
嘉峪检测网 2025-05-07 18:33
导读:本文介绍了过滤器完整性测试问题。
制药工艺过程中除菌级过滤器的完整性测试,是一个非常关键的操作。如果正确操作,完整性测试可以快速准确且以非破坏性的方式来确保过滤器的截留效能。但如果操作不正确,可能会导致一根完整的过滤器产生失败的完整性测试结果,这不仅浪费时间,而且可能导致生产力降低和产品损失。
过滤器的完整性测试是基于完全润湿的膜孔内液体的毛细管力的大小,孔径越小,毛细管力越大。泡点法测量的是克服液体毛细管力的气体压力,因此跟孔径直接相关。扩散流测量的是在低于泡点的压力下,气体溶解并扩散通过完全润湿膜的流速。任何一个影响毛细管力、气体扩散、气体流速和压力测量准确度的因素都会影响完整性测试的结果。
常见的假阴性测试结果(过滤器完整,但完整性测试失败)可能由于膜的不完全润湿造成。但不完全润湿是一个常见问题,并不是唯一的潜在问题。这篇技术文章,我们会考虑所有潜在测试错误的根源,应用逻辑方法来解决问题和重新测试。目的是增强结果的可信度,为重新测试提供理由,最终理解问题所在并排除问题,保证完整性测试在第一时间就被正确执行。
1.一般的完整性测试结果分类
通过:
泡点和扩散流在指标之内并且在合理范围之内。例如,一根滤芯的最小泡点是50psi,实际结果在52—58psi;或者扩散流指标是13.3ml/min,典型的结果范围在8-12mL/min。当测试结果在典型的范围内时,这根滤芯的完整性结果是比较可信的。
一般性失败:
例如,无论是扩散流还是泡点测试,在较低压力下就观察到较大的气体流速,通常就为一般性失败。一根真实的有缺陷的滤芯,典型的结果就是一般性失败。比如一根滤芯遭受过大的压差、物理性的撞击或者高温等状况,由此产生的缺陷比滤芯的正常孔径要大,其结果就是低的毛细管力和低压下高的气体流速。出现这种情况时,通常会进行问题分析并且重新测试,但重新测试获得“通过”结果的可能性通常比较低。
边缘性失败:
例如指标值是50psi泡点,测试结果为48.8psi;或者扩散流指标是13.3mL/min,测试结果为15mL/min。这种边缘性失败通常不是由于过滤器缺陷造成,而是由于影响毛细管力或者气体扩散流的现象导致(例如,低的表面张力或者润湿不充分)或者测试错误导致。当出现边缘性失败时应采取问题分析或者重新测试,一般重新测试结果很大可能会是“通过”,说明过滤器是真实完整的。
无效的结果:
结果在指标范围之内,但是超出典型的范围。例如泡点指标是大于50psi,测试结果是80psi,或者扩散流指标是小于13.3mL/min,测试结果为0mL/min。这说明测试过程有问题,比如下游阀门没有打开或者与完整性测试仪器连接的阀门没有打开等。这种类型的结果比较少见,执行测试和回顾测试的相关人员应该被培训过,能够识别无效的测试,然后重新测试。
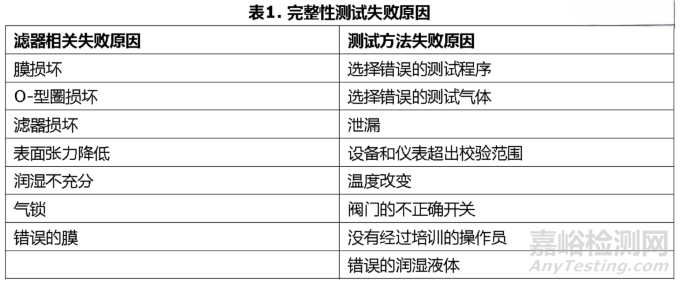
2.完整性测试失败的可能原因
除了润湿不充分,应考虑所有可能的失败原因。如下列出的原因可能不近详尽,可能一些特殊的应用或者安装会有一些其他的问题。
3.建立完整性测试问题分析流程图
理解完整性测试原理和应用问题分析的流程图是良好完整性测试问题分析的核心部分。这里我们列出了一般性的问题分析流程图,但对每个终端用户来说,还需要结合各自不同的情况来进行分析。
初始完整性测试
当进行过滤器初始完整性测试时,尽可能参考过滤器供应商给出的润湿条件和测试建议,例如Durapore和MilliporeExpress膜过滤器,推荐如下(也可以参考《除菌过滤器完整性测试润湿指南》)。
液体慢慢充满系统;
充分排气;
一分钟的静态高压;
以1LPM(升每分钟)/0.1m2过滤面积的流速润湿5-10mins

初始测试-失败
如果第一次测试失败,通常可能会进行简单的重新润湿,然后再测试。如果测试失败的原因是由于润湿不充分,那么重新润湿可以解决这个问题,得到“通过”的结果。但正如表1所列,润湿不充分只是众多失败原因中的一个,如果忽略了其他原因,可能会导致重复失败。所以在重新测试之前,我们建议根据表1列出的失败原因,同时检查系统,测试操作和过滤器等参数。其中表2中斜体加粗的失败原因,不用重新测试即可确认是否存在问题。
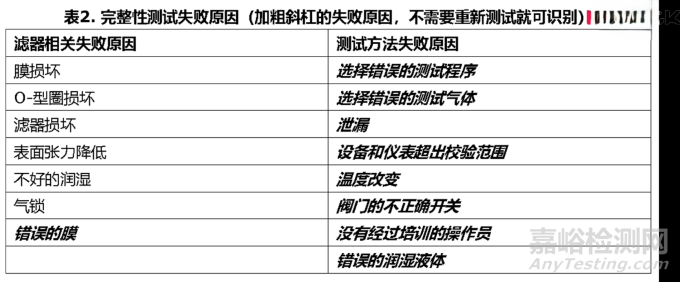
表2中的一些失败原因,例如错误的滤器和错误的测试程序,可以非常明显地通过检查判定。其他原因,例如温度改变,需要培训来理解测试过程中流量曲线的生成以及温度如何影响测试的流量曲线。如在扩散流测试中,流速和时间的关系曲线是趋近于一条直线。如果在测试过程中直线的斜率发送比较大的改变,说明温度在变化。在重新测试之前要认识到温度对曲线的变化,找出温度变化的原因。
所以流程图中的下一步建议是:检查上述加粗的失败原因,更正后进行重新润湿,再进行测试。

当检查后,测试装置/程序正确,并且执行操作也没有问题,那么失败的原因不是表2中强调的那些条目。可能是如下原因:
滤膜,密封和过滤器装置损坏
表面张力的影响
润湿不充分
气锁现象
加强润湿
这时候重新加强润湿后再测试是必要的,下面会列出几个增强润湿的措施,如表3:

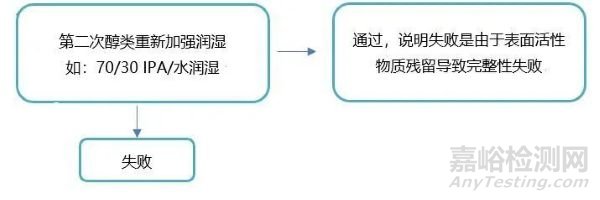
表3的5个选项中最有效的是醇润湿,比较常见的醇溶液是70/30的异丙醇(IPA)/水溶液,具体请参考供应商提供的参数。它的表面张力比较低,能够很容易地润湿膜孔,克服水润湿的不足。另外,一些表面张力比水低的活性物质也不会干扰醇的表面张力。通常70/30IPA/水的完整性指标供应商是提供的,因此醇的润湿和测试可以判定滤器的完整性。但是醇润湿不能区分是润湿问题还是表面张力问题,因此如果第一次重新加强润湿就使用醇类的话,不能回答“为什么前面的测试会失败”。
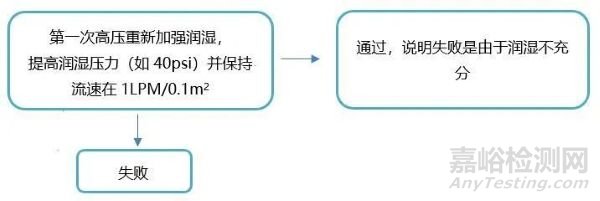
表3中的第2个优选是高压润湿,高压润湿可以通过限制下游的流速来增加系统压力,但是通常情况下,建议同时保证一定的流速。比如润湿压力可以提高到40psi,但也应结合考虑系统和过滤器的耐受压力来确定润湿压力。理想情况下,在此压力下,维持每0.1平方米1LPM(升每分钟)的流速能够使膜内的气体溶解于液体中,并随液体排出。该措施能解决润湿不充分的问题,但如果是由吸附性物质残留导致的失败,通过增加压力并不能解决问题。
所以综合上述各种加强润湿措施的特点,对于接下来要采取的措施,我们的建议如下:
1.采取高压润湿和再测试
2.如果高压重新润湿后测试仍然失败,考虑醇润湿和再测试
3.如果滤器在多次润湿之后仍然失败,那么问题可能是由于气锁现象,气锁现象是当膜上下游同时被润湿,膜中间困住的气体。气锁很难通过冲洗去除,最好的去除气锁的操作是完全地干燥滤器,通过动态的吹干2小时或者静态的80度烘干8小时之后再标准润湿,一般能通过测试。

当所有的测试都失败时,建议联系供应商,可以将滤器返还给供应商来进行缺陷分析。缺陷分析通常可以识别是物理性损坏、过压、温度,生产缺陷还是其他原因。
总结
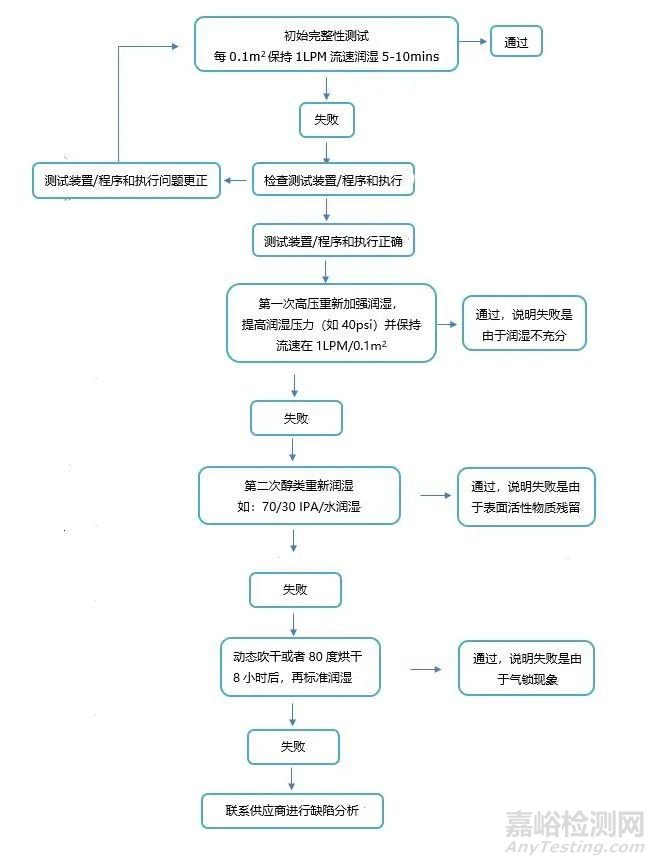
一个完整的完整性测试问题分析流程图如下图所示,我们建议根据下面的流程建立一个标准的流程(SOP)来分析失败的原因,然后采取正确的措施,并重新进行测试。可能有时候并不能完全确定失败的原因,例如,利用高压重新润湿也能够简单地去除掉表面活性物质,因为它增加了额外的冲刷。但是基于逻辑和典型已知的完整性测试失败模型,应该能提供有效的流程来解决失败的问题,并采取正确的措施。
来源:Internet
关键词: 过滤器