
嘉峪检测网 2025-03-24 15:34
导读:本文对国内外3个厂家生产的连铸、模铸、电渣3种工艺的5种630不锈钢产品的洁净度进行研究。
630不锈钢,是一种起源于20世纪40年代美国的马氏体沉淀硬化型钢材,中国标号为0Cr17Ni4Cu4Nb,日本工业标准的标号为SUS630。该材料具有高强度、硬度、韧性、耐腐蚀和抗氧化性,广泛应用于叶片钢、高端传感器、轴类和需耐蚀的高强度部件。
630不锈钢中的夹杂物控制是影响其性能的关键因素。研究表明,630不锈钢中的夹杂物数量和尺寸的增加会降低其力学性能;在不锈钢性能的比较中,夹杂物和洁净度被用作衡量标准,发现夹杂物(如NbC碳化物)会导致应力增加和空洞形成,从而影响断裂行为;在增材制造的630不锈钢中,研究发现含有多种元素的氧化物夹杂物可能会影响部件的断裂和抗疲劳性能;目前,粗颗粒(>1μm)沉淀物,如富钛和富铌的氮化物,也被视为夹杂物,因为它们同样对不锈钢机械性能有不利影响,630不锈钢为提高其耐腐蚀性添加了Nb元素,导致630不锈钢中Nb(C,N)的显著析出,因此在试样中观察到的Nb(C,N)及TiN粗颗粒可被视为夹杂物进行研究。综上所述,630不锈钢中的非金属夹杂物及其特性对不锈钢的力学性能和耐腐蚀性有着显著影响。
在630不锈钢的生产工艺中对夹杂物的影响研究表明,各种工艺对夹杂物的形成和分布具有显著作用。本文分别选取连铸、模铸、电渣3种方式生产的630不锈钢进行比较研究,连铸工艺虽然提升了生产的连续性,但可能导致夹杂物的聚集和铸坯缺陷;模铸过程中的慢冷却速度和铸锭内部温度梯度会导致夹杂物分布不均,后续的锻造、轧制或热处理工艺能够有效地破碎和分散这些夹杂物,从而改善材料性能;电渣冶金工艺通过高温脱气可以有效去除气体杂质及非金属夹杂物,但该方法能耗较高且存在一定的污染问题。
在钢铁夹杂物表征方法研究中,定量金相分析是评估夹杂物基本特性如形状、体积分数和颗粒分布的关键技术;扫描电子显微镜(SEM)提供了直接观察大尺寸试样的立体视图,尤其适用于分析厚块试样;电子探针显微分析(EPMA)则用于准确测定单个夹杂物的化学成分,采用三维腐刻法进行电解腐刻,使钢的基体金属离子化,待测夹杂物显露后,再联用扫描电镜可以观察夹杂物三维立体形貌。
目前的研究鲜少对于国内外630不锈钢产品洁净度的解析比较。本文对国内外3个厂家生产的连铸、模铸、电渣3种工艺的5种630不锈钢产品的洁净度进行研究,借助光学显微镜(OM)对夹杂物进行特征统计及评级,利用扫描电子显微镜/能谱仪(SEM/EDS)和电子探针显微分析对夹杂物的类型、分布及其电解后三维形貌进行对比解析,分析夹杂物的控制水平差异,填补630不锈钢国内外产品差异分析的研究空缺,为未来我国高品级630不锈钢的开发提供宝贵数据。
1. 钢样及处理方法
国内甲厂生产的两种630不锈钢为A样和B样,生产工艺分别为:A样,电弧炉冶炼—AOD精炼—LF精炼—RH精炼—模铸—电渣;B样,电弧炉冶炼—AOD精炼—LF精炼—RH精炼—连铸。
国内乙厂生产的630不锈钢为C样,生产工艺为:电弧炉冶炼—AOD精炼—LF精炼—VD真空脱气精炼—模铸。日本丙厂生产的两种SUS630不锈钢为D样和E样,生产工艺均为:电弧炉冶炼—AOD精炼—LF精炼—RH精炼—模铸。
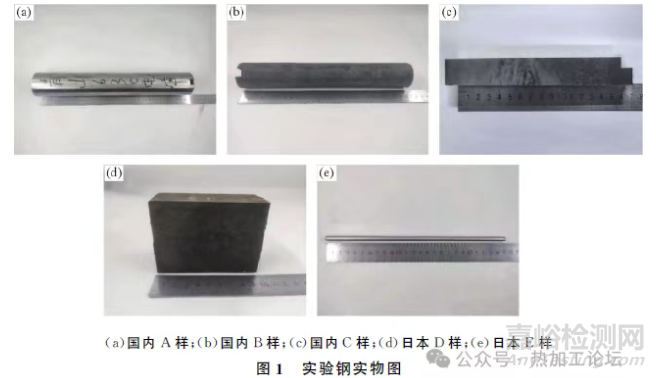
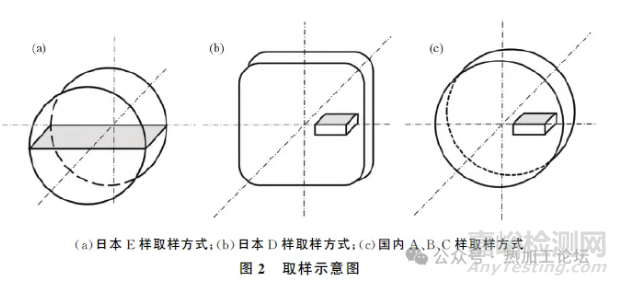
夹杂物取样依据国家标准GB/T 10561-2023(E)《钢中非金属夹杂物含量的测定标准评级图显微检验法》,实验钢及取样方式如图1、图2所示,日本E样截取通过直径的整个截面,如图2(a)所示,其余样则截取钢棒或板材外表面到中心的中间位置的1/4处径向截面,如图2(b)、2(c)所示。钢样成分如表1所示。
试样使用粒度为38、18、13、7.6、6.5μm的砂纸进行预磨,W1.5和W2.5抛光膏抛光,酒精清洗后用吹风机冷风吹干。使用蔡司金相显微镜观察夹杂物形态。为研究630不锈钢夹杂物三维形貌和空间分布,铸坯经电解腐蚀处理,用三维腐刻装置进行电解处理,阳极为钢铸锭,阴极为铜管,电解液为30%A-A(1%四甲基氯化铵-1%乙酰丙酮-甲醇)溶液,电解参数为0.04A/cm2电流、0℃电解温度、20min电解时间,电解处理完成后使用扫描电镜观察夹杂物三维形貌并进行分析。
2. 国内外不锈钢中夹杂物对比
2.1 630不锈钢中夹杂物数量及尺寸分析
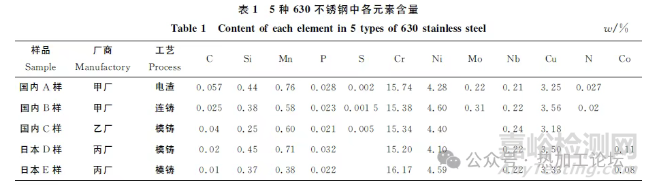
为观察钢中夹杂物的形貌和分布,使用蔡司金相显微镜对抛光后的试样在100倍视场下进行观察。随机连续统计了50个视场,并进行拍照观察,得出其夹杂物水平控制差异,结果见图3(每个分图的上图为金相光镜实物图,下图为其图像黑白处理后图像,便于观察夹杂物分布),其由金相图可以观察得出,该类钢洁净度较高,夹杂物尺寸较小。
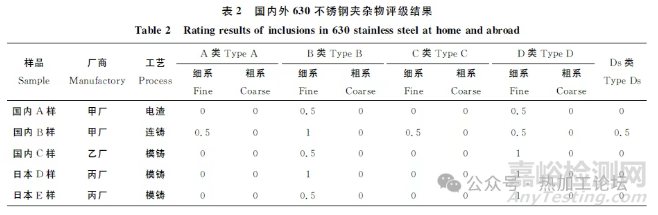
依据国家标准对试样进行评级取样,针对不同样品,将日本D样截取通过直径的整个截面,其余样品则分别从钢棒及钢坯外表面到中心的1/4部分径向截面进行截取,经过研磨和抛光处理后在光学显微镜下进行观察,并依据GB/T 10561-2023《钢中非金属夹杂物含量的测定标准评级图显微检验法》进行夹杂物评级,结果如表2所示。由表2可见所有630不锈钢A类、B类、C类、D类夹杂均未超过1.0级,且未出现粗系夹杂,Ds类夹杂物仅在国内的B样中检测到。
利用Image-Pro Plus对钢样中夹杂物的等效直径、数量密度进行统计,统计结果如图4所示。由图4可知,国内A样平均等效直径为2.3μm,夹杂物密度为18个/mm2,夹杂物面积占比为0.009%,呈现较低的夹杂物密度和良好的夹杂物控制水平,夹杂物以细小夹杂占主导,这可能与其模铸-电渣生产工艺有关;日本模铸生产的D样同样显示,夹杂物以0.5~2μm的小尺寸夹杂为主,整体分布均匀,呈弥散化,这反映出该样对夹杂物的有效控制。
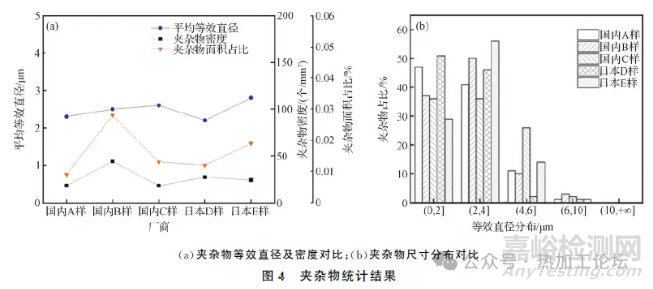
国内连铸生产的B样的夹杂物控制则有所不足,夹杂物密度和夹杂物面积占比较高,同时在中等尺寸的夹杂物控制存在改善空间。630不锈钢的洁净度从高到低排序,依次为:国内A样、日本D样、国内C样、日本E样、国内B样。
2.2 630不锈钢中夹杂物形貌及成分分析
除夹杂物密度、尺寸、分布外,夹杂物类型及形貌对不锈钢性能也影响各异。本研究采用扫描电子显微镜及电子探针对钢中夹杂物进行检测,并通过非水溶液电解法处理试样,对国内外夹杂物的类型及其电解后三维形貌进行对比解析。
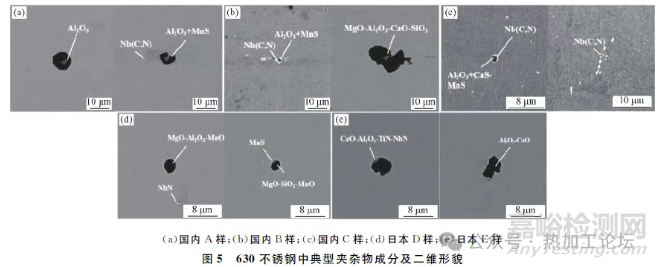
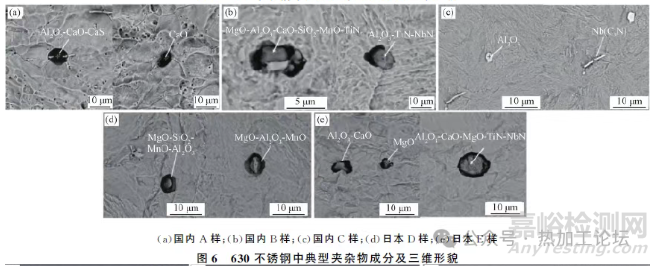
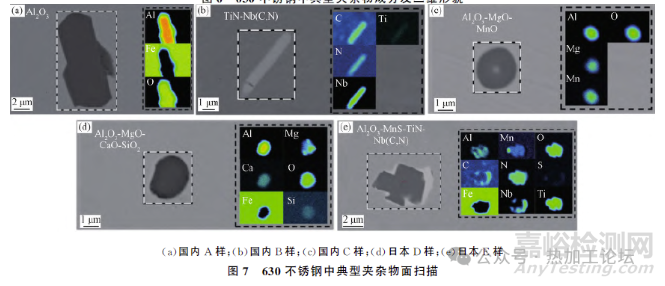
630不锈钢在特定使用环境下对耐腐蚀性有较高要求,因此在钢中添加了Nb元素,这一添加导致630不锈钢中Nb(C,N)的显著析出。通常,氮化物如果不溶或几乎不溶于奥氏体,则被视为夹杂物。本文研究材料均为轧材,在热轧前加热过程已完成奥氏体化,因此在轧材中观察到的Nb(C,N)及TiN可被视为夹杂物,并纳入研究和统计范围。国内A样中氧化物夹杂包括少数Al2O3单相夹杂及Al-Ca-Mg-Si-O组成的复合夹杂,以球形及椭球形夹杂为主。硫化物夹杂主要为CaS和MnS,多包裹在氧化物夹杂物的外圈;此外,还有少量的Nb(C,N)析出,形貌呈立方体状。国内B样显示了更为复杂的夹杂物组成,夹杂物元素主要为Al、Ca、Mg、Mn、Si及O,形态包括椭球形、带棱角的多面体以及纺锤形等,其中,钙铝酸盐和钙硅盐呈块状和链状分布。观察到钢中Nb(C,N)、TiN等夹杂物集形成较大的团状夹杂,以及长条形状硫化物。国内C样的夹杂物种类与B样相似,氧化物夹杂多呈典型球形形态,此外,Nb(C,N)型氮化物在钢中偏析严重,出现大尺寸夹杂,且在材料中聚集,可能会形成潜在的薄弱环节,影响不锈钢的整体性能。日本D样和E样均显示了较高的夹杂物多样性,夹杂物中钙铝酸盐和镁铝酸盐以B类夹杂为主,形貌多以球形聚集或呈颗粒状成串分布,而硅酸盐类夹杂多为复合夹杂物,以D类夹杂为主,形貌多呈典型球形夹杂。630不锈钢中夹杂物二维、三维形貌及成分面扫描如图5~7所示。
3. 夹杂物解析结果与讨论
3.1 碳氮化物及硫化物夹杂统计
根据相关研究,对国内外630不锈钢中夹杂物类型进行统计,统计内容包括对其性能影响较大的夹杂物:氮化物及碳氮化物、单相硫化物、硫化物复合夹杂、氮化物复合夹杂,结果如表3所示。因采用较高水平的生产工艺,仅在国内B样中观察到单相硫化物夹杂的存在;在所有样中均观察到硫化物复合夹杂。
在对630不锈钢中氮化物和硫化物的形貌进行对比分析后,发现因630钢中添加Nb元素,所有630不锈钢试样均存在Nb(N,C)析出,其中国内B样、国内C样和日本D样均发现TiN夹杂。
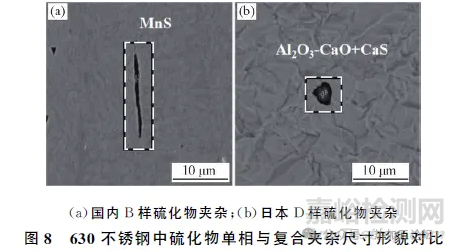
单相硫化物的存在仅在国内B样中被检测到,这表明其他样品的脱硫处理工艺是有效的;其余630不锈钢中硫化物主要以球状和纺锤形出现,只有少数为长条状和链状分布,这种形态的改变有助于减少硫化物夹杂对金属材料引起点蚀的风险,如图8所示。
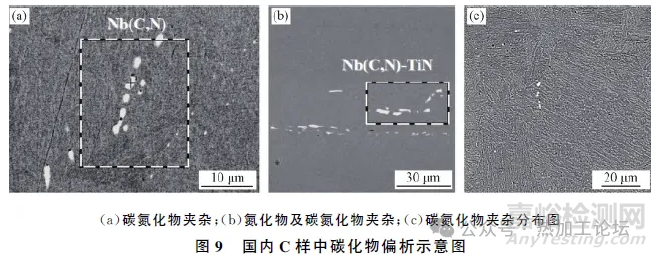
在相同模铸工艺生产的国内外样品中,在国内C样中发现Nb(N,C)大量析出,出现聚集现象及大尺寸氮化物夹杂,并形成了较大的团状夹杂,如图9(a)、9(b)所示。同时,在国内C样晶界附近,附着有大量白色的Nb(N,C),如图9(c)所示,这些白色物质改变原来马氏体组织结构格局,降低材料的一致性,导致材料产生局部应力,降低钢材的疲劳性能。
3.2 国内C样碳化物偏析情况讨论
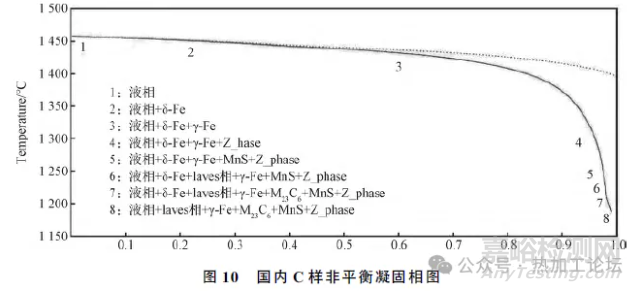
图10显示,在国内C样非平衡凝固过程中,液相线温度为1458℃;当温度降至1458℃时,发生匀晶转变,即δ-Fe开始从液相中析出;1443℃,发生包晶反应,即L+δ-Fe→γ-Fe,γ-Fe开始析出;1205℃时,M23C6型碳化物开始形成,即23[M]+6[C]→M23C6;通过试样成分,使用软件进行热力学计算,可以得出国内C样在非平衡凝固及冷却过程中主要相的转变行为,其中相变过程可描述为:L→L+BCC(δ-Fe)→L+BCC(δ-Fe)+FCC(γ-Fe)→L+BCC(δ-Fe)+FCC(γ-Fe)+Z_phase→L+BCC(δ-Fe)+FCC(γ-Fe)+MS(MnS)+Z_phase→L+BCC(δ-Fe)+laves相+FCC(γ-Fe)+MS(MnS)+Z_phase→L+BCC(δ-Fe)+laves相+FCC(γ-Fe)+M23C6+MS(MnS)+Z_phase→L+laves相+FCC(γ-Fe)+M23C6+MS(MnS)+Z_phase。
国内C样中大型不规则碳化物不均匀散布,容易导致剥落,增加应力集中,从而降低钢的强度和韧性,模铸工艺生产630不锈钢时,由于冷却速度内外不一致,会导致碳化物在铸锭外表面和心部产生偏析,形成粗大网状共晶碳化物,影响材料的热处理和性能。铸锭尺寸越大,冷却差异越明显,碳化物偏析越严重。同为模铸生产的日本D样、E样,并未出现碳化物大量析出的现象。推测原因为:国内C样碳含量大于日本样,促进了C样中Nb(N,C)的析出;日本E样铸锭尺寸小,内外冷却强度差距较小,抑制碳化物偏析;日本样中Si元素含量大于国内C样,随着Si含量的增加,碳化物由块状得到细化。针对碳化物偏析问题,建议国内C样的生产厂商减少钢样中碳含量,使晶界处共晶碳化物组织变得更加细小,改善碳化物偏析,后续进行热加工处理,破碎网状碳化物,促进碳化物均匀分布。
4. 结论
本文系统研究了国内外3家生产企业采用连铸、模铸和电渣3种工艺制造的5种630不锈钢产品的洁净度,通过光学显微镜对夹杂物进行特征统计与评级,并运用扫描电子显微镜/能谱仪分析夹杂物类型、分布及电解后的三维形貌,揭示国内外630不锈钢夹杂物水平的差异,为该领域研究填补空白。
研究发现,国内连铸、模铸和电渣工艺生产的630不锈钢存在大尺寸硫化物夹杂和集聚问题,可能导致点蚀现象。相同工艺生产的国内外样品夹杂物比较中,国内样品出现碳氮化铌偏析,推测原因为国内样品碳含量过高,促进Nb的析出;而日本样品铸锭尺寸小,冷却强度差距小,抑制碳化物偏析,且其Si含量大于国内样品,导致碳化物由块状变细。
本研究仅对国内外产品进行表征分析,后期将重点研究冶炼过程对630不锈钢夹杂物的细化改质及加工热处理,以提高夹杂物洁净度,控制夹杂物的类型和数量,从而提高不锈钢的力学性能和耐腐蚀性,延长使用寿命,降低维护成本,推动其在航空航天、化工和医疗器械等高要求领域的应用质量提升。

来源:上海大学材料科学与工程
关键词: 不锈钢