
嘉峪检测网 2025-03-14 20:54
导读:本文将重点阐述诊断试剂生产过程中的注意事项以及配套设备的保障,期望能为计划建设冻干诊断试剂微球生产线的企业提供有价值的参考。
随着体外诊断(IVD)行业的迅速发展,对诊断试剂行业在运输和数量上提出了新的挑战。冻干法诊断试剂能够有效避免冷链运输的问题,但其产能较低、能耗较高,这在一定程度上限制了其推广速度,迫切需要新的工艺路线来改进。新型冻干诊断试剂微球不仅解决了冻干诊断试剂无需冷链运输的问题,还在产能、效率、能耗等方面展现出独特优势,有望在一定程度上取代现有的原位冻干诊断试剂形式。然而,冻干诊断试剂微球的生产工艺配套仍在持续的探索与优化中。本文将重点阐述其生产过程中的注意事项以及配套设备的保障,期望能为计划建设冻干诊断试剂微球生产线的企业提供有价值的参考。
1.体外诊断试剂行业的发展与挑战
1.1IVD行业发展概况
随着体外诊断(IVD)行业的迅速发展,通过分子、即时检测(POCT)和免疫等多种方法学推出的体外检测试剂,已成为控制疫情的关键工具[1-2]。
各种方法学的 IVD 试剂通常包含核酸、抗原、抗体和酶等生物大分子[3],这些生物活性物质的结构和功能易受温度影响而失活,这给检测结果的准确性带来了挑战。因此,诊断试剂在存储和运输过程中对温度控制有着严格的要求。更高效的生产工艺、更卓越的试剂稳定性和更低的运输成本,将对整个行业的发展产生深远的影响。
1.2诊断试剂常见形式
体外诊断试剂,以分子诊断试剂为例,通常分为液相和固相两种形式。固相形式又细分为原位冻干和冻干微球型,如图1、图2 和图3 所示。液相形式的体外诊断试剂通常需要冷链运输和冷藏工艺,这不仅增加了运营成本,还可能对产品质量造成潜在风险。原位冻干技术解决了冷链运输问题,使得诊断试剂可以在常温下运输,但包材间的间隙、试剂盒与冻干板层的不匹配、试剂盒及包材的不良热传导性、复杂的进出料工艺等问题,在一定程度上限制了原位冻干的产能、利润及推广。新型冻干诊断试剂微球不仅解决了冻干诊断试剂无需冷链运输的问题,还在产能、效率、能耗等方面展现出独特优势,有望在一定程度上替代现有的原位冻干诊断试剂形式。

图1 液相型
图2 原位冻干

图3 冻干微球
三种形式的诊断试剂各有其优缺点,详细对比见表1,具体内容将在后续文中详细阐述。
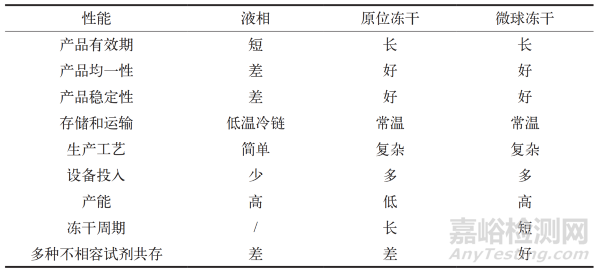
表1 三种形式诊断试剂对比表
2.冻干诊断试剂微球生产工艺流程
冻干诊断试剂微球的生产涉及将微量诊断试剂料液迅速冻结成均匀的颗粒,随后通过冻干机进行干燥处理,最后利用特制的分装器快速分装到容器内,从而获得微球冻干制品。
2.1生产工艺流程梳理
冻干[4],也称为真空冷冻干燥,是在物料冻结的状态下,在真空环境中进行,使物料中的水分直接升华,以达到干燥的目的。经过冻干处理后,水汽升华通道使得制品形成疏松多孔态,具有良好的复水性,如图4 所示。冻干是目前针对温度敏感产品的最理想干燥方式,复水后,可以有效恢复其理化特性。
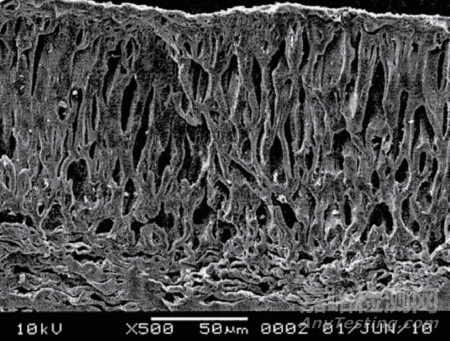
图4 冻干物料疏松多孔状
鉴于冻干的特性,冻干过程不会改变物料的形态。因此,为了形成球形颗粒态,必须在冻干前引入滴珠制粒设备,使诊断试剂料液在冻干前形成球形,并在冻干机内维持其形态进行干燥,如图5 所示。冻干后,诊断试剂微球通过专业分装设备快速完成分装。
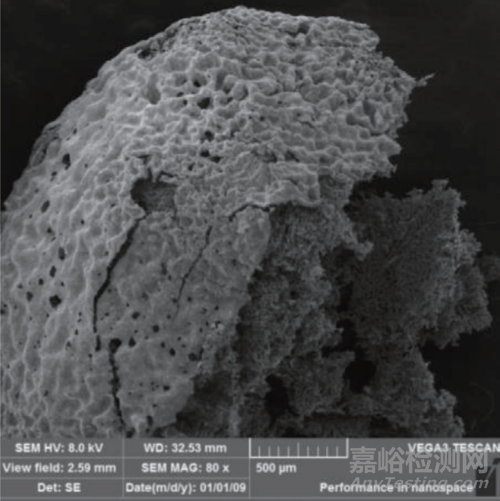
图5 冻干诊断试剂微球电镜照片
2.2生产工艺流程
经过梳理的冻干诊断试剂微球生产工艺流程如下:
● 配料 / 配液:配置诊断试剂料液;
● 滴珠制粒:将诊断试剂料液速冻成定量的微球颗粒;
● 冻干:将滴珠制粒的微球进行升华干燥;
● 分装:将冻干后的诊断试剂微球分装到包材内;
● 密封:对分装冻干诊断试剂微球的包材进行铝箔袋封口;
● 后道包装:将最终成品装盒、装箱、码垛。
3.冻干诊断试剂微球产线
根据前文所述的制备工序,冻干诊断试剂微球生产线可细分为上游设备、核心设备以及下游设备。核心设备主要负责将冻干诊断试剂微球从原料液转化为最终产品。生产线布局如图6 所示。

图6 冻干诊断试剂生产线
3.1配液系统及配方设计
冻干诊断试剂微球产线的配液系统及其配方设计构成了整个生产线的前端工序。鉴于当前的生产规模,该配液系统呈现出小型化的特征,单批产能主要控制在 5L 以下。在设计冻干诊断试剂微球产线的配液系统及处方时,需考虑以下因素:
(1)在滴珠制粒过程中,液氮速冻及液氮环境冷藏(-196℃)的条件与传统的原位冻干 ( 一般不低于 -45℃)存在显著差异。因此,处方中冷冻保护剂的选择及其配比对最终诊断试剂的效果具有重大影响。在从原位冻干转向诊断试剂微球的过程中,需要特别关注。即使是相同的有效成分,不同的冷冻保护剂配比也可能导致冻干微球产品的效果截然不同。如图7所示,1号配方在冷冻过程中出现炸裂现象,且冻干时出现萎缩,而 5 号配方则表现较为理想。
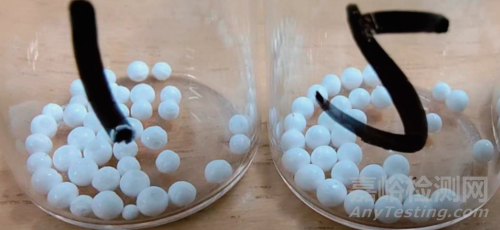
图7 不同冷冻保护剂的效果
(2)在冻干后,诊断试剂微球相较于原位冻干,需要增加分装工序,其理化性质决定了分装速度和可靠性。如果冻干微球过轻,会导致分装过程中产生静电,还可能导致粘连容器、跳球、以及微球极易破碎等问题,这些都会严重影响分装效果。因此,适当提高诊断试剂的固含量,有助于改善冻干微球的分装过程。
(3)冻干后的制品具有疏松多孔的结构,如图5 所示。大规模的冻干微球生产线,自然需要一定的分装时间。如果产品极易吸潮,将对最终产品的特性产生影响。因此,在配液及处方开发过程中,需要考虑进行适当的调整,以减少产品的吸潮特性。
(4)添加剂和保护剂是辅助手段,它们不应影响诊断试剂的最终性能。应以试剂的最终效能为指导,这可能需要大量的实验来探索。
3.2滴珠制粒
常规单人份冻干诊断试剂微球的体积通常集中在 10 ~ 25 μl/颗,个别产品可达50μl/颗。体积与颗粒大小的对应关系详见表2。对于 10 μl 以下的诊断试剂微球,保证颗粒均一度是一个挑战,对滴珠制粒设备提出了较高的要求;对于 30 μl 以上的诊断试剂微球,在液氮速冻过程中防止炸裂(图8)和分散,同样对液态诊断试剂的处方开发提出了严格要求。
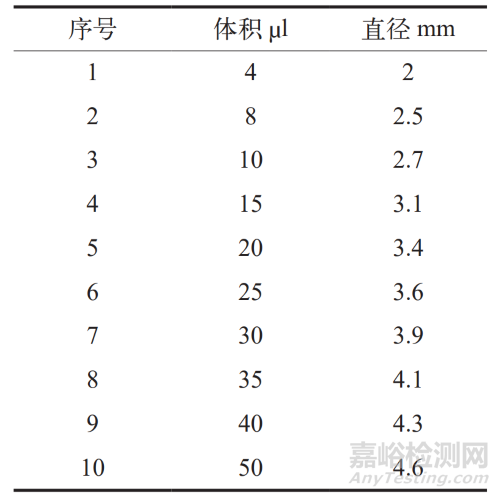
表2 滴珠体积和微球直径关系
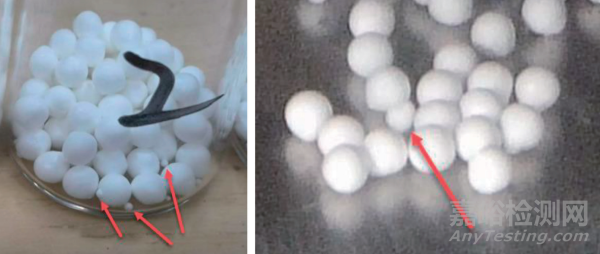
图8 速冻时炸裂
(1)产能:滴珠制粒机作为生产线上的核心设备,主要负责实现高效的滴珠制粒作业。对于 8 通道制粒机来说,其每小时的产量可达到 2 ~ 3 万颗,这一数字取决于精度要求、颗粒大小以及料液特性等因素。
(2)速冻:尽管滴珠制粒涉及将诊断试剂料液滴入 -196℃液氮中进行冷冻,但这一过程也难以实现所谓的“瞬间冷冻”,特别是对于大尺寸的颗粒。通常情况下,冻结过程可能需要持续10 ~ 30 s。在速冻完成之前,液滴会浮在液氮表面,如图 9 所示。速冻一旦完成,液滴便会沉入液氮底部。多个未完成速冻的“液滴”在相互接触时,会发生粘连,如图 10 所示,这将影响该诊断试剂微球的精度。因此,在滴珠制粒调速过程中,这一点需特别留意。
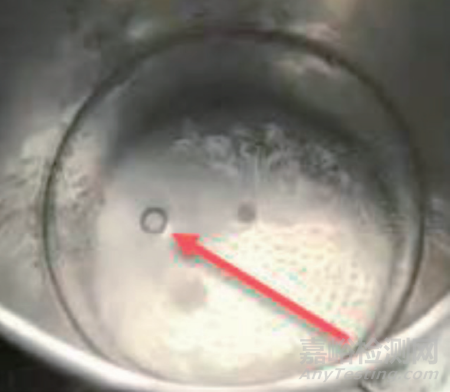
图9 速冻未完成
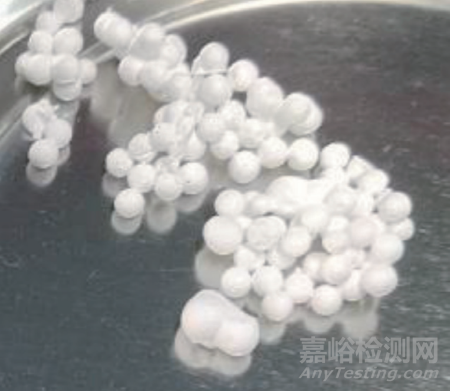
图10 颗粒沾粘
(3)补充液氮:在滴珠制粒过程中,液氮的持续消耗是不可避免的。如何有效降低液氮的消耗、及时补充液氮、缩短每次补充液氮所需的时间以及减少补充次数,都是生产过程中必须面对的实际问题。如果液氮储槽容量太小,将导致频繁的液氮添加;而储槽容量过大,则可能导致生产结束后液氮的大量浪费。因此,应根据产能需求,综合考虑选择合适的液氮储槽。
目前,市场上也存在一些滴珠制粒机,它们能够加快料液的速冻过程,从而缩短制粒周期。具体的工艺流程需要诊断试剂制造商与滴珠机制造商共同定制开发。
(4)料液补充及监测:在滴珠制粒过程中,诊断试剂的料液也在不断消耗,因此需要人工监控或滴珠制粒设备具备自动吸空报警功能。当料液不足,滴珠装置吸入空气时,如图11 所示,需要立即进行报警和干预,以确保制粒的精度。
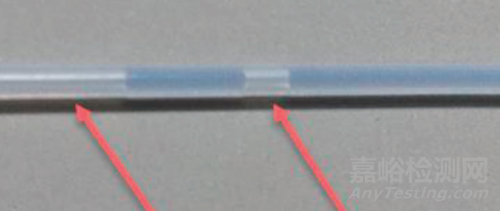
图11 吸空气泡
(5)安全相关:在滴珠制粒过程中,液氮的不断消耗会产生氮气,这可能导致房间内氮气浓度升高,氧含量下降,存在安全隐患。因此,在车间设计时,该房间必须具备良好的通风换气功能,并且需要增加监测设备,以预防和规避安全风险。
3.3冻干
冻干的定义已在前文详细说明,而在冻干过程中,只需遵循既定的工艺曲线操作。本文将仅对原位冻干的产能和效率进行比较。
3.3.1 产能对比
(1)以 8 联管为例,原位冻干过程中,由于 96 孔板及载架是标准化产品,而冻干机的板层也遵循特定标准,但两者之间缺乏兼容性,导致在原位冻干时出现显著的板层空间浪费,如图 12 所示。此外,在 96 孔板或载架上,8 联管的横向与纵向排列之间存在较大的间隙,导致空间浪费。以 0.5 m2 的冻干机为例,其批次产量大约为 3840 支管。

图12 原位冻干
(2)微球冻干过程中,滴珠制粒后的微球可以倒入冻干机配套的金属托盘中进行干燥,从而避免了板层空间的浪费;同时,微球之间可以紧密排列,不存在间隙浪费,如图 13 所示;以 0.5 m2 冻干机为例,每批次产量可达到 60000 颗(以10μl的球为例),能够装载 60000 支管;与原位冻干相比,产能提升了 15.6 倍。

图13 微球冻干
3.3.2 效率对比
(1)在原位冻干中,板层的热量需通过 96 孔板或载架传递至 8 联管,然后传导至试剂,由于 96 孔板、部分载架及 8 联管的导热性能不佳,导致试剂受热缓慢,从而延长了冻干周期。此外,原位冻干的水汽升华通道较小,仅相当于原位冻干液面的面积,如图14 所示。
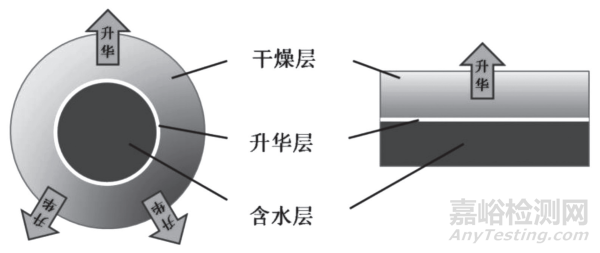
图14 水汽升华通道对比
(2)微球冻干过程中,板层上的热量可以迅速传递至金属托盘,进而快速传导至诊断试剂微球,实现快速升温,缩短冻干周期。而且,每一颗诊断试剂微球的球面都成为水汽升华的通道,与原位冻干相比,其液面面积大大增加,如图 14 所示。
3.4隔离分装
冻干后的诊断试剂微球,需要从冻干机内定量分装到容器内(以 8 联管为例),这里着重涉及包材理料、微球理料、分装、隔离控湿等工序。
3.4.1 理料
根据产能规模及投资预算,可以选择人工理料,也可以选择自动理料。自动理料具有一定的挑战性,尤其是包材卡在一起或包材变形引起的故障,需要结合实际使用的包材进行测试验证。
考虑到专利保护等因素,部分诊断试剂制造商选用具有专利保护的定制分装容器,这会给自动理料及后续的分装工作带来很大的非标性和难度。
3.4.2 分装
诊断试剂微球分装可以采用真空分拣和重力落料两种形式。
真空分拣是利用真空源作为动力,人工或机械手逐粒或多粒同时吸取冻干微球,并摆放入理好的包材内,如图 15 所示。此处需要注意气源压力,避免冲击过大,导致微球破损。
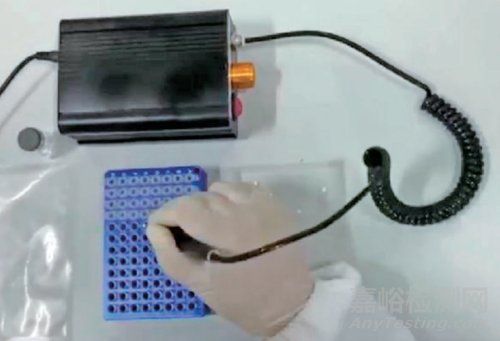
图15 真空分拣
重力落料是利用重力作为动力,将诊断试剂微球筛分到对应位置,依靠重力自动落入理好的包材内。此处需要注意提前对微球进行除静电操作。
3.4.3 隔离控湿
前文阐述了冻干制品疏松多孔且极易吸潮的特性,这会导致其性能和外观发生变化,如图 16 所示。对于大规模冻干诊断试剂微球生产线而言,分装过程不可避免地需要一定时间。在这种情况下,必须根据产品特性、分装暴露时间、操作舒适性等因素综合评估,以确定所需的控湿环境参数。控湿方法可选择房间控湿或隔离罩控湿。如果选择使用隔离罩进行控湿,一般有两种形式:

图16 冻干诊断试剂吸潮
● 通过转轮除湿机控制隔离罩内的湿度,一般可以维持在大约 10% 的水平;
● 如果车间可供应洁净干燥的氮气,还可采用氮气置换的方式进行控湿,湿度可控制在大约 2%。
3.5检测及密封
(1)在冻干诊断试剂微球进行最终密封包装之前,需要设置检测工序。检测以人工进行,也可以使用设备自动检查。设备端一般采用 CCD 高速相机进行拍照检测。
(2)冻干诊断试剂微球的最终密封包装一般采用铝箔袋封口形式。根据需要,可以配置在线制袋或预制袋包装机进行封口密封,如图 17 所示。此外,还可以实现真空密封。
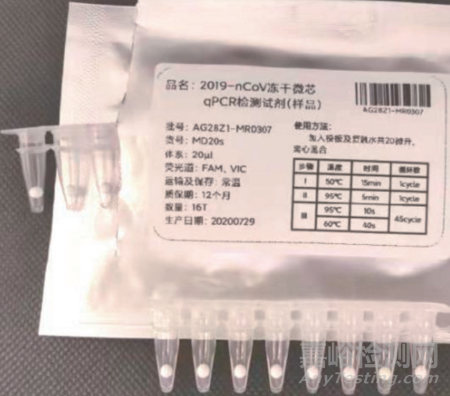
图17 铝箔袋封口
3.6下游包装
在铝箔袋或其他形式的密封完成后,冻干诊断试剂微球产品实现了真正的密闭包装。后续可采用半自动或全自动的喷码、装盒、装箱、码垛等标准后道包装产线,以实现流水化生产。
4.总 结
本文深入探讨了诊断试剂的三种主要形式及其各自的优缺点。在应对大规模生产需求的背景下,冻干分子诊断试剂微球在产能、效率和能耗等方面展现出显著的优势。然而,这种形式同样面临着一些新的技术挑战,迫切需要解决。本文详细阐述了冻干分子诊断试剂微球的生产工艺流程、所面临的问题以及相应的工艺设备支持,旨在为计划建设冻干分子诊断试剂微球生产线的企业提供有价值的参考和借鉴。
参考文献
[1] Huang C,Wang Y,Li X,RenL,Zhao J,Hu Y,et al.Clinicalfeatures of patients infectedwith 2019 novel coronavirusin Wuhan,China. Lancet.2020;395(10223): 497-506.
[2] C u c i n o t t a D , Va n e l l i M .WHO Declares COVID-19 aPandemic.Acta Biomed. 2020;91(1): 157-160.
[3] 周睿,王清涛 .POCT 在临床应用中面临的机遇和挑战 [J].中华检验医学杂志,2019(5):323-327.
[4] 刘超 . 冻干工艺可控结晶技术应用于探讨 [J]. 化工与医药工程,2019.40(6):28-31.
本文作者刘超、张鹏宇、蔡沈燕,东富龙科技集团股份有限公司,仅供交流学习。
来源:制药工艺与装备
关键词: 体外诊断试剂