
嘉峪检测网 2024-09-14 13:26
导读:研究人员采用一系列理化检验方法分析了钢材断裂的原因,以避免该类问题再次发生。
近年来,我国基础建设进入了蓬勃发展期,其中钢结构在城市建筑中发挥着重要作用。各钢结构企业都在增加自身研发的投入,改良焊接技术,追求技术革新。因此,保证钢产品的质量至关重要。
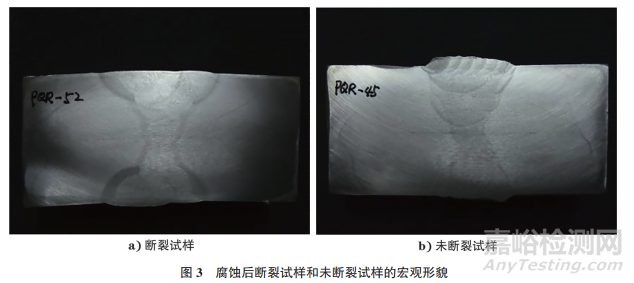
某钢结构安装厂对S460M钢进行了焊接工艺评定认证,在对某钢材进行180°弯曲测试时,出现了断裂情况(见图1)。研究人员采用一系列理化检验方法分析了钢材断裂的原因,以避免该类问题再次发生。

1、理化检验
1.1 化学成分分析
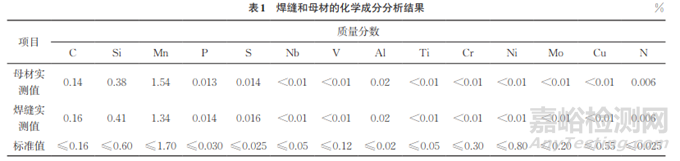
分别在试样断口附近的焊缝和母材处取样,采用电感耦合等离子光谱仪和碳硫分析仪对试样进行化学成分分析,结果如表1所示。由表1可知:母材和焊缝的化学成分非常接近,都符合EN 10025-4—2004 《热机械轧制可焊接细晶粒结构钢的交货技术条件》对S460M钢的要求。
1.2 力学性能测试
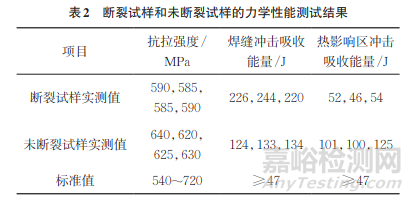
在断裂试样上取横向拉伸试样,分别在断裂试样的焊缝和热影响区处取冲击试样,在未断裂试样上取横向拉伸试样,分别在未断裂试样的焊缝和热影响区处取冲击试样,按照EN 10025-4—2004的要求对试样进行拉伸试验及-20℃冲击试验,结果如表2所示。由表2可知:断裂试样热影响区有一组试样的冲击吸收能量低于标准要求;在拉伸试验后,未断裂试样均断裂在母材处,且未断裂试样的抗拉强度均大于断裂试样。
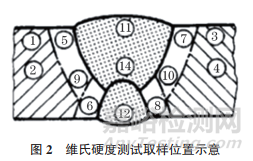
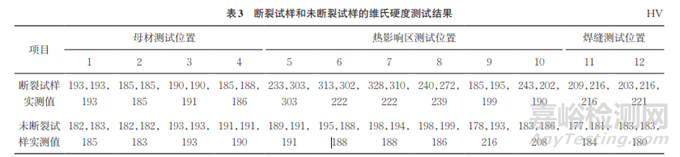
在断裂试样和未断裂试样的焊接接头处取样,对试样进行维氏硬度测试,取样位置如图2所示,测试结果如表3所示。由表3可知:断裂试样和未断裂试样在母材处的硬度几乎一致,而断裂试样和未断裂试样在焊缝和热影响区处的硬度有较大差异。
1.3 金相检验
按照ISO 15614-1:2017 《金属材料焊接工艺规范和鉴定 焊接工艺试验 第1部分:钢的电弧焊和气焊与镍及镍合金的电弧焊》的要求,分别对断裂试样和未断裂试样进行腐蚀,腐蚀后试样的宏观形貌如图3所示。由图3可知:腐蚀后断裂试样和未断裂试样热影响区和焊缝处均未见气孔、夹杂物和裂纹等缺陷。
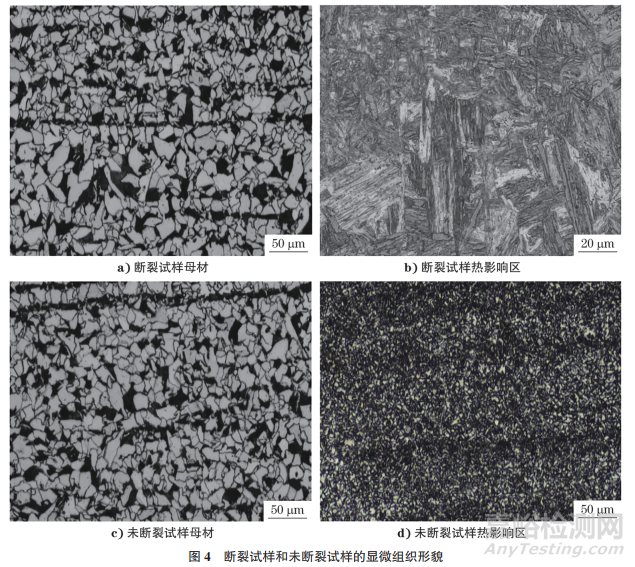
在断裂试样和未断裂试样母材和焊缝周围切取试样,用体积分数为4%的硝酸乙醇溶液腐蚀试样,将试样置于光学显微镜下观察,结果如图4所示。由图4可知:断裂试样和未断裂试样母材的组织都是铁素体+珠光体,但是断裂试样热影响区附近存在大量的马氏体,马氏体是奥氏体通过无扩散型相变转变成的亚稳定相,马氏体会使材料产生淬火应力,从而导致材料发生变形开裂。
1.4 扫描电镜 (SEM) 及能谱分析
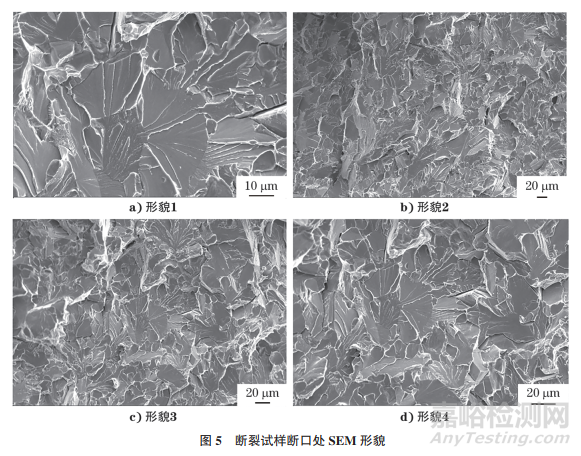
断裂试样断口处的SEM形貌如图5所示。由图5可知:试样断口处可见解理断裂特征形貌,断口附近可见夹杂物,断口处可见明显的河流状纹路,呈脆性断裂特征。
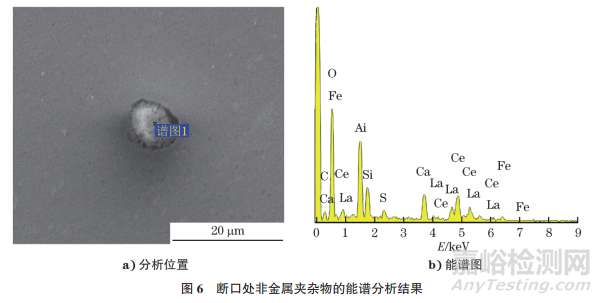
利用能谱仪对断口处的非金属夹杂物进行分析,结果如图6所示。由图6可知:非金属夹杂物的主要成分为氧化物。
2、综合分析
根据上述理化检验结果可知:弯曲试样的断裂原因是焊接保温工艺参数控制不当,造成材料中出现大量马氏体以及非金属夹杂物。由于在焊接时伴随着高热量的输入,因此在焊接完成后,一定要注意温度的控制和保温处理,温度控制不当会使材料热影响区附近产生马氏体,导致热影响区的硬度升高,韧性下降。非金属夹杂物会降低钢的塑性、韧性及疲劳极限。非金属夹杂物会使钢材形成热加工纤维组织与带状组织,使材料具有各向异性,并降低材料的冲击韧性。夹杂物与金属的弹性、塑性、热膨胀系数等均存在差异,不同形态的夹杂物混杂在金属内部,破坏了金属的连续性和完整性,影响了加工零件的表面质量,缩短了加工工具的使用寿命。
弯曲试样断口处存在大量的非金属夹杂物,在进行母材检验的时候,未出现类似情况,因此推断非金属夹杂物是在焊接时外来引入的。通过与工厂技术人员进行确认,发现使用的焊剂颗粒度较大,但由于执行了小颗粒度焊剂的焊接工艺,因此部分焊剂没有完全熔化,在焊缝及热影响区周围区域产生了大量非金属夹杂物。
3、结论与建议
钢材的焊接工艺控制不当,断口周围存在大量的氧化物夹杂,以及焊缝及热影响区存在硬脆性马氏体,破坏了金属基体的连续性,这些因素最终导致弯曲试样发生脆性断裂。
建议在钢管焊接后增加保温、控温等措施,更换颗粒度细小的焊剂,以便焊剂能在焊接时均匀熔化,避免材料中出现非金属夹杂物。
作者:王越宇
单位:天津市产品质量监督检测技术研究院 检测技术研究中心
来源:《理化检验-物理分册》2024年第7期

来源:理化检验物理分册
关键词: 焊接钢管弯曲测试