
嘉峪检测网 2024-11-06 17:22
导读:本文介绍了锂离子电池负极极片干燥开裂机理与影响因素。
在锂离子电池极片的干燥过程中,极片开裂是一种常见问题。将分散体涂层涂在无孔刚性基材(即集流体)上并干燥时,干燥过程中涂层溶剂在基材表面蒸发,剩余的粒子则会向下沉积,导致涂层整体收缩。然而,由于受到刚性基材的限制,涂层体积的减小会在极片上产生各种应力,当累积应力超过粒子间的结合力时,裂纹便产生以释放这些应力。普遍认为:毛细管压力是导致干燥开裂的主要原因。锂想生活公众号之前也分享了干燥开裂的临界厚度公式。
锂电池负极极片涂层的干燥成膜过程中,涂层不同区域的开裂机理存在差异。虽然中部主体区域和边缘区域的开裂都涉及到毛细作用、颗粒聚集、内应力积累和残余热应力等因素,但中部主体区域的开裂主要由局部毛细内聚力不足和溶剂蒸发导致的裂纹扩展所引起;而边缘区域的开裂则主要受水平流动、溶质浓度不均和粘结剂引起的横向收缩影响。
极片涂层中部主体区域干燥开裂机理
如图 1所示,锂电池负极极片涂层中部主体区域在干燥初期,空气透过颗粒网络,气液界面在溶质颗粒之间形成弯月面,这些弯月面产生的毛细作用促使颗粒聚集,进而形成内聚力 F1,如示意图 1b所示。在颗粒间隙较大的区域(标记为黄色圆圈),毛细内聚力相对较弱,随着溶剂的蒸发,这些缝隙逐渐扩大,成为裂纹源点,如图 1b至 1c的转变过程所示。随着干燥过程的进一步进行(如图1d至1e阶段),内部溶剂持续蒸发并通过已有裂纹向上扩散,导致裂纹的扩展和加宽。由于涂层中石墨和炭黑等主要溶质颗粒的高弹性模量,以及颗粒间接触应力难以通过形变来缓解,从而在内部积累应力。这种应力积累使得涂层在干燥过程中更容易出现开裂现象。
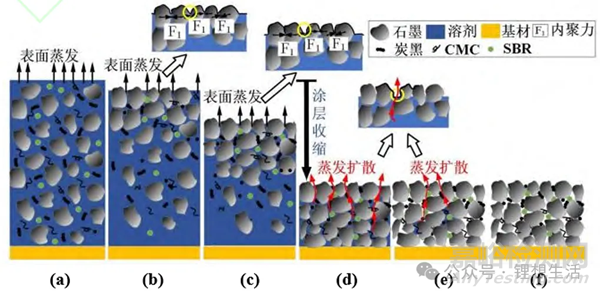
图1 锂电池负极极片涂层中部主体区域干燥开裂机理示意图,(a)锂电池极片初始涂层;(b)涂层表面形成固结层;(c)固结层加厚;(d) 固结层到达基材;(e)骨架剩余溶剂蒸发扩散;(f)最终形成骨架
极片涂层边缘区域干燥开裂机理
在边缘涂层干燥过程中,水平流动促使炭黑、CMC(羧甲基纤维素钠)和 SBR(丁苯橡胶)等成分在石墨颗粒之间自由移动,并在干湿界面处堆积(如图2所示),形成较厚的区域。锂想生活公众号之前也分享了常见的涂布缺陷。这一过程增大了弯月面曲率和毛细力。在此阶段,小尺寸的炭黑颗粒和部分石墨颗粒在界面左上部(红色椭圆区域)聚集,形成了高毛细力区域。相反,界面的右下侧(灰色椭圆区域)炭黑含量减少,毛细力相对降低,由此产生的拉应力增加了开裂的风险。此外,由于溶质浓度在界面两侧不均匀,右侧(靠近涂层中心)溶质浓度较低,可能导致干膜厚度减小,两侧厚度不均,进一步加剧了开裂的可能性。另外,粘结剂在干湿界面附近较为集中,这导致了涂层在干燥过程中发生严重的横向收缩,从而产生了较大的残余热应力,在后续的展平或冷却过程中,这些应力被强制消除,导致此处涂层发生开裂。
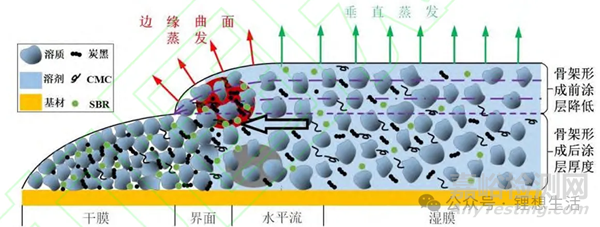
图2 锂电池负极极片涂层边缘区域干燥开裂机理示意图
极片干燥开裂驱动力
在极片干燥过程中,溶剂的蒸发导致颗粒间弯月面的形成,进而引发了毛细压力,即弯月面两侧形成的压力差。这一现象可以通过以下公式进行量化:
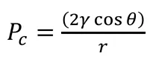
式中:γ 代表液气界面的表面张力(N/m),θ 是液体与颗粒表面的接触角(°), r 是弯月面的曲率半径(m)。在毛细压力的作用下,颗粒网络开始收缩,导致涂层在宏观层面出现体积收缩趋势。然而,涂层的收缩受到基底材料的制约,从而在涂层内部产生了拉应力。当拉应力超过涂层的承受极限时,涂层便会出现开裂。
极片干燥开裂边界条件
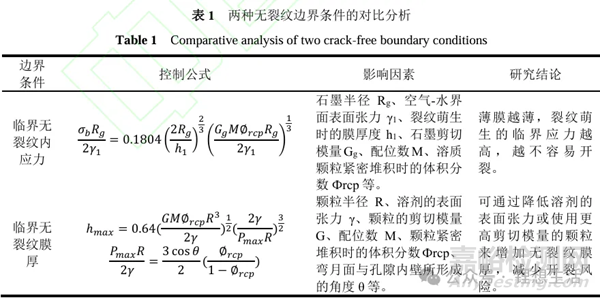
为了深入分析这种开裂缺陷,研究者们提出了临界无裂纹内应力和临界无裂纹膜厚两种边界条件,旨在为锂离子电池无裂纹极片的制造提供理论指导。 在锂离子电池正负极极片的干燥过程中,溶剂的蒸发和毛细作用都会在极片内部引发应力,当这种应力超过某一临界值时,极片涂层便形成裂纹以缓解压力,该临界值就是临界无裂纹内应力。而临界无裂纹膜厚是指在涂覆过程中,涂层能够保持无裂纹状态的最大厚度,一旦超过这个厚度,涂层在干燥过程中由于内部应力过大而易于产生裂纹。该厚度受涂层材料特性、溶剂挥发速率、干燥条件以及基材性质等多因素共同影响。
影响因素与抑制措施
材料颗粒尺寸
选用足够小的颗粒尺寸可以有效避免颗粒开裂。具有较大纵横比的椭圆形粒子有利于减少嵌入诱导应力。因而在锂离子电池的循环中,为了降低嵌入诱导应力,合成尺寸较小且纵横比较大的电极粒子是一种理想的策略。然而,小颗粒会导致更大的电化学表面积和更多的锂消耗,特别是在固体电解质中间相形成阶段,甚至可能增加的溶剂共插层程度。因此,但在实际应用中仍需综合考虑其他因素。
粘结剂
粘结剂在调节电极微观结构总应力及颗粒接触点应力松弛方面起着至关重要的作用,其应用降低了整个电极结构的应力水平,尤其在粘结剂与颗粒接触边缘区域,应力显著降低。不同粘结剂对干燥裂纹形成的影响各异。水系粘结剂,如海藻酸钠(SA)、全氟磺酸(Nafion)和羧甲基纤维素钠(CMC-Na)在快速干燥过程中易形成微小裂纹,而使用 PVDF 粘结剂的电极则未出现裂纹。这种差异归因于粘结剂屈服应力、硬度、弹性和粘附强度的不同。锂想生活之前也分享过常见粘结剂的特性。
为了达到最佳的抗裂性能,理想的粘结剂应具备适当的屈服应力以降低涂层整体应力,适中硬度以平衡体积变化与防止粘性蠕变,以及高弹性和适中的粘附强度以有效抑制裂纹扩展。
涂层厚度
极片涂层厚度也会影响干燥裂纹的形成。一方面,涂层厚度的变化会导致裂纹模式的转变。如图 3 所示,随着涂层厚度的减小,裂纹尺寸减小,直至达到临界厚度以下,不再观察到裂纹。而当涂层厚度增加时,裂纹尺寸增大,密度增加,裂纹呈现出“扩展”模式。但是如锂想生活之前分享的文章,涂层厚度对电池性能的影响也需要充分考虑。
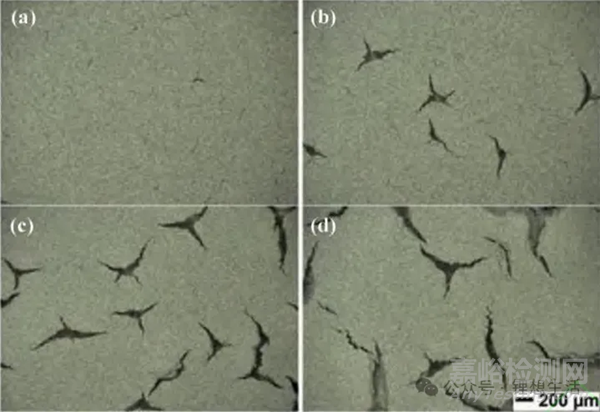
图3 表面质量负载量为(a)15.0 mg/cm2、(b)17.5 mg/cm2、(c)20.0 mg/cm2和(d)25.0 mg/cm2的水处理 NMC阴极的光学显微镜图像
另一方面,涂层的具体厚度还会直接影响裂纹的形态。在干燥过程中,随着涂层厚度的增加,裂纹形态从无裂纹、龟裂到螺旋形裂纹等多种形态变化。这是因为涂层厚度的变化改变了内应力的大小和分布,进而影响了裂纹的形成。
集流体材料
干燥过程中,集流体(即基底)材料的性质也会影响裂纹的形成。其次,基底材料的表面特性,如浸润性,亦影响裂纹形成。疏水基底可降低涂层与基底间的相互作用,减少裂纹倾向,降低裂纹扩展速度。最后,基底材料的刚度也对裂纹密度有显著影响。低弹性模量的基底材料可减少裂纹密度,甚至在无基底束缚时,涂层也不会开裂。
溶剂蒸发速率
在锂离子电池极片制造中,溶剂的蒸发受干燥环境温度和湿度共同控制,干燥条件严重影响涂层稳定性,适当的湿度控制和环境管理是预防涂层开裂的关键。高温度和低湿度会导致溶剂快速蒸发,增加极片涂层内部应力,从而引发涂层开裂。
同时,涂布厚度和面积质量载荷也会影响溶剂的蒸发速度和干燥均匀性,同种浆料在同一干燥温度条件下面积质量载荷越大,所含溶剂越多,蒸发导致真空干燥箱环境的湿润程度越大,空气中的水蒸气分压越高,减少了溶剂分子逃逸的动力,蒸发速度减缓,可能导致干燥不均匀,涂层开裂风险增加。而当面积质量载荷一定时,干燥温度越高,涂层蒸发速率越快。

图4 极片裂纹与干燥温度和面密度载量的关系图
总之,干燥过程中产生的裂纹主要是由毛细压力引起的。关键因素可以归纳为两个层面:一是涂层的内在特性,涉及涂层材料的选取和涂层厚度的选择;二是涂层的边界条件,包括集流体材料的选择以及由干燥环境的温度和湿度共同决定的溶剂蒸发速率。在极片裂纹控制方面,除了材料选择外,优化涂层面密度载荷和干燥条件也是关键。
本文来源于:姚洁丽,伍小波,刘紫鹏,唐繁荣,廖常平.锂离子电池负极极片干燥开裂机理与影响因素研究综述[J/OL].材料导报.

来源:锂想生活