
嘉峪检测网 2025-02-20 14:01
导读:本研究提出了一套考虑缺陷的铸铝弹塑性本构和断裂模型。
[摘要]一体压铸零件在快速的填充和冷却过程中不可避免地会产生缺陷,且缺陷对铸件力学性能的影响不可忽视。然而,现有力学分析模型难以准确预测含缺陷铸件的力学性能,给铸件结构安全性设计带来巨大困难。针对此问题,本研究提出了一套考虑缺陷的铸铝弹塑性本构和断裂模型。从一体压铸后地板的不同位置裁剪出5 种不同形状的样件,并开展了试验测试。利用扫描电镜统计了断面上的缺陷信息。基于标准拉伸样件的应力-应变曲线,提出了考虑缺陷和饱和应力的弹塑性本构,准确描述了其应变硬化特性。基于现有的Modified Mohr-Coulomb(MMC)断裂准则,提出了考虑缺陷和应力状态的改进MMC 模型,并通过4 种不同形状的样件进行了参数标定。为了验证所提模型的有效性,进行了试验和仿真的对比分析。结果表明,相比于传统硬化模型,所提弹塑性本构具有很高的拟合精度(R2 > 0.994)。不同样件试验和仿真的载荷-位移曲线吻合度较高,验证了所提断裂模型的有效性。本研究为一体压铸铝合金力学性能的高精度预测提供了新的思路。
关键词:一体压铸;免热处理铝合金;本构模型;断裂准则
前言
高压压铸(high-pressure die-casting, HPDC)凭借卓越的生产率、制造复杂及薄壁零件的能力,以及产品具有良好的尺寸精度和力学性能等优势,被广泛应用于汽车工业。为了进一步的降本增效,Tesla公司提出了一项创新的HPDC 技术,该技术被称为一体压铸技术。该技术将多个分散的零件集成设计,并利用大吨位的压铸机一次压铸成型,在一定程度上代替了传统车身先冲压后焊接的制造方式,因此被认为是汽车车身工程的“革命”[1]。一体压铸技术具有诸多优势,以Tesla 公司的一体压铸后地板为例,将70 个零件集成到一个零件,带来了30%的轻量化效果和40%的成本节省[2]。此外,该技术还能提高材料的回收利用率并缩短研发周期。因此,该技术受到了国内外造车势力和主机厂的青睐,比如Mercedes-Benz、BMW,以及国内的Li和Xpeng等。
对于HPDC 零件,热处理被认为是提高机械性能的重要途径[3]。然而,一体压铸零件往往具有大型、薄壁和复杂的结构特征,热处理必然会带来较大的变形问题,从而导致大量产品报废。因此,免热处理合金越来越受到学术界和工业界的关注[4]。这些合金无须热处理就能达到所需的机械性能。其中,亚共晶Al-Si 合金因其出色的机械性能和铸造性能而在汽车工业中被广泛应用[5]。然而,由于HPDC快速的填充和凝固过程,铸件内部不可避免地会产生缺陷,尤其是对于大型的一体压铸零件。在铸件中,孔隙是最常见的缺陷,其又包括气孔和缩孔两类。前者主要是高速填充过程中气体残留的结果,后者主要是由于凝固收缩引起的[6]。大量研究表明[7-8],这些缺陷不可避免且分布不均匀,它们会显著降低材料的力学性能,导致铸件的局部力学性能存在差异。此外,在实际使用过程中,一体压铸零件会受到复杂载荷的作用。不同时刻下,不同位置的材料处于不同的应力状态。因此,力学性能的变异性以及复杂载荷的共同作用导致一体压铸零件的宏观力学性能难以预测,给结构安全性设计带来了挑战。
准确的材料本构模型是铸件结构安全性能精确预测的必要条件。因此,基于仿真和试验的方法,学者们开展了大量的研究来建立铸造合金的弹塑性本构和断裂模型。在弹塑性本构方面,张明辉等[9]比较了改进的Johnson-Cook(J-C)准则和Swift-Voce混合准则对HPDC 铝合金的塑性应力-应变外推结果,发现两者均能较为准确地描述该材料的应变硬化特性。Wang 等[10]基于经典的J-C 本构模型,考虑了应变率效应和应变硬化特征,提出了适用于HPDC 铝合金的弹塑性本构模型,并通过仿真和试验结果验证了该模型的有效性。类似地,冯晓华[11]结合偏硬的Swift准则和偏软的Hockett Sherby准则,引入权重系数建立了铸铝材料的应力-应变关系。此外,还有研究综合考虑了温度和应变率对铸铝弹塑性本构的影响,并提出了相应的硬化模型来预测材料的力学行为[12-13]。在断裂模型方面,韧性断裂损伤模型通常根据塑性变形与断裂损伤的关联性分为耦合性损伤模型和非耦合性损伤模型。Gurson-Tvergaard-Needleman (GTN)模型是典型的耦合性损伤模型,考虑了材料变形过程中内部孔洞的形核、生长和扩张来预测失效应变和位移。但是由于其参数的标定以及仿真的复杂性等因素,限制了该方法在工程领域的应用[14-15]。相比于耦合性损伤模型,唯象的非耦合性损伤模型忽略了损伤演化对材料力学性能的动态影响,模型参数较少且易于标定,因此在工程应用中备受关注[16]。其中,较为经典的非耦合性断裂模型包括MMC 准则、Hosford-Coulomb (HC)准则和Modified Bai-Wierzbicki (MBW)准则等,且已有学者将它们应用于铸铝材料的力学性能预测中。为了准确预测铸铝悬置的碰撞断裂失效行为,吴长鹏等[17]针对正面碰撞仿真中悬置断裂失效模拟的难题,开展了铸铝材料的力学性能试验,并基于Crach FEM 韧性断裂准则验证了其在动态落锤冲击试验中的有效性。张明辉等[9]加工了6 种不同形状的铸铝试样,分别拟合了MMC和HC断裂准则,并通过杯突试验和有限元仿真验证了不同断裂准则的适用性。类似地,Zhang 等[18]采用MBW 模型来描述铸铝材料的断裂行为。
基于以上研究可知,铸铝的材料本构模型和断裂准则研究已经引起了广泛关注,也取得了一定的成果。然而,目前很少有研究关注铸铝中的缺陷以及其对力学性能的影响。具体而言,现有的弹塑性本构模型未考虑铸件内部缺陷对应力-应变关系的影响。同时,目前的断裂模型仅考虑了应力状态对断裂应变的影响,忽略了缺陷带来的负面作用,这可能会对铸件的结构安全造成巨大威胁。因此,本研究以HPDC Al-Si 合金为研究对象,设计并开展了包括标准拉伸、剪切和缺口等不同应力状态下的断裂试验。首先基于标准拉伸样件的缺陷信息和应力-应变关系,建立了考虑缺陷的铸铝弹塑性本构模型,以外推材料的塑性流动行为。其次,基于不同形状样件的缺陷和断裂应变,提出了考虑铸造缺陷的改进的MMC 断裂模型。最后,通过不同形状样件的试验和仿真结果对比,验证了所提弹塑性本构和断裂模型的有效性。
1. 物理试验
1.1 样件准备
图1 展示的是某新能源汽车一体压铸后地板,是一个典型的一体压铸大型零件。在一体压铸的整个流程中,铝锭原材料被熔化成液态铝,随后利用大吨位的压铸机一次压铸成型。通过合理控制铝液温度、模具温度、压力等工艺参数,获得高质量、几何形状理想的产品。然后,巨型铸件由机械臂取出并冷却,随后进行CNC 加工。最后,经过洗涤、干燥等后处理步骤,得到合格的产品。该铸件由免热处理铝合金压铸而成,其化学成分(质量分数)如表1 所示,主要包含Al、Si、Mn 等元素。本研究的样件从该后地板上不同位置利用线切割裁剪而来,依据ASTM E8∕B557 标准加工成5 种试验样件,如图2 所示,分别为标准拉伸样件UT、圆孔拉伸样件CT、缺口拉伸样件NT、45°剪切试验SHT45 和0°剪切试样SHT0。所切割样件的厚度为3 mm。
表1 所研究免热处理铝合金的化学成分 %

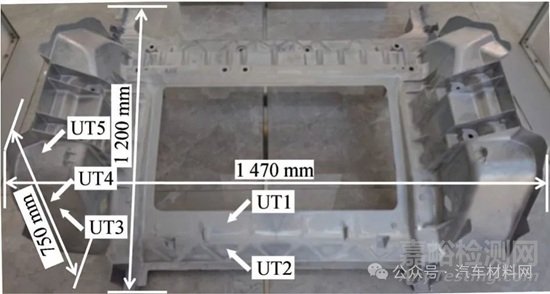
图1 某新能源汽车一体压铸后地板

图2 5种试验样件的几何尺寸
1.2 微观观测
为了探究一体压铸铝合金缺陷对力学性能的影响,本研究对拉伸后样件断面上的缺陷进行了分析与统计。首先,切割样件并利用乙醇进行超声波清洗,随后进行干燥处理。然后,利用Tsecan Mira 3 扫描电镜(scanning electron microscopy, SEM)对断面进行观测。微观观测结果表明断面上主要包括两大类缺陷,分别是孔隙和夹杂(如图3 所示)。根据尺寸和形状的不同,孔隙又可以分为气孔和缩孔。气孔是铸件的典型缺陷,在快速充型过程中形成,凝固后仍存在于铸件中。缩孔是凝固过程中由于进料失败而产生的另一种孔隙缺陷,对机械性能有显著影响。通过对比图3(a)和图3(b),可以发现气孔形状较为规则,尺寸较小,而缩孔形状不规则,尺寸较大。图3(c)展示的是氧化夹杂,该缺陷会降低液体的流动性,容易形成缩孔等缺陷。这些夹杂会降低铝基体的连续性,进而损害合金的力学性能。
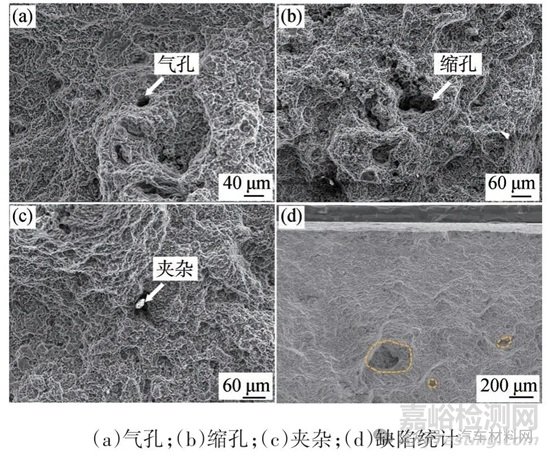
图3 微观缺陷的SEM图
随后统计了断裂表面不规则缺陷的面积比例,如图3(d)所示。由于视野范围的限制,将断裂面划分成若干张局部放大的SEM 图片,放大倍数为200倍,并利用Image-J后处理软件对这些图片中的缺陷进行量化。在本研究中,对于孔隙缺陷,统计的最小等效直径为20 μm,最大等效直径为280 μm。
1.3 拉伸试验
本研究依据ASTM B557-15 标准,在室温下使用Zwick 万能试验机(100 kN)开展标准单轴拉伸试验,拉伸速率为1 mm∕min。在试验之前,对样品进行去毛刺处理,以减小机械加工对性能的影响。在拉伸变形过程中,采用数字图像相关技术(digital image correlation, DIC)监测样件的变形和位移,并利用GOM 软件进行图像相关的应变计算。其中,5个UT 样件的工程应力-应变曲线如图4 所示。从该图可以看出,5 个样件的延伸率变化范围在4.36%-10.08%、抗拉强度在259.19-312.44 MPa 之间变化。因此,可以总结说缺陷导致一体压铸零件的局部力学性能呈现出较大的差异。在后续的安全性能设计和仿真等过程中,不能假设其为均匀材料,否则将导致较大误差,在实际使用过程中可能对人身安全造成威胁。
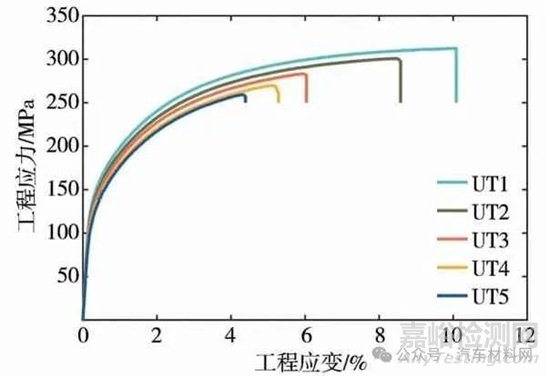
图4 5个UT样件的工程应力-应变曲线
2. 弹塑性本构
2.1 传统硬化模型
材料的硬化模型是有限元仿真的重要参数,一般通过单轴拉伸试验来获得。然而,一旦样件开始发生颈缩和不稳定变形,利用试样所受的力和变形量来计算弹塑性本构将会产生较大的误差[19]。因此,国内外学者提出各种硬化模型来预测材料应力-应变曲线的外推部分。其中,Hollomon 模型[20]是一个典型的硬化模型,如式(1)所示:

式中:σ 为流动应力; ε 为应变;C 和n 是待定系数,分别称为硬化系数和硬化指数。本文首先采用传统的Hollomon模型对所研究的一体压铸免热处理铝合金的硬化关系进行了拟合。如图5所示,5条实线代表了试验所得的5 个UT 样件的真实应力-应变曲线。显然,如果将其中任意一条曲线作为基准来拟合Hollomon 模型,则其它4 条曲线的预测精度将是难以接受的。因此,本研究采用5 条试验曲线拟合得到的平均值作为拟合参数,即C 和n 分别为189.59 MPa 和0.275 4,对应的拟合曲线如图5 红色虚线所示。为了对比不同的硬化模型,本研究采用拟合质量系数R2来量化拟合效果,如式(2)所示:
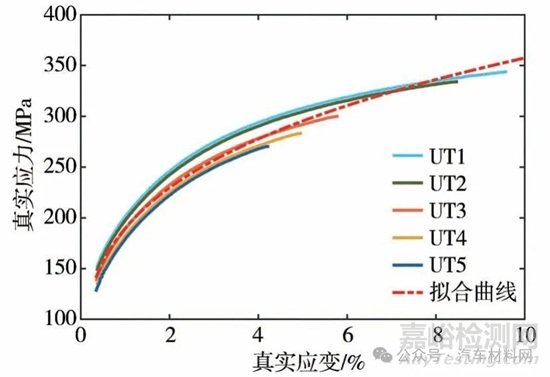
图5 Hollomon模型拟合效果
式中:N 表示样本点的个数;yi 表示第i 个样本点的真实应力;  表示平均应力;
表示平均应力;  表示拟合模型的预测应力。因此,所得到的5 条真实应力-应变曲线的拟合精度R2 分别为0.872、 0.914、 0.986、0.925 和0.904。
表示拟合模型的预测应力。因此,所得到的5 条真实应力-应变曲线的拟合精度R2 分别为0.872、 0.914、 0.986、0.925 和0.904。
传统的硬化模型由于没有考虑缺陷对铸件材料力学性能的影响,导致这些模型的拟合精度整体偏低。因此,本研究首先在原有Hollomon 模型的基础上,提出考虑缺陷的改进Hollomon模型,并将其简称为HD模型。该模型可以由式(3)描述:

式(3)在原有 Hollomon 模型的基础上增加了缺陷项(1 - f m)。其中,f 表示缺陷百分比,m 为拟合系数。HD 模型的拟合过程分为两步,第1 步是利用屈服强度和缺陷统计信息来拟合参数m,第2 步是利用UT样件的数据拟合参数C和n。5个UT样件的缺陷面积和屈服强度如图6 所示,采用幂函数a(1 - f b)的形式来拟合[21],拟合精度R2=0.9348,拟合参数m = 0.5925。需要说明的是,这里采用屈服强度作为因变量进行拟合,主要是因为材料的硬化模型通常从屈服点开始。此外,该拟合模型还具有明确的物理意义,其中拟合系数a 表示理想状态下的屈服强度,即当不存在缺陷时,该一体压铸铝合金的屈服强度可以达到157.51 MPa。随着缺陷的增加,材料的力学性能逐渐下降。获得参数m后,本研究采用UT1的数据来拟合剩余的两个参数C和n,分别为206.82 MPa 和0.251 0。最终得到的拟合效果如图7 黑线所示,5 条试验曲线的预测精度如表2所示。
表2 不同硬化模型的拟合精度R2

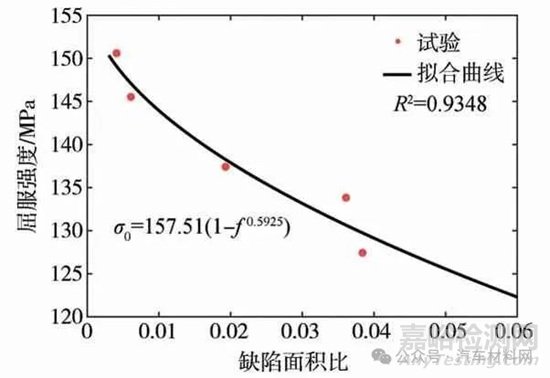
图6 UT样件缺陷与屈服强度的关系
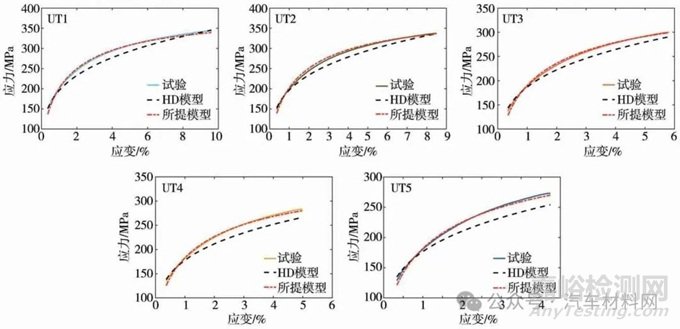
图7 不同硬化模型的拟合效果对比
2.2 所提硬化模型
从图7 中HD 模型的拟合效果可以得到以下两点结论:一是该模型的整体拟合精度不高;二是该模型是一个非饱和的外推模型,随着应变的增加,应力逐渐增加。然而,试验所得到的真实应力-应变却呈现出收敛的趋势,如图5 所示。为了进一步阐明这一问题,图8 展示了UT1 样件的加工硬化率和真实应力之间的关系。其中加工硬化率表示应力-应变曲线的斜率。可以看出,随着真实应力的增加,加工硬化率逐渐收敛。因此,可以推测该一体压铸铝合金存在相应的饱和应力。此外,现有研究Al-Si合金的文献[22-23]也指出,在室温准静态拉伸的条件下,压铸Al-Si合金的应力-应变曲线呈现出收敛性。
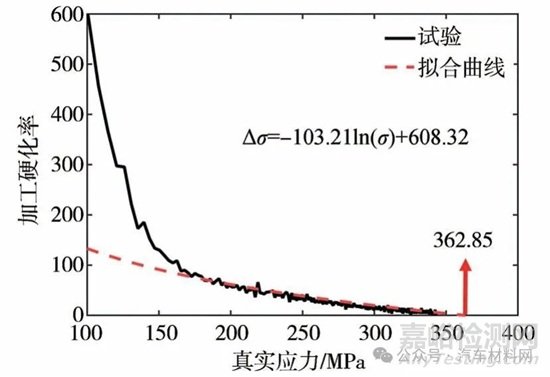
图8 UT1样件应力与加工硬化率的关系
受到以上几点的启发,本研究创新性地提出了一个考虑饱和应力和缺陷的一体压铸免热处理铝合金的弹塑性本构,如式(4)所示:

式中: σsat 为饱和应力;A、k 和m 为待拟合系数。该公式主要包含两大项,一项为考虑了饱和趋势的应变硬化项σsat(1 - exp(-Aεk)),另一项为缺陷项(1 -f m)。该公式的拟合过程分为3步。首先是拟合缺陷项指数m,此拟合过程与2.1 节相同,得到m =0.5925。第2步是获取饱和应力,本研究利用图8中UT1样件的应力-应变关系来获取饱和应力。如图8红色虚线所示,本研究采用负对数函数来拟合加工硬化率的收敛趋势。所得到的拟合曲线为△σ =-103.21ln(σ) + 608.32,其中△σ 表示加工硬化率。因此,便可以得到UT1样件的饱和应力为362.85 MPa。但是,须强调的是,由于UT1 样件存在内部缺陷,所以此饱和应力还须利用公式σsat(1 - f m)= 362.85进一步转化,得到理想饱和应力σsat = 377.38 MPa。该理想饱和应力即为无缺陷铸铝材料的应力收敛值。第3 步是利用UT1 样件的真实应力-应变曲线拟合其余的参数,利用最小二乘拟合法得到A =0.7919,k = 0.5162。拟合效果如图7 红色虚线所示,5 个UT 样件的拟合精度详见表2。从表中可以看出,与传统硬化模型相比,本研究所提出的本构模型有很高的拟合精度。
2.3 无损伤仿真验证
为了进一步验证所提硬化模型的有效性,利用Abaqus 仿真软件对该一体压铸铝合金材料进行有限元分析。将主要变形单元的尺寸划分为0.5 mm,并设置与试验相符的边界条件。由于物理试验中采用的是DIC 设备来获取标距段的位移,所以仿真模型也追踪标距段两端中点的网格节点。通过对比试验和仿真的载荷-位移曲线,可以验证所提硬化模型的有效性。仿真结果如图9 所示,可以看到以所提硬化外推模型为基础的无损伤仿真结果较好地匹配试验所获得的载荷-位移曲线。另外,图9中的无损伤仿真的载荷-位移曲线也可以观察到该一体压铸材料的载荷收敛性趋势。
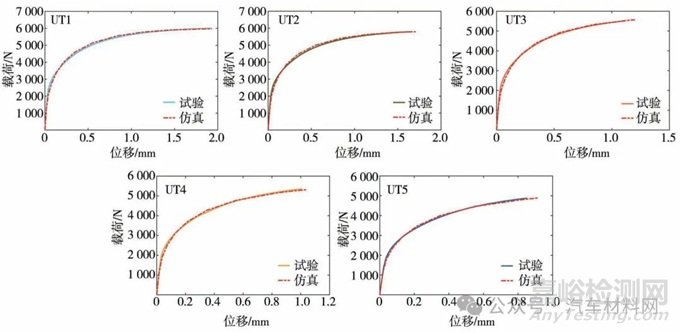
图9 所提硬化模型的载荷-位移曲线拟合效果
3. 断裂准则
3.1 考虑缺陷的MMC断裂模型
MMC断裂模型[24]是基于经典的脆性断裂Mohr-Coulomb 准则修正获得,该模型同时考虑了应力三轴度和Lode 角参数,是典型的基于应变的失效判据。相比于其它典型的断裂模型,MMC 模型已经被证明能更准确地模拟铝合金的失效行为[14]。MMC模型的表达式如式(5)所示:
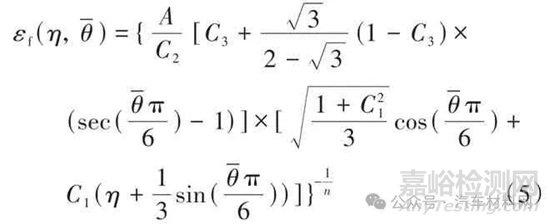
式中:η 和 分别为应力三轴度和Load 参数;A 和n分别为传统硬化模型的硬化系数和指数;C1、C2、C3为待定系数,通过试验数据点拟合获得。在平面应力状态下,Load 角参数与应力三轴度之间的关系满足
分别为应力三轴度和Load 参数;A 和n分别为传统硬化模型的硬化系数和指数;C1、C2、C3为待定系数,通过试验数据点拟合获得。在平面应力状态下,Load 角参数与应力三轴度之间的关系满足 通过将该式代入式(5),便可以得到平面应力状态下的MMC 失效准则,见式(6) [25]。
通过将该式代入式(5),便可以得到平面应力状态下的MMC 失效准则,见式(6) [25]。
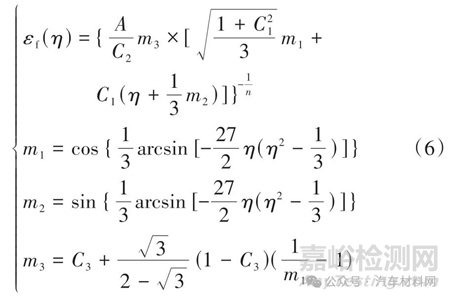
由于本文的研究对象可以假设为平面应力状态,所以采用平面应力状态下的MMC 失效准则来拟合。然而,该模型仍然未考虑缺陷对断裂应变的影响,即假设缺陷不影响断裂应变,这显然不符合工程实际。因此,基于现有MMC 模型,本研究提出一种同时考虑应力状态和缺陷的一体压铸铝合金断裂模型。改进后的MMC模型如式(7)所示:
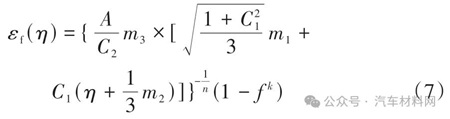
该模型主要包含两项。第1 项是原有MMC 断裂模型,将其计算结果称为理想断裂应变 。因此,改进的MMC 模型也可以表示为
。因此,改进的MMC 模型也可以表示为 公式中的第2 项为引入的缺陷项,其中f为缺陷比例,k为待拟合系数。需要指出的是,该系数的拟合思路和硬化模型中的系数相似,但是具体的拟合过程有所不同。硬化模型中的系数是根据缺陷和屈服强度来拟合的,而这里的系数通过缺陷和真实断裂应变来拟合。
公式中的第2 项为引入的缺陷项,其中f为缺陷比例,k为待拟合系数。需要指出的是,该系数的拟合思路和硬化模型中的系数相似,但是具体的拟合过程有所不同。硬化模型中的系数是根据缺陷和屈服强度来拟合的,而这里的系数通过缺陷和真实断裂应变来拟合。
3.2 断裂模型的参数标定
对于所提出的断裂模型,其拟合过程主要分为3 步。首先计算缺陷的拟合指数k,其次是获取各个样件的应力三轴度和断裂应变,并结合缺陷信息计算理想断裂应变,最后通过数据拟合获取其余参数。对于缺陷项系数,本研究采用5 个UT 样件的缺陷和真实断裂应变来拟合。如图10 所示,所得到的拟合表达式为εf = 0.3473(1 - f 0.0495),且拟合精度良好。与硬化模型类似,可以确定断裂模型中的缺陷项系数m = 0.0495。此外,拟合系数0.347 3 即是UT 试样的理想断裂应变。
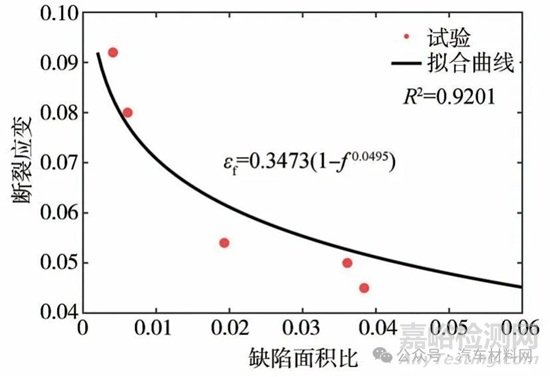
图10 UT样件缺陷与断裂应变的关系
准确的应力三轴度和断裂应变是拟合断裂模型的关键。其中,应力三轴度通过已验证的无损伤模型获得,如图11 所示。由于样件关键位置的应力三轴度会随着应力状态不断变化,本文采用式(8)所示的积分法计算样件的平均应力三轴度,得到的计算结果如表3所示。

表3 各试样的参数信息

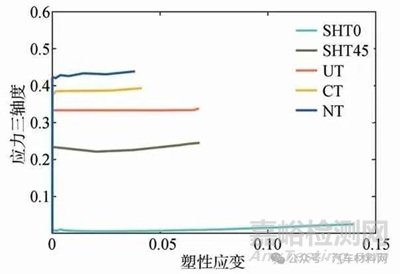
图11 不同试样应力三轴度随塑性应变的演变过程
由于试验过程中很难捕捉到断裂瞬间,试验得到的最后一帧应变可能和真实断裂应变存在较大偏差。因此,本研究采用试验-仿真结合的方法获得不同形状样件的真实断裂应变,即首先采用试验的方法获取真实断裂应变的大致范围,然后结合仿真模型利用参数反演的方法获得真实断裂应变。表3展示了4 种形式样件的真实断裂应变。在获取真实断裂应变后,便可以根据缺陷统计信息计算出理想断裂应变,其中UT 试样的理想断裂应变已在上述拟合过程得到。为了得到其余几种样件的理想断裂应变,假设缺陷对不同形状试样断裂应变的影响程度相似,便可以基于公式 分别计算出CT、SHT45 和SHT0 样件的理想断裂应变(见表3)。
分别计算出CT、SHT45 和SHT0 样件的理想断裂应变(见表3)。
基于上述应力三轴度和理想断裂应变,利用Matlab 中的数据拟合工具便可以获得剩余的拟合参数。然而,须说明的是,由于本研究并未采用传统的硬化模型,无法直接得到断裂模型中的参数A 和n。借鉴传统硬化模型的思想,本研究将饱和应力赋予参数A,而通过数据拟合得到n。最终,得到各拟合参数A、n、C1、C2、C3 分别为377.38 MPa、0.280 2、0.650 7、266.22、0.980 1。图12 展示了无缺陷状态下理想断裂应变与应力三轴度的关系曲线,高精度的拟合结果也验证了MMC 模型在模拟铝合金失效行为中的适用性。
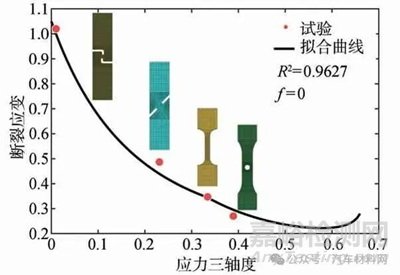
图12 理想状态下的MMC断裂模型
3.3 断裂模型的仿真验证
为验证所提断裂模型的合理性,本研究首先比较了参数标定试样(UT、SHT45、SHT0 和CT)仿真和试验的载荷-位移曲线。仿真结果如图13 所示,可以看到,5 个UT 试样试验和仿真的载荷-位移曲线匹配度较高,拟合效果较好。相较于UT 试样,其余3 种试样的拟合精度略低,但仍呈现出较高的预测准确性。
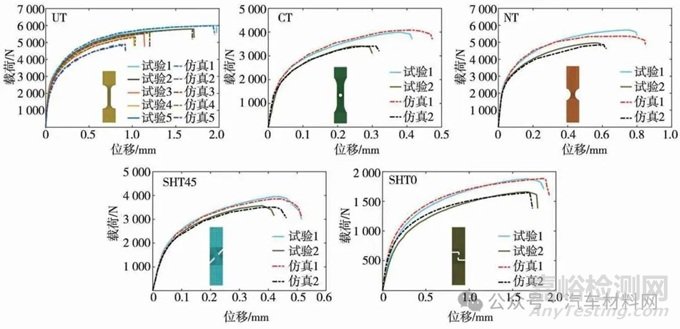
图13 不同试样仿真模型与试验结果对比
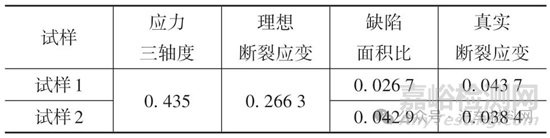
为进一步说明所提方法的有效性,本研究基于NT 试样进行了验证。须说明的是,NT 试样作为验证试样,并未参与上述断裂模型的参数标定过程。本研究利用无损伤的有限元模型获得了NT 试样的平均应力三轴度,并利用SEM 统计了缺陷面积比,具体数据见表4。然后,根据断裂曲线计算预测了两个NT试样的断裂应变,并将其赋予有限元仿真模型,得到的载荷-位移曲线如图13 所示。可以看到,试验和仿真的载荷-位移曲线匹配度较高,进一步验证了所提方法的有效性和合理性。
表4 NT试样的参数信息
4. 结论
本研究针对一体压铸铝合金的宏观力学性难以准确预测的问题,提出了一套考虑铸件缺陷的弹塑性本构及断裂模型,并通过物理和仿真试验验证了所提模型的有效性。所得结论如下:
(1) 通过开展物理试验以及SEM 观测,发现一体压铸零件中孔隙和夹杂两类缺陷对力学性能有显著的负面影响,尤其是延伸率和抗拉强度。
(2) 构建了考虑缺陷的一体压铸铝合金弹塑性本构,并基于标准拉伸样件标定了模型参数。与传统硬化模型相比,本研究所提模型的精度大大提高(R2 > 0.994)。同时也对比了仿真与试验的载荷-位移曲线,两者吻合良好,验证了所提弹塑性本构的有效性。
(3) 构建了考虑缺陷和应力状态的一体压铸铝合金断裂准则,并基于4 种不同应力状态下的断裂试验标定了模型参数。4 种样件的试验和仿真的载荷-位移曲线均吻合良好,验证了所提断裂模型的有效性。另外,还制作了另一种形状的验证样件,进一步对所提断裂模型的合理性进行了验证。
本研究为一体压铸零件力学性能的精确预测提供了新的思路,有助于促进一体压铸技术的快速发展。
来源:期刊-《汽车工程》作者:翟强强1,2,吴 迪1,2,张涵寓1,2,刘 钊3,朱 平1,2
(1. 上海交通大学,机械系统与振动全国重点实验室,上海 200240;2. 上海交通大学,汽车动力与智能控制国家工程研究中心,上海 200240;3. 上海交通大学设计学院,上海 200240)

来源:Internet
关键词: 一体压铸零件