
嘉峪检测网 2025-04-23 14:48
导读:本文介绍了高纯净不锈钢非金属夹杂物控制工艺研究。
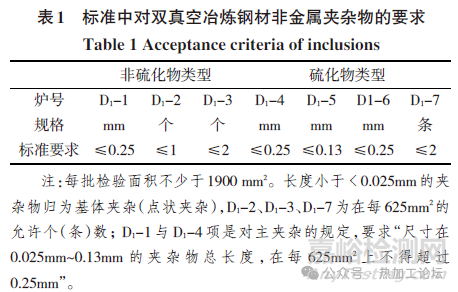
高纯净不锈钢通常用于制造航空高强度结构件,因使用环境严苛,对材料的洁净度要求很高。1Cr10Co6MoVNbN 等采用“真空感应炉+真空电弧重熔”冶炼的不锈钢,一直以来非金属夹杂物(验收标准见表1)合格率较低。对不合格试样的夹杂物进行分析,在真空感应炉冶炼阶段采取针对性措施,使夹杂物含量得到有效控制。
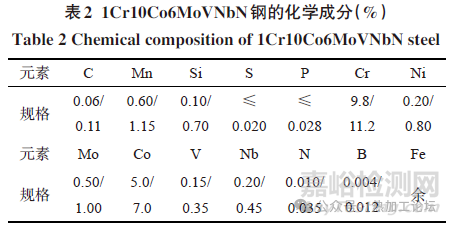
1Cr10Co6MoVNbN 化学成分见表2,因添加元素多,真空冶炼控制难度较大。
1. 非金属夹杂物的控制
1.1 非金属夹杂物类型 由1Cr10Co6MoVNbN 棒材的非金属夹杂检验数据来看(见表3),硫化物主夹杂及非硫化物主夹杂两项易超标。

实践表明,“双真空”冶炼的12%Cr 型钢种,重熔阶段去除夹杂的能力有限,一次冶炼是控制成品材夹杂物含量的关键工序。
1.2 非硫化物主夹杂的控制
1.2.1 非硫化物主夹杂的组成分析 非硫化物夹杂一般包括氧化铝类、硅酸盐类、(复杂)球状氧化物,氧均在其中发挥主导作用。上述钢种属于12%Cr 型热强不锈钢,含有Si、Mn等合金元素及Al、Ti(残余)、Ca(脱氧剂)等残余元素,易与O、S、N 等形成化合物。
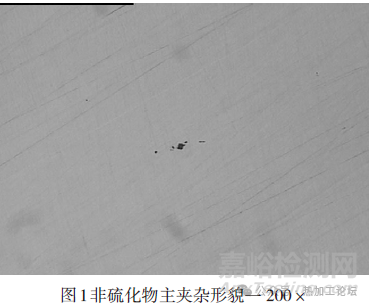
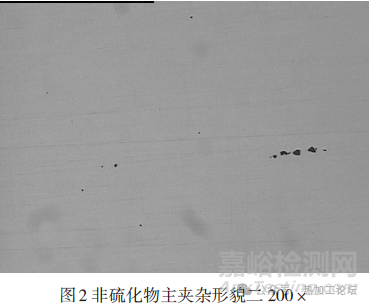
结合钢的成分分析,其中含有几种氧化物:MnO、FeO、CaO、Al2O3和SiO2。图1、图2为1Cr10Co6MoVNbN 典型的非硫化物主夹(氧化物)杂物图片。
因此,该类钢中的非硫化物主夹杂含量取决于于真空感应炉脱氧脱氧制度。
1.2.2 脱氧制度确定 一直以来,该类钢采用的脱氧制度为:(随炉装)部分Ca-Si/Fe-Si/ C块/——(料平加)少量Al块/部分C块/部分Fe-Si——(终脱氧)J-Ca。因纯铁中氧高,在冶炼前期形成CaO、Al2O3、SiO2等夹杂,部分残留在钢中,造成成品钢材氧化物夹杂物超标。
Ce、Al、Mg、Ca 等是真空感应炉冶炼中常用的脱氧剂,但前两个的脱氧产物会污染钢液;后二者易挥发,在高真空条件下加入比较困难。而在真空下C脱氧能力比Mn、Si、Al 的大得多。当pCO=0.76mmHg时,碳的脱氧能力已超过铝。
因涉及钢种碳含量范围0.06%~0.20%,且硅含量在技术条件规定范围内对钢力学性能影响不大,因此以碳块作为主要脱氧剂;一定量Ca-Si 块作为辅助脱氧剂(终脱氧)。脱氧制度调整为:(随炉装)全部碳块——(工频搅拌后)Si-Ca。这样,脱氧产物主要为CO,在熔化和保温期间不断进入气相被抽走;原材料产生的少量夹杂有充分的时间上浮或被坩埚吸附而去除。
1.2.3 结果 调整脱氧制度后,钢材中氧含量<0.0015%,[%Al]<0.015%。非硫化物类型主夹杂及基体夹杂含量均明显降低,多数炉号检验结果甚至为零。但硫化物主夹杂仍超标。
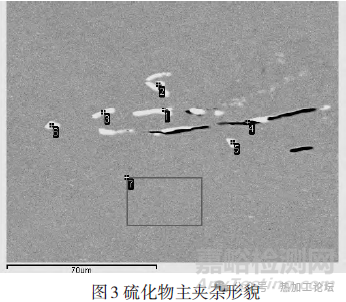
1.3 硫化物类主夹杂的控制1.3.1 硫化物类主夹杂的组成分析 资料提到,真空电弧重熔的硫化物类夹杂以硫化物或硫化物包氧化物夹杂为主。根据夹杂物的变形性能,和对应钢种的化学成分推测,其组成为硫化锰。对1Cr10Co6MoVNbN 钢的典型(硫化物主夹杂超标,见图3)试样进行了电镜(见图4)和电子探针分析。结果表明,该钢的硫化物类主夹杂确为MnS,其中不含O、N。可见,硫含量过高是造成硫化物类型主夹杂超标的主要原因。

本年度生产的1Cr10Co6MoVNbN 棒材的检验结果表明,将钢中[%S]控制在0.003~0.004%即可有效降低硫化物夹杂。
1.3.2 真空感应炉脱硫方法选择(一)脱硫方法 硫在液态铁或液态镍中可无限溶解,真空度为10-3~10-4mmHg时,纯铁液中依靠S的挥发而脱S是比较困难的,需保持6~7小时才能达到较好的脱硫效果。脱硫过程的实质在于使溶解在铁(镍)液中的[S]结合成某种高熔点化合物(如CaS、MgS、CeS等)或硫氧化物(如Ce2O2S、La2O2S等),其溶解度比FeS(或Ni3S2)的溶解度小很多,从而保证硫自钢或合金中排除或弥散分布于金属中。
脱硫的方法主要有精炼剂脱硫、渣/气反应脱硫和渣/钢反应脱硫。
精炼剂脱硫基本原理是利用与硫亲和力大的物质,形成的硫化物不溶于金属液或溶解度很小,而且熔点高于合金液温度,容易自合金液中上浮去除。或形成对性能无害的高度弥散的硫化物或硫氧化物。精炼剂一般选用La和Ce, 脱硫产物为固态的LaS和CeS。
当冶炼过程中熔渣上面的气相中氧分压较高时,例如,在大气下电渣重熔或电弧炉冶炼氧化期均可发生渣/气脱硫反应:

若渣成分不变,则 为常数,因此如提高气相中氧分压,则气相中SO2分压也将提高,即金属液中通过渣相转移到气相的硫增加。钢/渣反应脱硫把金属液中的硫转移到渣中的机理(见图5)。
为常数,因此如提高气相中氧分压,则气相中SO2分压也将提高,即金属液中通过渣相转移到气相的硫增加。钢/渣反应脱硫把金属液中的硫转移到渣中的机理(见图5)。

脱硫过程可分为步骤:
第一步,金属液中的硫原子扩散到钢—渣界面。
第二步,钢中的硫原子越过钢—渣界面自金属液侧转入熔渣侧,呈硫离子(S2-)状态,同时渣中氧离子(O2-)越过钢/渣界面自熔渣侧转入金属液侧,呈原子状态。
第三步,(S2-)、[O]分别自钢/渣界面扩散到熔渣和钢液内部。
决定钢/渣反应平衡常数大小的是第二步,决定脱硫速度的是第三步中(S2-)在熔渣中的扩散。
钢/渣界面脱硫反应为:

该反应的平衡常数与温度的关系为:

NS2- 、NO2-分别为熔渣中硫离子(S2-)、自由氧离子(O2-)的克分数表示的浓度。
通常用硫在渣中含量(%S)和S在钢中的含量[%S]之比,即分配系数LS表示炉渣的脱S能力。LS愈大,炉渣的脱硫能力愈强。当渣中硫含量不是很高时,由于NS2-与渣中硫含量(%S)成正比,因此式中K′为只随温度变化的常数。可见,脱硫反应主要受熔渣碱度、钢液氧含量及熔池温度的影响。
(1)熔渣碱度 在不显著增加粘度的条件下,增加渣中CaO,降低SiO2、TiO2以及Al2O3含量,可提高渣的脱硫能力。由实验可知,CaO的脱硫能力大于MnO和MgO。
(2)金属熔池中氧含量[O] 金属熔池中[O]愈低则LS愈大,即钢脱氧愈好碱性渣的去硫能力愈强。降低(FeO)含量能极大地提高炉渣的脱S能力([O]含量与氧化铁含量有对应关系)。
(3)温度 脱S反应K的对数值随钢/渣界面温度的增加而略微增大,同时提高温度可改善渣钢流动性,有利于(S2-)和[O]的扩散,加快脱硫速度。实验证实碱性渣下金属的脱S速度决定于S2-从钢/渣界面向渣内的扩散速度。
(二)脱硫方法选择 碱性还原渣脱硫是真空感应炉冶炼重要的脱硫方法。随炉料装入脱硫渣时,脱硫速度很快,在不延长精炼期的前提下,可以达到良好的脱硫效果。在熔渣脱硫的基础上进一步加钙脱硫,加钙的终产物为CaS 和氧硫化钙或钙酸盐的复合物,在合金液中极易上浮被去除,即使有少量残留,也由于它们在变形过程中始终保持球形,不仅不会对合金性能造成不利影响,有时还提高合金的各向同性性能。常用碱性渣为CaO、CaO-CaF2、CaO-CaF2-Al2O3。
实际上,1Cr10Co6MoVNbN 等钢中[%S] ≤0.005%时,硫化物类夹杂含量达到技术条件要求。
配料时当[%S]为0.006%~0.008%,使用CaO剂脱硫可达到目的,方法是在熔炼中前期直接加入石灰块。
1.3.3 脱硫效果 炉号:T12M4-124,配料[%S]为0.006%,装合金料时随炉装入第一批石灰块18kg,加料后期加入第二批12kg,工频搅拌,熔清取样分析[%S]为0.004%,钢锭[%S]为0.004%。可见,CaO剂脱硫收到明显效果。
2. 结论
(1)真空感应炉冶炼采用“(随炉装)碳块——( 后期加)Si-Ca 联合脱氧法”,生产的1Cr10Co6MoVNbN棒材,非硫化物类主夹杂含量达到标准要求。
(2)选用低S、P纯铁,真空感应炉冶炼采用“CaO 脱硫”工艺,生产的棒材[%S]≤0.005%,硫化物类主夹杂含量达到标准要求。
来源:攀钢集团江油长城特殊钢股份有限公司

来源:Internet