
嘉峪检测网 2025-02-19 14:55
导读:研究人员对固定件撕脱机制、铺层层数进行研究,对连接孔分布进行仿真分析,进一步提高了固定件与端盖的黏接强度,并提出了改进措施,以防止该类问题再次发生。
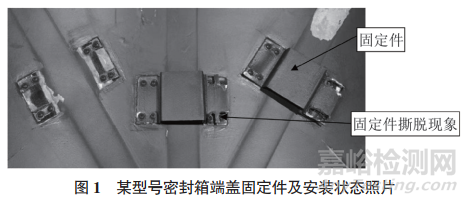
安全性是系统设计中一项重要的、需要关注的项目。文中涉及的固定件一般用于固定特种密封箱端盖支撑附件,防止端盖开启时碎块在高温、高压、高速气体(燃气流)的冲刷作用下二次受力,导致支撑附件脱落而砸伤地面设备及工作人员,该固定件直接关系到系统工作的成功性和安全性。某型号密封箱端盖固定件及安装状态照片如图1所示。在某次飞行试验中,该型号端盖工作时有碎块飞出,在燃气流冲刷的影响下,出现固定件撕脱损坏的现象,导致支撑件与端盖分离,严重威胁地面设备及工作人员的安全。研究人员对固定件撕脱机制、铺层层数进行研究,对连接孔分布进行仿真分析,进一步提高了固定件与端盖的黏接强度,并提出了改进措施,以防止该类问题再次发生。
由于目前端盖所属特种密封箱系统要求轻质化,因此需要采用比强度较高的材料成型端盖固定件。玻璃纤维增强复合材料(俗称玻璃钢)可以作为固定件原材料。该材料具有较好的耐腐蚀性、电绝缘性、热性能和可设计性等优点。固定件应用压制成型工艺,选用的材料及工艺制作的固定件需要具有一定的抗拉强度,且韧性较好。抗拉强度越大,固定件越不容易被外力拉断撕脱,韧性越好,固定件与端盖内表面的配合度越高。一般使用胶黏剂黏接和标准件(自攻螺钉等)固定的方式将固定件与端盖连接。
1. 撕脱原因
固定件撕脱故障出现后,对影响产品质量的5个因素(人、机、料、法、环)进行排查,结果均无异常。经过进一步分析,发现该故障出现的原因属于工艺设计问题,最终定位为固定件强度不足和固定件连接孔分布不合理。
1.1 固定件强度不足
解剖同批次生产的固定件,查看其内部结构,发现固定件压制后出现材料疏松、分层现象,内部分层固定件宏观形貌如图2所示。
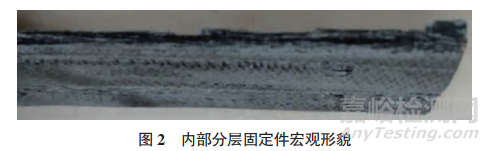
固定件由厚度为0.36mm的预浸玻璃纤维布压制成型,层数为6层,设计厚度为1.5mm,经计算,固定件预浸布的压缩率为30%,压缩率定义公式为

经分析,预浸布层间存在的缺陷相对较多,导致固定件强度偏低、易撕裂,这是因为预浸布压缩率偏低。
1.2 固定件连接孔分布不合理
故障固定件连接孔分布如图3所示。由于固定件在端盖打开飞出时受力,固定件连接孔处及附近区域会产生应力集中,且加工连接孔时,横向分布的玻璃纤维处于被切断状态,因此固定件破坏位置基本在连接孔附近,可得出固定件连接孔处易撕裂的结论。损坏的固定件连接孔宏观形貌如图4所示。


2. 解决措施
2.1 提高压缩率
针对固定件强度设计余量不足的问题,用不同层数的玻璃纤维预浸布制作不同厚度的拉伸试样,对试样进行拉伸试验,试验结果如表1所示。由表1可知:预浸布压缩率为50%试样的抗拉强度明显提高。由于端盖内表面为弧面,固定件与端盖装配时产生协调变形,固定件刚度越低,协调变形能力越大,安装固定件的标准件承受的装配应力越小,对固定件安装状态越有利。
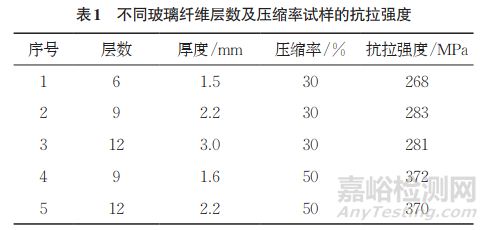
根据上述分析,将预浸玻璃纤维布层数增加至9层,经压实后,固定件厚度为1.6mm,压缩率为50%时,固定件具有良好的综合力学性能。
2.2 优化连接孔数量及分布位置
针对固定件受力时连接孔附近区域应力集中的问题,对故障固定件进行受力仿真分析。根据实际工况,对连接孔处施加固定约束,其余面施加恒定压力,应力分布云图如图5所示。图中横向连接孔间应力处于连续状态,可知当固定件受力时,该处所受拉力集中在孔附近,且使用钻孔工艺加工连接孔时,横向分布的玻璃纤维处于被切断状态,因此容易造成固定件撕脱。

针对上述问题,调整连接孔数量及分布状态,拟改进的固定件(5孔)受力时应力分布云图如图6所示。该分布状态使得固定件受力时,孔与孔之间受力不连续,且横向只存在单一连接孔,可以减轻因机械加工连接孔造成的玻璃纤维损伤程度。

3. 试验验证
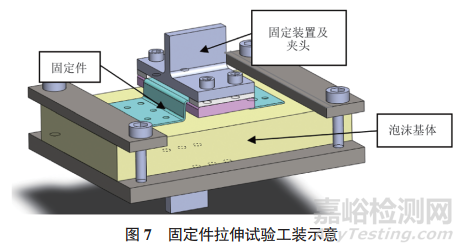
根据固定件工作状态设计拉伸试验工装,模拟受力状态,对固定件进行试验验证,判断现有固定件和提高压缩率、优化连接孔数量及分布位置后固定件的抗拉强度,验证改进措施的可靠性和真实性。固定件拉伸试验工装如图7所示,其中泡沫基体与端盖为同一体系材料。
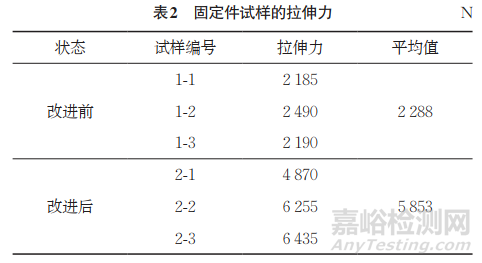
制作改进前及改进后固定件试样,对其进行拉伸试验,每个试样的拉伸力如表2所示。由表2可知:改进后固定件拉伸力较改进前提高约1.56倍,拉伸力大幅增大。
试验过程中固定件拉伸后宏观形貌如图8所示。

4. 改进措施
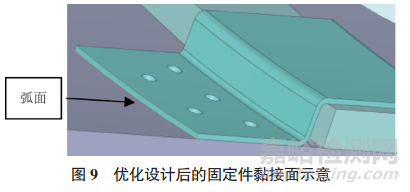
端盖内表面和固定件黏接面为弧面,在上述改进状态的基础上,进一步对固定件形状进行优化设计,将固定件黏接面由平板结构优化为与端盖内表面匹配的弧面形式,与盖体内表面贴合,使得固定件与盖体内表面黏接时胶层厚度均匀,以降低装配应力造成的固定件强度受损程度。优化设计后的固定件黏接面如图9所示。
采取提高压缩率、优化连接孔数量及分布位置、形状优化等措施,制作优化后固定件试样,对这些试样进行拉伸试验,拉伸试验结果如表3所示。由表2~3可知:进一步优化后固定件试样的拉伸力提高约13%。

5. 结语
对某特种密封箱端盖固定件撕脱原因进行分析,结果表明:固定件压缩率偏低是造成固定件强度不足的主要原因,固定件连接孔分布不合理进一步造成其材料受损,最终导致固定件在受力时发生损坏并脱落。
经过提高固定件压缩率、优化连接孔数量及分布位置,固定件的拉伸力提高1.56倍,进一步优化固定件形状后,拉伸力提高约13%。经过改进后,固定件撕脱将不再发生。
作者:蔡亮,刘宇盖
单位:上海材料研究所有限公司 上海市工程材料应用与评价重点实验室
来源:《理化检验-物理分册》2024年第12期

来源:理化检验物理分册
关键词: 固定件撕脱原因