
嘉峪检测网 2024-10-14 16:27
导读:本文围绕本厂20Cr13钢经炼钢连铸电极坯冶炼+电渣重熔+锻造工艺,成品探伤检验不合格,通过定性分析,找到原因,从而说明电渣重熔去除夹杂/夹渣的能力有限。
20Cr13 是马氏体不锈钢,常用来制造汽轮机叶片、存储容器、化学反应容器、螺栓、阀体等,用于抗氧化腐蚀等复杂工况环境。近些年,该品种在炼钢+轧制工艺基础上,发展出了炼钢+电渣+锻制工艺,并扩展增加了一些尺寸规格,以便更好的服务于复杂的工况环境。该品种通过电渣重熔后,组织更加致密,夹杂物评级水平显著提升,结合锻制的大压下量工艺,钢材芯部缺陷易于焊合,产品低倍质量优异,成品钢材机械性能显著提升。
本文围绕本厂20Cr13钢经炼钢连铸电极坯冶炼+电渣重熔+锻造工艺,成品探伤检验不合格,通过定性分析,找到宏观缺陷是由原始连铸电极坯中大颗粒夹渣在电渣重熔后未完全去除导致,从而说明电渣重熔去除夹杂/夹渣的能力有限。
1、20Cr13电渣钢夹杂物要求
20Cr13电渣钢锻制成品的夹杂物、探伤要求,见表1。表1为20Cr13电渣钢夹杂物要求、探伤要求。
表1
2、20Cr13品种化学成分要求
20Cr13 品种化学成分,见表2。
表2

3、20Cr13生产工艺流程
20Cr13锻制成品规格为Φ420mm 圆钢,生产工艺流程为初炼炉(转炉、电炉、合金熔炼炉)→AOD 精炼炉→LF 精炼炉→连铸180 方坯(原始电极坯)→电渣重熔→钢锭缓冷退火→钢锭加热锻制→钢材缓冷退火→检验修磨入库。
4、20Cr13电渣重熔工艺、成品检验情况
4.1 20Cr13电渣重熔工艺
采用本厂恒熔速气密性保护气氛单项双支臂电渣炉冶炼,重熔坯采用端面180方连铸坯(原始电极坯)组合焊接成“田”字形坯,电渣结晶器采用Φ758mm锭型,熔速控制0.7~0.8D (D 是结晶器直径/mm),使用的电渣预熔渣配比:CaF2:Al2O3:CaO:MgO:SiO2=50%:25%:22%:2%:1%。
4.2 20Cr13电渣钢成品探伤检验
锻造1支Φ758mm 电渣锭至Φ420mm 圆钢,成品探伤检验按照GB/T6402—2008 II 级,发现“距电渣锭头部充填端3 700mm处有550mm长度不合,缺陷的伤波大于底波”。
4.3 20Cr13电渣钢成品缺陷解剖、电镜分析
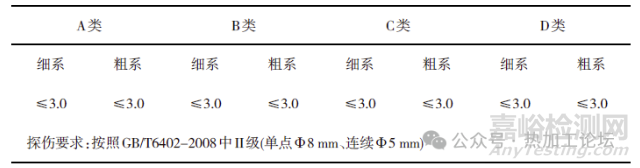
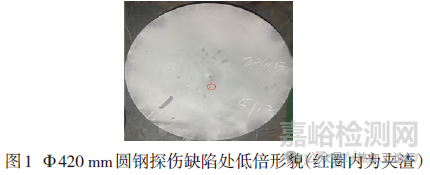
1)为了确定缺陷类别、工序责任,在4.2 条款描述的550 mm 长度缺陷范围内,垂直于钢材长度方向随机切割1片25mm 厚低倍片,酸浸后发现低倍片横向中心部位可见非金属大颗粒夹渣、直径1.3mm,见图1 和图2(图2 对非金属夹渣形貌放大);
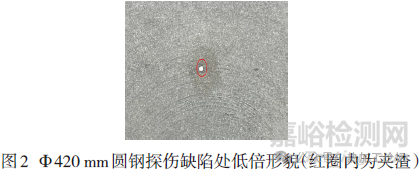
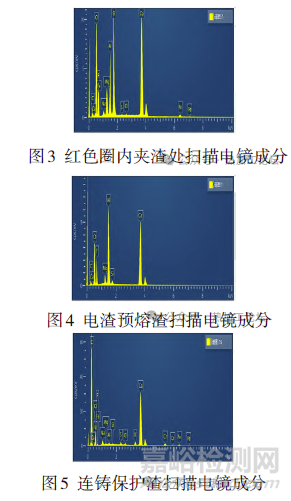
2)为了进一步锁定非金属夹渣来源,分别对该处缺陷、电渣重熔预熔渣、连铸保护渣的多点进行扫描电镜分析,首先发现缺陷非金属夹渣处有C、O、F、Na、Mg、Al、Si、S、Ca、Fe元素,有Na元素,电镜扫描成分见图3所示;再发现电渣预熔渣可见C、O、F、Mg、Al、Si、Ca,无Na元素,电镜扫描成分见图4所示;最后发现连铸保护渣可见C、O、F、Na、Mg、Al、Si、Ca、K、Fe,有Na元素,电镜扫描成分见图5所示。
5、20Cr13电渣钢宏观缺陷产生原因分析和措施
5.1 20Cr13电渣钢宏观缺陷产生原因
通过本文4.3条款中对比电镜结果可知,本次成品非金属夹渣缺陷的产生与原始连铸电极坯,因浇铸环节发生卷渣,出现大颗粒夹渣有密切关系,而电渣重熔过程无法保证大颗粒夹渣的充分去除,去除夹杂/夹渣能力有限,从而滞留在钢中。
为了进一步论证上述提出的观点,通过查询与电渣预熔渣以及连铸保护渣相关文献,结合与本厂合作的预熔渣、保护渣厂家进行交流,了解到电渣预熔渣在制作过程中未配入Na相关的物资,文献中电渣预熔渣成分也未检验到Na元素;连铸保护渣中配入了Na相关的物资,其作用是为了充当助溶剂,与保护渣中的高熔点Al2O3、SiO2机械混合,降低混合物熔点和粘度,保证保护渣的流动性、稳定性,本厂20Cr13类品种所采用的连铸保护渣中Na 相关物资配入占比小于10%。另外,电渣重熔预熔渣的高熔点组元有Al2O3、CaO、MgO、SiO2,属于低熔点、促进夹杂物去除、调整渣液流动性、降低混合熔渣熔点的组元是CaF2,CaF2属于高占比组元,预熔渣系配比中占比多大于50%;若是在预熔渣中配入Na相关物资进行调渣,一方面,会增加成本,另一方面,也容易在电渣重熔过程带入Na元素,综合考量电渣预熔渣不适于配入Na 元素。
综上述,再次验证了本次非金属大颗粒夹渣的产生与原始连铸电极坯因浇铸环节异常,出现卷渣带入有关。
5.2 20Cr13电渣钢宏观缺陷改善措施
1)需要从源头切断原始连铸电极坯卷渣风险,确保浇铸过程浸入式水口插入结晶器深度适中,水口垂直对中于结晶器,避免渣面露红,及时挑渣条等;
2)电渣重熔过程可以适当调整供电制度,也可以通过调整渣系组元,增加渣量等手段,降低熔化速度,促进形成浅平熔池,有利于夹杂/渣上浮;
3)当检验到电渣成品材中存在宏观非金属夹渣/杂时,为了挽救产品、降低损失,可以进行二次电渣重熔,从而降低因宏观缺陷导致的产品报废(二次电渣重熔方法在本厂有过生产实践经验,以微观夹杂物为例,可以提高A/B/C/D 等各类夹杂物0.5~1.0级)。
6、结论
本文对20Cr13电渣钢宏观非金属夹渣产生原因进行了定性的分析,本次缺陷与原始连铸电极坯中携带大颗粒夹渣有关,在电渣重熔过程没有得到充分去除,滞留在成品钢材中;通过对原始缺陷、保护渣、预熔渣电镜比对分析等方式,进一步验证了缺陷产生于原始连铸电极坯。改进措施是降低原始连铸电极坯卷渣风险、降低电渣熔化速度、二次电渣重熔。

来源:东北特殊钢集团股份有限
关键词: 不锈钢