
嘉峪检测网 2025-02-25 11:26
导读:本文介绍了超声探伤中焊缝余高干扰信号的识别与应对策略。
导读
在超声波焊缝探伤中,焊缝余高的不规则形态常引发干扰信号,如变角回波及余高反射波。
这些信号易被误判为熔合线或母材缺陷,需通过科学方法甄别与处理,以确保检测结果的准确性。
以下提供一个焊脚波干扰示意图,作为辅助学习思考例子。

(图1 焊角波干扰波示意图)
一、干扰波的形成机制
1.声波传播路径的复杂性
超声波入射至焊缝余高表面时,因余高几何形态的多样性,声波会发生模态转换,生成反射横波(S波)与反射纵波(L波)。
由于余高表面起伏不定,声波入射角各异,导致反射波传播方向分散。
部分反射波经二次反射后沿原路径返回探头,形成干扰信号。
2.干扰波的动态特征
典型干扰波包括焊角波(A波)、反射纵波(L波)及反射横波(S波),其出现数量与焊缝局部形态相关;
探头移动时,三者的间距与幅度变化趋势一致,且可能伴随多次反射现象。
二、余高形态对检测的影响分析
1. 余高过高的盲区问题
影响:焊缝顶部区域因声束覆盖不足形成检测盲区(图2,3)。
应对措施:单面探伤:选用小前沿、大K值探头,扩大声束覆盖范围;一次反射波检测:减小探头倾角,优化声束入射路径。
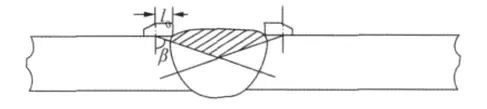
(图2 余高过高斜探头一次波焊缝单面探伤)
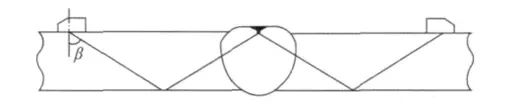
(图3 余高过高斜探头一次性反射波探伤)
2. 余高过宽的中部盲区问题
影响:声束难以穿透焊缝中部区域(图4)。
应对措施:增大探头倾角,缩短声束传播距离;
缩短探头前沿长度,提升声束聚焦能力。
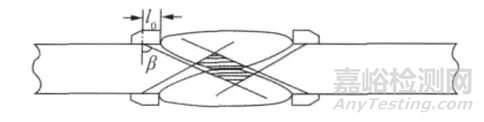
(图4 余高过宽斜探头一次波焊缝双面探伤)
3. 中厚板焊缝的假缺陷信号
典型现象:厚板焊缝(如板厚50mm)中,常出现距背面4~10mm的异常反射波(图5),易误判为未熔合缺陷。
验证方法:通过砂轮打磨背面余高,若波幅随打磨逐步减弱至消失,则可判定为表面反射干扰。

(图5 中厚板对接焊缝超声探伤)
三、干扰信号的鉴别与处理
1. 干扰信号的核心特征
深度异常:仪器显示的反射深度常小于实际板厚(因扩散声束反射路径与轴线声束计算偏差);
动态响应:干扰波位置随探头移动同步变化,而真实缺陷回波位置固定。
2. 综合应对策略
多维度检测:实施双面双侧扫查,结合不同角度探头交叉验证;
参数优化:根据余高形态动态调整探头倾角、前沿长度及频率;
物理干预:对疑似干扰区域进行表面修磨,消除不规则反射面;
技术辅助:采用B扫描成像或相控阵技术,精准解析声束路径。
3. 误判风险防控
对熔合线附近的超标回波,需结合波形特征、动态响应及物理验证综合判断;
优先采用非破坏性手段(如敲击测试)验证,避免盲目返修。
结语
焊缝余高干扰波是超声探伤中不可忽视的干扰源,需通过声学原理分析、检测工艺优化及数据交叉验证实现精准识别。
在实际操作中,应建立标准化判别流程,结合设备参数调整与焊缝预处理,最大限度降低误判风险,提升工业检测的可靠性。

来源:NDT互联网联盟
关键词: 超声探伤