两面两侧扫查,故修整宽度大于1.25P。
二、耦合剂的选用
为使超声波能顺利传入工件,在探伤前必须在探测面上涂上耦合剂,常用的耦合剂有机油、化学浆糊、水、甘油等。
耦合剂的选用应考虑:
①工件表面光洁度和倾斜角度;
②探测频率;
③耦合剂的声透性能;
④保存和使用的方便性;
⑤经济性和安全等。
各种耦合剂在工件表面光洁度较高时,其声透性能一般相差不大,当工件表面光洁度较差时,选用声阻抗较大的耦合剂,如甘油,可获得较好的声透性能。
三、探头的选择
探头选择主要指探头角度和频率的选择
1.探头角度的选择
对于钢质材料,为保证纯横波探测,探头的入射角应在第一临界角(27.5°)和第二临界角(57°)之间,即 27.5°<a<57°。
国内过去使用的探头均以入射角标称,如:30°、40°、45°、50°、55°等。
考虑到为使缺陷定位计算方便,故均改用k值探头(k=tgβ)如k=0.8、k=1、k=1.5、k=2、k=2.5、k=3等。
国外则普遍用折射角标称,如β=35°、β=45°、3=60°、β=70°、β=80°等。
为保证整个焊缝截面为声束覆盖,当用一次波和二次波探测时,探头的K值尚须满足下式(见图4-5):
K≥(a+b+l)/T
式中:a为上焊缝宽度的一半;b为下焊缝宽度的一半;l为斜探头的前沿距离;T为工件板厚。
从图4-5中可以看出:
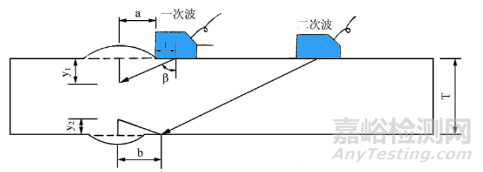
(图4-5 探头K值选择)
y1=(a+l)/K;y2=b/K
为保证整个焊缝截面扫查,必须要求y1+y2≤T,这样,
y1+y2=(a+b+l)/K≤T
∴K≥(a+b+l)/T
如果y1+y2>T,则焊缝中间就有一小块棱形面积,无法为超声中心束扫查到,缺陷可能漏检。
一般斜探头折射角根据工件厚度选择,原则上薄工件采用大折射角,这样,声程距离拉开,可提高分辨率和定位精度。
厚工件则采用小折射角,以减少打磨宽度;同时,可缩短声程,保证探测灵敏度。
另外,如果从探测垂直于板面的缝裂考虑,角度越大声束中心线与缺陷越接近垂直,则缺陷反射波越高,所以越有利。
各种焊缝探伤标准均对探头角度有具体规定。JB1152-8l标准规定的探头角度分别如表4-1。
表4-1 JB1152-81标准规定
板厚(mm)
K值
8~25
3.0~2.0
>25~46
2.5~1.5
>46~120
2.0~1.0
2.探测频率的选择
探测频率增高,则其波长减小,可检测的缺陷极限尺寸也小,一般为λ/2。
从这一角度出发,则频率增高,有利于缺陷检出。
另一方面,焊缝中的危险性缺陷大都与超声束入射方向成一定角度,在这种情况下,若频率过高,则缺陷的反射指向性也越好,回波反而不易被探头接收,故频率不宜太高。焊缝探伤的探测率一般为2MHz~5MHz。
JB1152-81标准规定:探测频率一般采用2.5MHz,板的厚度较薄时可采用5MHz。
GBl1345-89标准规定:检验频率f一般在2-5MHz范围内选择,推荐选用2-2.5MHz公称频率检验。
四、探头移动方式
焊缝探伤中探头移动的基本方式有左右移动、前后移动、定点转动和环绕(即摆动)运动四种。
前后移动、左右移动和定点转动结合使用时,就成为锯齿形扫查。除此之外,为检测横向裂缝,还有斜平行扫查、交叉扫查和在焊缝上扫查。
为检测厚板中垂直于板面的裂缝和未焊透,须进行串列式扫查等。
焊缝探伤中常用的探头移动方法见相关标准内容示意。
一般使用锯齿形扫查来检查工件中缺陷的有无;使用左右扫查进行缺陷指标长度的测定;使用前后扫查,结合左右扫查可以找到缺陷的最高回波,进行缺陷定位和缺陷波高的测定;使用定点转动和环绕运动来推断缺陷的形状,进行缺陷性质的判定。
五、探测灵敏度的选定
探测灵敏度决定了检测缺陷的能力。
灵敏度高,检测缺陷的能力大;灵敏度低,检测缺陷的能力也低。
若要把焊缝中所有缺陷都能检查出来,灵敏度应选得越高越好,但实际上受工件材质、表面状况和仪器性能的限制,检测灵敏度有一定的限度。
同时,焊接构件的使用状态不同,质量要求亦不一样。
具体的探测灵敏度在标准中均有规定。例如,JB1152-81标准规定为中Φ2x40-18dB(适用于板厚8~46mm)和Φ2x40-14dB(适用于板厚>46~120mm)等。
用K2斜探头对板厚为10~24mm对接焊缝中存在的自然缺陷进行探测,其缺陷反射波高测定的大致情况如表4-2所示。
根据表4-2可以大致推定:
用JB1152-81的检测灵敏度,当板厚<46mm时可检测的自然缺陷约为1.5mm的气孔和2mm以上的夹渣。见图4-6所示。
缺陷情况
反射波高
0.5mm气孔
Φl-15dB
1mm气孔
Φl-10dB
1.5mm气孔
Φl-7dB
3mm气孔
Φl-5dB
3mm夹渣
Φl-5dB
5mm夹渣
Φl-2dB
未焊透(粗)
Φl+5dB
未焊透(细)
Φl-(4~9)dB
裂缝(大)
Φl+5dB
微裂缝
Φl-(3~10)dB
(表4-3 各种自然缺陷的反射波高)
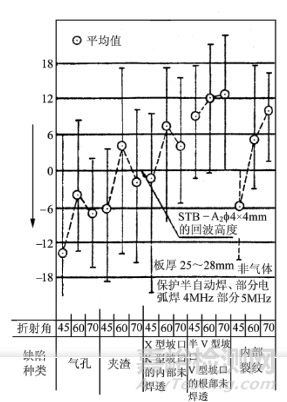
(图4-6 焊缝自然缺陷和回波高度)
来源:Internet