
嘉峪检测网 2025-04-09 15:06
导读:中国人民解放军96962部队的技术人员提出了一种固体火箭发动机脱黏缺陷有限角CT检测模型,并通过试验验证了该技术的可行性和实用性。
固体火箭发动机的主体装药燃烧室为多层复合结构,一次浇铸成型,不可分解。在生产制造过程中,其内部会不可避免地产生脱黏、孔洞等缺陷,其中脱黏缺陷尤为常见。
发动机生产厂家一般采用射线照相进行普遍检测,如有疑问则须进行工业CT精检缺陷的性质和尺寸,最终确定质量合格后方可出厂,因此CT检测具有一锤定音的作用。
但是,工业CT检测系统一般是以圆周扫描的方式获取工件不同角度的投影数据并重建出图像,需要固体火箭发动机在精密的机械系统控制下做360°圆周运动。为使工件满足CT圆周扫描的要求,CT检测系统的机械设备极为庞大复杂,不利于广泛使用。
针对此难点,中国人民解放军96962部队的技术人员提出了一种固体火箭发动机脱黏缺陷有限角CT检测模型,并通过试验验证了该技术的可行性和实用性。
1.国内外有限角CT检测现状
1.有限角CT检测模型
近年来,随着CT应用场景的不断扩展,工业在线检测、在役管道、大直径薄壁管状物等非常规条件下的检测需求不断增加。相对于传统的圆周扫描CT而言,直线运动更容易控制且在机械结构上更简单、更容易制造,故直线扫描CT在上述领域具有极大的应用潜力,已经成为近几年的研究热点。
例如,倒置结构CT(IGCT)利用轴向尺寸相同的大面积扫描源阵列和探测器对物体进行成像;针对墙角位置铺设的线缆、管道等检测需求提出了射线源运动轨迹与探测器相互垂直的直线扫描CT;针对石油管道检测提出了一种射线源与探测器沿直线同向运动、工件不动的直线CT系统;结构对称分布的直线扫描CT(SGCT)系统利用固定位置的直线型射线源阵列和尺寸相当的探测器进行成像;针对大型工件的高分辨率成像需求提出了一种射线源平移扫描CT成像方法(STCT)。
针对CT精检固体火箭发动机缺陷时机械设备庞大复杂的难题,本文提出了一种基于STCT的局部成像方法(L-STCT),其结构示意如图1所示。
图1 有限角CT检测扫描结构示意
固体火箭发动机(缺陷部位在上方)固定,加速器在产生高能X射线照射发动机上方壳体附近的同时进行高精度升降运动,实施约38°的有限角扫描,面阵探测器在固定位置接收射线并转换为数字信号,最后由计算机将数字信号重建为发动机壳体和绝热层附近的局部区域CT图像。
该方法不需要固体火箭发动机在机械系统控制下做360°圆周运动,仅保留承载(一般仍需旋转、平移等)功能即可,具有简单易安装、操作方便等优点,大幅提高了固体火箭发动机CT检测的普适性,减少了CT检测时对精密机械系统的要求,开创了一种面阵DR普检初步定性定位、局部CT补充精检的新型检测模式,丰富了CT检测手段。
2.有限角CT检测图像重建算法
直线扫描CT重建算法主要分为解析型和迭代型算法。解析法主要包括滤波反投影(FBP)、反投影滤波(BPF)等;迭代法主要有GPEL-TV、ADTVM和ART-TV重建算法等。
FBP重建算法要求每个角度的X射线束必须完全覆盖物体,难以处理投影数据截断及有限角问题。
BPF算法可以在一定程度上解决数据截断问题,避免数据截断造成的伪影传播到整个图像。
GPEL-TV重建算法利用GPEL迭代对缺失数据进行估计,在抑制噪声的同时具有一定的边缘保护作用。
ADTVM重建算法采用各向异性TV的优化模型,求解高效稳定。
ART-TV重建图像方法在有效降低图像伪影的同时,可实现较准确的成像,图像指标得到大幅提升。
结合具体的应用背景,国内外学者提出了多种CT扫描方式和图像重建方法,很好地满足了实际应用需求。
本文在进行固体火箭发动机脱黏缺陷的加速器直线升降扫描时存在有限角和数据截断的难点,因此,主要使用迭代法进行图像重建。
2.试验条件
1.检测设备及扫描参数
试验使用9×106 eV高能X射线CT检测设备对某型固体发动机模拟工件进行有限角CT检测。焦点尺寸为2 mm,源物距为3050 mm,物探距为1296 mm,源行程为600 mm,探测器为面阵探测器,边长为395 mm,探测器单元数为2048×2048,探测器单元尺寸为0.2 mm,CT图像重建矩阵为2048×2048和4096×4096。
2.试验对象
试验对象包括线对卡和模拟发动机燃烧室两类。
线对卡
试验对象1为线对卡,预置线对数分别为0.5,0.8,1.0,1.7,2.0 lp/mm,其实物如图2所示。
图2 线对卡实物
模拟发动机燃烧室
试验对象2为一台预置脱黏和孔洞型缺陷的某型模拟发动机燃烧室,其直径为1.4 m,壳体材料为碳纤维复合材料,燃烧室包括燃烧室壳体、绝热层、衬层和药柱等结构,如图3所示。
图3 发动机燃烧室结构示意
1.脱黏型缺陷
试片结构示意如图4所示(图中a为一系列正密度缺陷的一个尺寸基数,b为一系列正密度缺陷的厚度),脱黏型缺陷设置在发动机燃烧室绝热层内,共设置8个厚度等级的正密度缺陷,厚度b分别为0.1,0.2,0.3,0.4,0.6,1.0,1.2,2.0 mm,其中尺寸a为9 mm,试片最大宽度为60 mm。
图4 试片结构示意
2.孔洞型缺陷
孔洞型缺陷结构示意如图5所示,在镁合金试块上采用加工球孔的方式模拟药柱内部孔洞型缺陷,其中镁合金试块代替药柱,球孔的直径分别为3,6,12,24 mm。
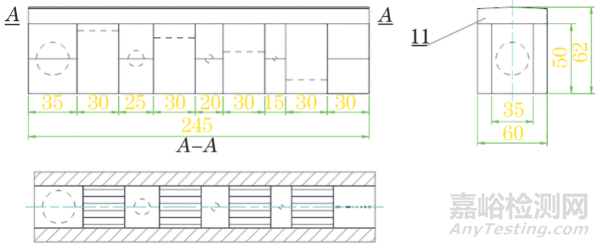
图5 孔洞型缺陷结构示意
3.试验结果
1.线对卡试验结果
线对卡扫描成像结果如图6所示,图像矩阵为4096×4096,对应的像素尺寸为0.34 mm,空间分辨率达到1.0 lp/mm,即当前试验条件所能达到的极限指标(当像素尺寸为0.68 mm时,空间分辨率达到0.8 lp/mm;像素尺寸为0.34 mm时,空间分辨率达到1.0 lp/mm;像素尺寸为0.17 mm时,空间分辨率仍为1.0 lp/mm)。

图6 线对卡扫描成像结果
CT系统极限分辨率可表示为1/Bw,Bw可表示为:
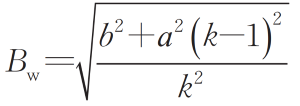
式中:b为探测器单元尺寸;a为射线源焦点尺寸;k为几何放大比。
根据上式计算出Bw约为0.6,极限空间分辨率约为1.6 lp/mm,此时像素尺寸约为0.3 mm,但线对卡中没有1.6 lp/mm的结构,优于该分辨率的为1.7 lp/mm。
从线对卡测试图像中可知1.0 lp/mm清晰可见;1.7 lp/mm接近可显示,但不能作为最终指标,继续增大重建图像时(像素尺寸为0.17 mm),分辨率没有明显变化。因此在当前试验条件下,CT系统能达到的极限分辨率为1.0 lp/mm。
2.脱黏型缺陷试验结果
厚度为0.4 mm的脱黏缺陷重建结果如图7所示,可知最小可检出厚度为0.4 mm的脱黏缺陷。
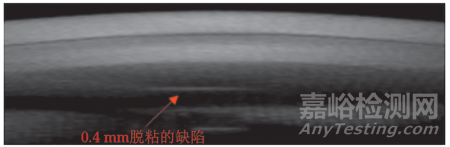
图7 厚度为0.4 mm的脱黏缺陷重建结果
缺陷检出能力由CT图像空间分辨率决定,空间分辨率受CT扫描系统和重建图像像素尺寸的影响。缺陷的实际尺寸可由重建图像直接计算得到(图像单个像素尺寸× 缺陷像素个数),当缺陷尺寸小于像素尺寸时,缺陷将无法成像。
此次试验中,当重建图像矩阵为2048×2048时,能检出大于像素尺寸的缺陷,即厚度为1.2 mm和2.0 mm的脱黏缺陷,此时像素尺寸为0.68 mm。当重建图像矩阵设置为4096×4096时,能检出厚度为0.4 mm和0.6 mm的脱黏缺陷,对应像素尺寸为0.34 mm。受整个CT系统空间分辨率限制,当图像矩阵进一步增大时,分辨率不再提升。
3.孔洞型缺陷试验结果
孔洞缺陷重建结果如图8所示,可知孔洞缺陷无法检出。根据CT图像重建理论,当射线与检测对象缺陷结构相切时,该结构与射线相切的地方便能够重建出来。
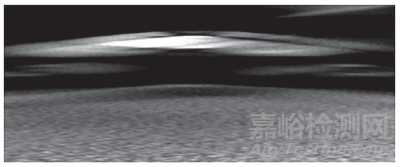
图8 孔洞缺陷重建结果
理论上对孔洞缺陷进行360°扫描,使得孔洞结构任意位置均存在射线与之相切,便可完整地成像出整个孔洞。受直线扫描方式约束和加速器张角限制,试验中扫描孔洞缺陷时,射线仅与孔洞圆心角20°左右的圆周相切,导致缺陷难以在图像中显示出来。因此,当前扫描模式下无法检测孔洞型型缺陷。
结语
有限角CT检测技术可应用于检测固体火箭发动机脱黏类缺陷,无需发动机高精度旋转即可对发动机壳体附近局部区域进行CT成像。以上试验中,局部CT技术对平行于射线源方向的脱黏、分层型缺陷较为敏感,最小可检出厚度为0.4 mm的脱黏缺陷,但对垂直于射线源方向的裂纹型缺陷以及孔洞型缺陷的检测结果不理想。
作者:杨明,李雨桐,张煜东,王新宇,陈鹏,王娜,唐茜
工作单位:中国人民解放军96962部队
第一作者简介:杨明,工程师,主要研究方向为固体火箭发动机无损检测。
来源:《无损检测》2025年3期

来源:无损检测NDT