
嘉峪检测网 2024-08-07 15:46
导读:粗密封开裂案例发生在停产后的第一个工作日, 投产后,修饰报交线的车身检车人员报告了车身后盖流水槽PVC胶发生开裂缺陷问题
PVC(聚氯乙烯)胶是由聚氯乙烯树脂、增塑剂、增粘剂、填料、颜料等组成的单组分密封胶,灰色-白色-黑色糊状,有少许气味,是均匀无气泡的团块,在钢板表面以及有电泳层的钢板表面具有良好的粘附力。按应用位置不同,分为粗密封胶和细密封胶。粗密封胶主要应用于焊缝;细密封胶主要应用于四门两盖压合边。PVC 密封胶能够给汽车提供众多的外观和功能性能,如良好的PVC胶外观可以提升车身的外观质量,也能提供车身部件之间的粘接性、车身焊缝及压合边缘的密封、保障整车的阻尼减震,在汽车焊装、涂装工艺中车身多个位置都需要使用,还可以改善整车的气味;可以改善整车的NVH(噪声、振动与声振粗糙度),提升整车的驾乘舒适性,从而增加消费者好感,因此PVC胶的质量至关重要。常见的PVC相关的质量缺陷有:缺失、外观不良、气泡、开裂、针孔和增塑剂析出等现象。
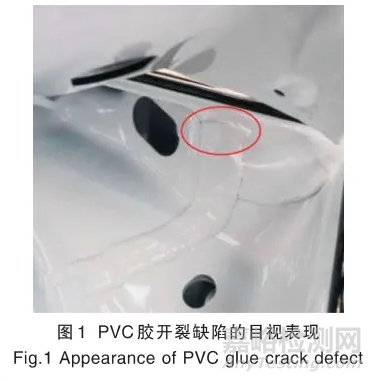
粗密封开裂案例发生在停产后的第一个工作日, 投产后,修饰报交线的车身检车人员报告了车身后盖流水槽PVC胶发生开裂缺陷问题,如图1所示。不同车身颜色均出现PVC胶开裂的缺陷,缺陷率从0飙升至约15%。也就是说,每100辆车身中有15台车身有PVC胶开裂的缺陷。本研究采用PDCA(Plan计划 → Do执行 →Chcek 检查→Act 修正)工作流程和4M1E(Man人,Machine机,Material料,Method 法,and Environment环)排查方法,提供了车身PVC胶开裂的分析和消除方案,供其他整车厂现场参考。
1 实验过程
涂装工艺:该涂装现场采用的是PVC预烘干+面漆烘干的涂涂工艺,即:电泳车身→车身底盘PVC粗密封喷涂→车身内腔PVC粗密封喷涂→ 四门两盖PVC细密封喷涂→PVC预烘干炉烘干→面漆前准备→面漆喷涂→面漆大烘干炉烘干→修饰报交→面漆前准备线黑顶遮蔽→面漆黑顶喷涂→面漆大烘干炉烘干→修饰报交。所有缺陷样件均来自于现场车身覆盖件。
材料:粗密封胶是单组分PVC胶,由A汽车零部 件有限公司供应;细密封胶是单组分PVC胶,由B汽车零部件有限公司供应。
2 结果与讨论
2.1 缺陷发生的频次和位置
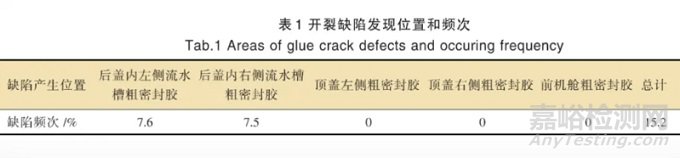
对涂装车间现场的PVC开裂缺陷进行了统计分析,见表1所示。结果表明,车身各部位出现PVC开裂的频率基本一致,没有集中部件的规律,且都出现在粗密封胶喷涂区域,与细密封胶喷涂区域无关。
2.2 设备因素排查
对表1中PVC开裂发生部位进行统计分析,结果表明,PVC开裂缺陷,没有集中出现在车身同一位置的规律。随后,排查了停产期间PVC喷涂机器人和烘干炉的维保信息和备件更换信息,结果表明,PVC喷涂机器人和PVC烘干炉没有更换备件和其他变化点,PVC开裂缺陷与PVC机器人、PVC烘干炉无关。
2.3 环境因素排查
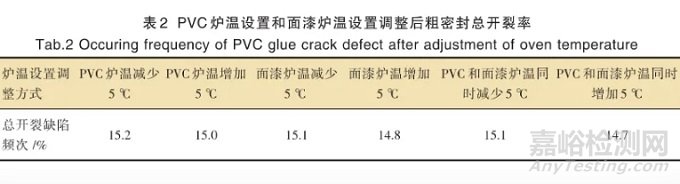
分别对PVC预烘干炉温设置和面漆大烘干炉温设置进行排查,并与停产前的炉温设置进行对比, 并没有发现变化。结果表明,烘干(环境因素)的风险因素可以基本被排除。为进一步验证炉温对粗密封开裂的影响,在满足烘干窗口的情况下,分别对PVC炉温设置和面漆炉温设置进行微调,并统计车身粗密封胶开裂率,见表2所示。结果表明,调整炉温设置,粗密封胶开裂缺陷基本没有变化,进一步证明环境因素可以排除。
2.4 材料因素排查
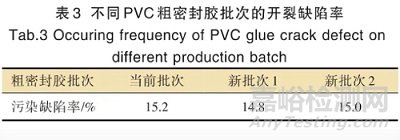
对PVC粗密封胶开裂进行排查,未发现更换批次或其他工艺变化。同时,为进一步验证PVC胶粗密封材料因素的影响,协调胶供应商从生产地运来两批新批次粗密封胶到涂装车间进行验证。将输胶管道系统中的粗密封胶分别100%置换为新批次胶。测试结果见表3,表明改变粗密封胶的批次,PVC胶开裂的缺陷率都基本保持相同,因此可以排除PVC粗密封胶材料因素。
2.5 方法因素排查
对PVC内腔粗密封喷涂机器人的工艺参数进行排查,结果表明,PVC喷涂机器人和PVC烘干炉的工艺参数在停产期间没有进行调整。可以排除PVC喷涂机器人和PVC烘干炉工艺参数的影响。
2.6 人员因素排查
对PVC生产工段的前后道工序的生产操作人员进行排查。结果显示,PVC前后道工序生产工段没有员工变化。为进一步验证人员影响,对各个工段的人员操作进行现场观察,寻找操作的风险点。结果发现,面漆前准备黑车顶遮蔽操作人员在对车身黑顶区域进行遮蔽时存在风险点,即使用工具压紧黑顶分界线胶带时可能与后盖流水槽PVC 粗密封胶发生干涉。
2.7 PVC粗密封胶开裂问题消除措施
为消除黑顶遮蔽工艺与PVC后盖流水槽粗密封胶的干涉,根源上消除粗密封胶开裂缺陷,面漆准备黑顶遮蔽人员调整了遮蔽工艺,即遮蔽工具压紧起始点从1点调整至2点(如图3所示),根源上避免了与粗密封胶干涉的风险,同时,PVC生产工段在保证密封的情况下将后盖流水槽粗密封上边缘高度往车身Z向负方向调整了5mm, 减少与遮蔽工具干涉的风险。通过对涂装车间修饰报交线的现场实车进行验证,后盖流水槽粗密封开裂缺陷率从15.1%逐渐降低到0。
通过该案例的解决,PVC工段、面漆准备工段和PVC胶的材料供应商对PVC开裂质量缺陷的消除流程进行了全过程复盘和对解决经验进行了总结,并加入到涂装车间质量缺陷排查和解决流程文件中。同时,车间要求黑顶遮蔽生产线及其他工段在引入生产辅具或者工具时,需要在全车间进行试装验证,试装合格后才允许进行引入车间进行使用。最后,车间进一步将本案例推广至其他涂装车间,供他们借鉴使用。
2.8 缺陷形成机理
PVC粗密封胶开裂缺陷的形成机理如图4所示。与常规的因钣金间隙过大或者车身应力影响造成的开裂不同,本次缺陷的形成归因于:面漆准备黑顶遮蔽线人员在进行顶盖黑顶遮蔽时需要使用辅具对分界线的蓝色胶带从车身一侧向另一侧进行压紧;PVC粗密封胶是高分子材料与填料形成的混合物,其密度和黏度都是在一定范围内波动,喷涂过程中胶的高度无法做到100%一致;黑顶分界线蓝色胶带的压紧动作是由准备遮蔽人员进行手工压紧,其最终压紧高度也无法做到每台车身100%一致,在此过程中,就存在分界线粘贴的辅具与流水槽的粗密封胶的上边缘发生干涉的情况,最终造成工具划破粗密封胶上边缘表面形成目视的胶开裂。
3 结语
PVC密封胶开裂不仅会影响车身的外观质量还可能影响车身的功能质量;这是消费者目视可见的质量缺陷,不利于消费者对车身的感官感受,会对汽车销售产生不良的影响。而造成PVC密封胶开裂的原因比较复杂,可能是烘干条件、喷涂参数设置、车身结构、材料本身性能,可能是人员操作等因素,也可能是几种因素叠加造成的。因此,遇到开裂缺陷时,不能仅凭经验进行判断,还需要进行快速和全面的分析,甚至可以借助先进的分析手段,来锁定问题的原因,并快速制定行之有效的措施,不断总结完善涂装车间的质量管理,以打造更高品质的涂装质量和 汽车质量。
作者:刘文济,何镇航,黄龙武,易文忠,臧超
(一汽-大众汽车有限公司佛山分公司,广东佛山528237)



来源:涂料工业