
嘉峪检测网 2025-06-24 13:28
导读:为进一步明确数字射线检测技术在玻璃钢管道缺陷检测中的适用性,中石油工程材料研究院有限公司等单位的技术人员对含各种预制缺陷的玻璃钢管本体及接头位置的试样进行了检测分析,以期为数字射线检测技术后续在油气输送用玻璃钢管缺陷识别的规模化应用奠定基础。
近年来,玻璃钢管作为一种新型的高性能管道,得到了越来越广泛的应用,特别是在油气田领域,其优良性能得到了充分利用。玻璃钢管具有耐腐蚀、高强度、轻质、易安装、输送阻力小及成本较低等优点,目前已成为传统金属管道腐蚀问题的重要解决方案。
然而,受材料缺陷、安装或使用不当、超服役工况运行以及第三方破坏等因素影响,玻璃钢管失效行为也时有发生,主要包括裂纹、变形及连接失效等。而针对玻璃钢的缺陷评价,目前还缺乏有效的实时评价及识别手段,评价工作多在实验室开展,甚至是在事故发生后才进行失效分析,对失效过程进行复盘及失效原因推断,属于有损评价及事后评价。
无损检测技术具有非破坏性及时效性,对于玻璃钢管质量控制具有重要意义。传统的玻璃钢管检测方法主要包括目视检测、超声检测等,这些方法存在一定的局限性,如检测精度不高、操作繁琐等。
随着科技的不断发展,数字射线检测技术逐渐应用于玻璃钢管的质量检测。数字射线检测技术具有高精度、操作简便、检测结果直观等优点,在各类工程材料的缺陷检测中得到了广泛应用。
为进一步明确数字射线检测技术在玻璃钢管道缺陷检测中的适用性,中石油工程材料研究院有限公司等单位的技术人员对含各种预制缺陷的玻璃钢管本体及接头位置的试样进行了检测分析,以期为数字射线检测技术后续在油气输送用玻璃钢管缺陷识别的规模化应用奠定基础。
01试验方法
1试验对象
试验对象为玻璃钢管,对应的产品分别为地面集输用高压玻璃钢管和井下用玻璃钢油管,采用的产品标准分别为SY/T 6267—2018和SY/T 7043—2016。
在玻璃钢管的管体上和接头位置处预制缺陷后进行数字射线检测识别,从而研判数字射线检测技术用于玻璃钢管(包括管体、连接螺纹及密封圈等结构)缺陷检测的可行性。
在实际检测过程中,调整数字射线检测设备的参数,如曝光时间和管电压等,可以提高检测结果的准确性和可靠性。
另外采用先进的图像处理技术(如去噪、对比度增强等),可以对检测图像进行优化处理,从而提高缺陷识别的准确率。
2试验设备
试验选用YXLON-300DS型便携式高频数字射线机,如图1所示。该射线机焦点尺寸为1 mm,成像板型号为1717M,对应的像素为139 μm。
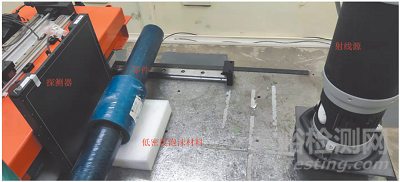
图1 数字射线检测设备实物
3缺陷设置
为了模拟油气田用玻璃钢管常见失效形式,预制了5种类型的缺陷形式,分别为槽型缺陷、孔型缺陷、螺纹缺陷、密封圈不完整以及外力载荷破坏。
预制缺陷一:
槽型缺陷
玻璃钢管在制造及施工过程中,受到划伤或剐蹭时,管道上可能会出现不同深度的槽型缺陷。为了模拟该类缺陷,在管道的内外表面分别预制了环向和轴向刻槽,如图2所示。
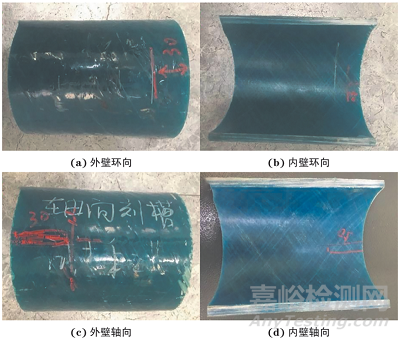
图2 预制刻槽缺陷示意
其中,分别在玻璃钢管的外壁和内壁预制一条环向刻槽缺陷。该刻槽距轴向端部约30 mm,刻槽长度约50 mm,刻槽深度为玻璃钢管管体壁厚的10%,刻槽宽度不大于0.5 mm。同样,在玻璃钢管的外壁和内壁预制一条轴向刻槽缺陷,刻槽深度为玻璃钢管管体壁厚的10%,刻槽宽度不大于0.5 mm。
预制缺陷二:
孔型缺陷
玻璃钢管可能存在孔型缺陷,该缺陷形成后可能发展成为输送介质的泄漏通道,从而导致管道整体失效。为了模拟该类型缺陷,在玻璃钢油管接箍外表面预制不同规格的孔型缺陷,如图3所示。
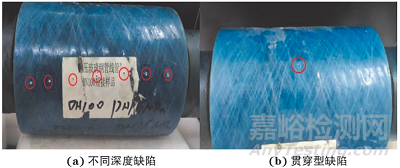
图3 预制孔型缺陷示意
其中,在其正面预制7个孔型缺陷,孔径为2 mm,孔的深度为1~10 mm不等;在接箍顶部预制1个贯穿型孔状缺陷,直径为2 mm。
预制缺陷三:
螺纹缺陷
玻璃钢管的螺纹由螺纹牙型(环氧树脂材料制成)黏结于管体端部制作而成,极容易在外力条件下受损,从而降低连接强度及密封性能,形成失效薄弱点。
为了模拟螺纹受损情况,在外螺纹内侧破坏原有螺纹牙型,缺陷长度约10 mm,预制螺纹缺陷如图4所示。
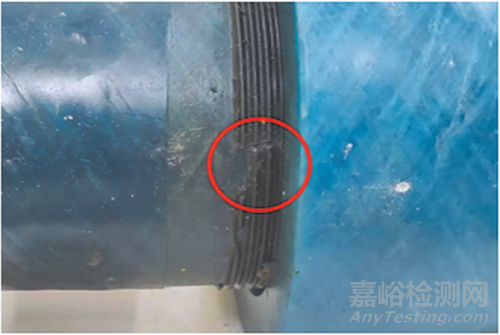
图4 预制螺纹缺陷示意
预制缺陷四:
密封圈不完整
部分玻璃钢连接部分采用了密封圈与螺纹组合的形式,如图5所示,其中密封圈主要起到密封完整性的作用,当密封圈受损或移位时,管道整体密封性会变差甚至发生泄漏,最终导致管道失效。
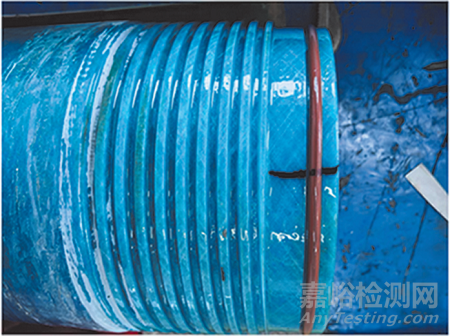
图5 带密封圈的玻璃钢管实物
模拟了密封圈常见的两种失效形式,一种是密封圈滑移变形,通过移动密封圈使其离开所在的密封槽位置来实现缺陷预制;一种是密封圈受损,通过切除长约5 mm的密封圈上的短节实现缺陷预制。
预制缺陷五:
外力载荷破坏缺陷
玻璃钢管的基体树脂为热固性的环氧树脂,在外力作用下易变形开裂,服役过程中管体常出现裂纹缺陷,进而降低管道的承压能力。
模拟玻璃钢管在承受外力载荷时管体出现裂纹的情况,即将玻璃钢管置于夹紧装置上并进行挤压,使得钢管受到环向载荷作用,导致管体表面出现裂纹,预制外力载荷破坏过程与缺陷形貌如图6所示。
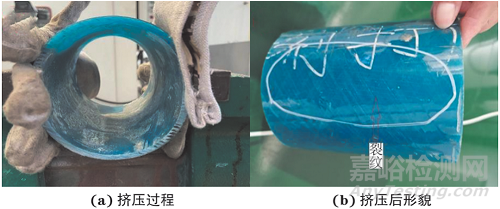
图6 预制外力载荷破坏过程与缺陷形貌
02试验结果
槽型缺陷识别
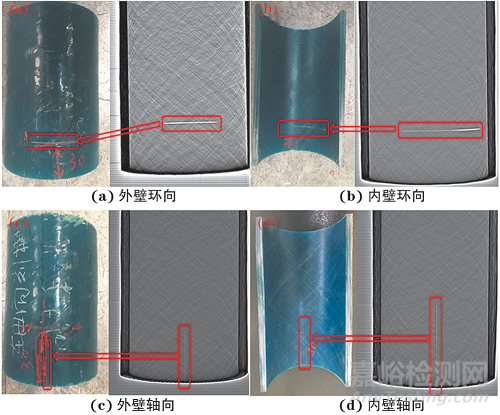
图7 槽型缺陷数字射线检测结果
由图7可见,槽型缺陷能被明显识别出。图像呈现明显的条形横线,其形状及几何尺寸与预制缺陷的相当,从而可明显判别缺陷类型及位置。
孔型缺陷识别
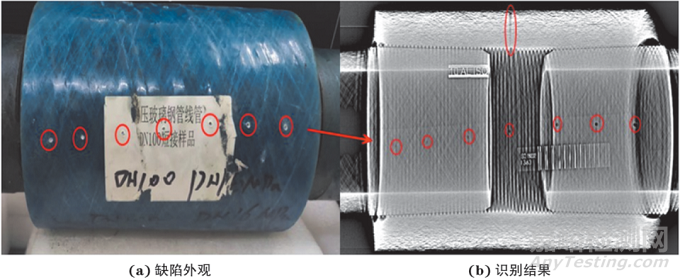
图8 孔型缺陷数字射线检测结果
由图8可见,通过数字射线成像后,直径为2 mm的不同深度(1~10 mm)的7个孔型缺陷,以及1个贯穿型的孔型缺陷,均可清晰地识别出。
螺纹缺陷识别
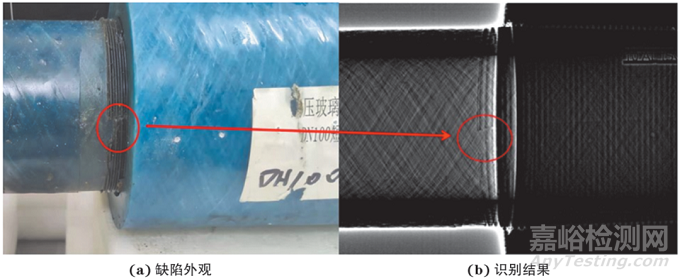
图9 螺纹缺陷数字射线检测结果
由图9可以明显看出预制螺纹缺陷形貌,较为直观地反映出缺陷的真实状态。可见螺纹缺陷也可通过数字射线进行识别。
密封圈缺陷识别
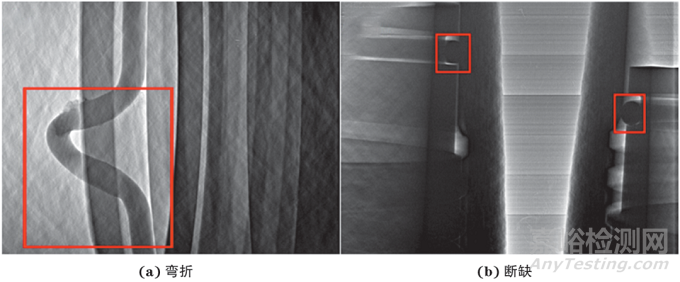
图10 密封圈不完整缺陷数字射线检测结果
由图10可见,弯折的密封圈可以被清晰地识别出来,密封圈被截断后也可被完整地呈现出来。由此可见,密封圈的安装状态可以通过数字射线进行检测识别。另外,数字射线检测技术也可用于服役过程中管道连接位置处的检验,以判别密封圈的老化状态或位置的变化等。
外力载荷破坏缺陷识别
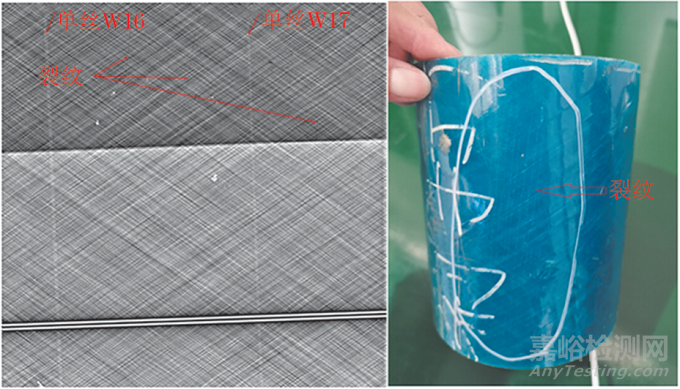
图11 外力载荷破坏缺陷的检测结果
由图11可以识别出受挤压而产生的条形裂纹缺陷,且与试样中的裂纹分布状态一致。
结束语
对试样的检测结果表明,数字射线检测技术可以有效检测出玻璃钢管内部存在的平底孔、刻槽、模拟裂纹等缺陷,以及接头螺纹损伤、内部密封胶圈质量状况,数字射线对试样中各类预制缺陷的识别率均较高,特别是对螺纹损伤和密封圈缺陷的识别效果尤为突出。
在进一步完善像质评价指标以及验收指标等相关参数后,数字射线检测技术有望作为玻璃钢管现场质量控制的有效手段。

来源:无损检测NDT