
嘉峪检测网 2025-04-26 09:45
导读:本文将回顾和展示制药工艺数据中 SPC 基本条件常不达标的案例;解释关于"受控状态"的监管要求;并提出可最大限度减少虚假警报的实用 SPC 工具。
监管机构要求生产商监控药品和生物制药产品质量,以确保在新产品生命周期和现有产品进入第三阶段工艺验证(即持续工艺验证或现行工艺验证)期间维持受控状态。为此,生产商需借助尼尔森规则对绘制在休哈特控制图上的工艺数据进行严格审查。
本文经过实际工艺数据证明,经典休哈特控制图所基于的四个基本假设:随机性、独立性、均值恒定性和变异恒定性的前提条件往往无法满足。同样表明,将传统统计过程控制(SPC)规则应用于药品质量属性和微生物环境监测数据时,会导致过量虚假信号警报,进而引发针对这些潜在非危害性工艺偏差所开展的无效根源调查。
要采取一种旨在放宽传统SPC规则以最小化误报的务实方法,关键在于正确理解制药行业中"受控状态"的实质性内涵。
欧盟 (EU) 良好生产规范 (GMP) 和 FDA 监管文件 要求制造商对制药和生物制药产品质量进行持续监测,确保在第三阶段工艺验证(称为"持续工艺验证 (CPV)" (2) 或"持续工艺确效 (OPV)" (1))期间,新旧产品在整个生命周期内保持"受控状态"。事实上,欧盟 GMP 附录 15 明确指出:"制造商应监测产品质量以确保在整个产品生命周期内维持受控状态,并对相关工艺趋势进行评估"。因此,监管机构期望制造商实施 CPV/OPV 计划。
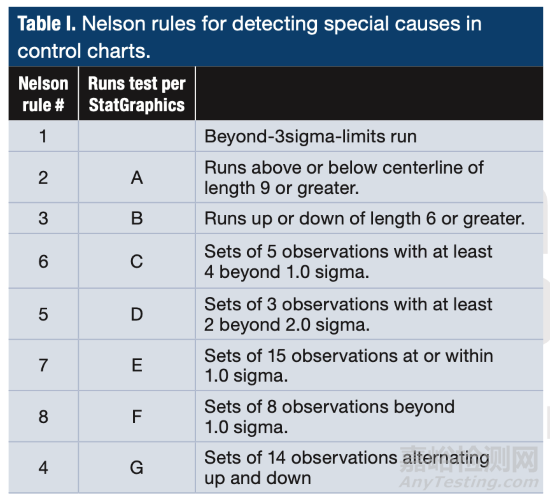
生产工艺验证第三阶段的实施需要建立持续的 CPV/OPV 计划,该计划能够识别 CPV 信号并制定针对这些信号的响应措施。理论上这些 CPV 信号可以通过评估绘制在休哈特控制图(也称工艺行为图 (3))上的工艺数据,并运用 Nelson 规则(也称检测规则 或 StatGraphics 软件中的连串测试(美国 Statgraphics 科技公司))(表 I)进行检测。然而这些规则的有效性需满足传统休哈特控制图的基本假设。否则,对实际工艺数据应用传统统计过程控制(SPC)规则将导致过多虚假信号报警,进而引发针对这些表面工艺偏差的无效原因调查。
本文将回顾和展示制药工艺数据中 SPC 基本条件常不达标的案例;解释关于"受控状态"的监管要求;并提出可最大限度减少虚假警报的实用 SPC 工具。
研究表明,在放宽和调整的SPC规则下收集、绘制并评估产品与工艺数据,可实现持续工艺验证/操作工艺验证(CPV/OPV)项目切实可行且精简化的实施。
为何未能满足基本的SPC规则
制造商可能会监控工艺及中间控制的数据、成品(活性物质或成品制剂)的数据、分析方法性能属性(如样品重复性、色谱分辨率和拖尾因子、质控样品的测定结果)、环境数据(如空气中的颗粒物、空气、水及表面的微生物)以及稳定性数据。
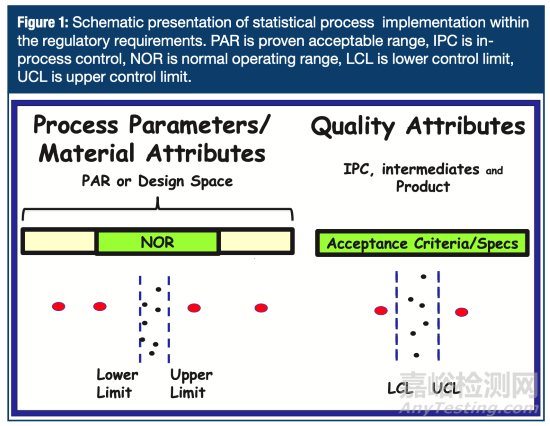
图1展示了如何通过控制图在预设的上下限范围内监控工艺数据和属性,这些限值受质量属性规格界定的公差区间、工艺参数和物料属性的正常操作范围(NOR)、已验证可接受范围(PAR)或设计空间约束。
这类数据似乎天然适用于采用休哈特控制图的SPC技术进行评估。然而,这些控制图基于以下基本假设:数据应当满足:
具有随机性—无法提前知道实验的准确结果
具有独立性—若一个事件的发生不影响另一事件概率,则两个事件统计独立
保持恒定的过程平均值
保持恒定的过程变异
上述假设的适用性已通过实际制药过程数据示例进行了测试,并在下文中予以说明。
数据是否随机且独立?图2展示了某原料药(DS)100批次含量测定结果的控制图。
该控制图与后续所有图表均通过StatGraphics Centurion XVIII软件生成,图中标有大量星号,每个星号代表八项尼尔森规则之一的触发。初步观察可见数据并非随机分布。这一观测结果与图2下方轨迹形成对照——该轨迹展示了通过StatGraphics随机化功能处理后的同一数据集呈现的完全不同的形态。
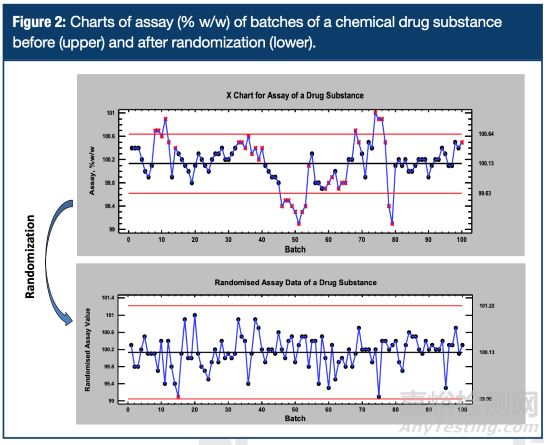
此外,可以观察到某些数据以连续相似值的簇状形式排列。例如第8-12批次、第33-40批次均为高值,而第46-53批次均为低值。这种模式显然否定了数据独立性的存在,这种特征属于被称为正自相关的典型现象——较小值倾向于延续较小值,较大值同样倾向于延续较大值。
这种情况原则上可以通过以下原因解释:多个连续批次的生产可能处于相似的底层条件,例如使用同一批试剂或活性成分、同一生产设备、同一生产线、相同时间间隔或相同操作人员。这些条件可能在后续生产批次组中发生改变。实际上,制药行业常采用阶段性生产模式。
从统计学角度,自相关是指数据集与其延迟一个或多个数据点的副本之间的相关性,这种相关性是延迟数(或时滞)的函数。换句话说,自相关反映了观测值之间的相似性与时间滞后量之间的关系(当相似性等于1时任何时滞下的相似度最高,等于0时则不存在相似性即数据随机)。
若数据非随机,则一个或多个自相关系数会显著非零。药物活性成分检测值的自相关图(未显示)显示前两个滞后系数具有显著统计学意义(0.73和0.47),明确表明数据绝非随机或独立。
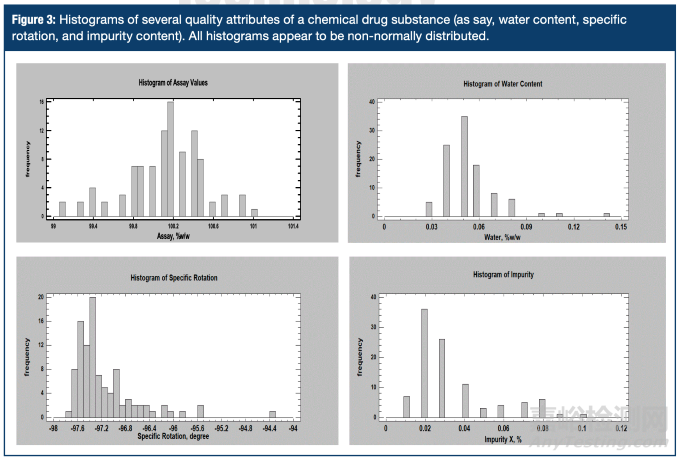
数据是否应呈正态分布?过程数据通常不呈正态分布并不令人惊讶,正如100批原料药(DS)四个质量属性(含量、有关物质、水分和比旋度)的偏态直方图所示(图3)。Shapiro-Wilks和Anderson-Darling正态性检验的四个p值均远低于0.05,证实了所有数据集都非正态。通常,人们会使用任一数据集绘制控制图,并通过纳尔逊规则(表I)评估过程行为。由于大多数纳尔逊规则基于高斯数据分布,实践中常会遇到这些规则的过度应用。图2显示纳尔逊规则2-8标记了67次异常运行,规则1标记了17次超限事件。
关于纳尔逊规则1:超出三西格玛限的点—仍存在普遍误解。众所周知,3σ限覆盖了正态分布99.73%的数据。虽然许多人认为数据需要正态分布,但休哈特并未提出此要求。他将控制限设定为3σ经验限,旨在覆盖绝大多数数据(接近100%)。Wheeler证实3σ限至少可覆盖来自各种非正态分布97.5%的数据。
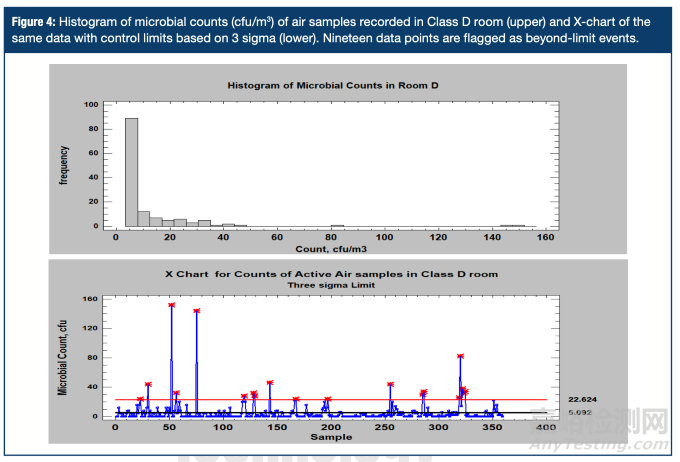
因此,若能接受最多2.5%的过程数据超出3σ限(纳尔逊规则1),则无需要求数据符合正态分布。然而,当数据分布呈现厚尾特征且数据量庞大时(如按日/周/月采集的环境监测数据),可能会遇到不可接受的大量3σ超限事件(甚至超过2.5%),这些都需要报告和调查。图4展示了D级洁净室359个空气微生物计数(cfu/m³)的非正态分布示例,其控制图标注了19次超限事件(占5.3%)。
当然,人们可以通过数学变换尝试标准化数据。然而,作者更倾向于直接使用原始数据,并认同Wheeler的观点——非线性变换可能导致原始数据物理意义的丧失、扭曲数据、掩盖信号,并可能改变分析结果。
过程均值和变异是否恒定?稳定且可预测的过程应当运行在单一变异源影响的恒定均值状态下。当从正自相关测量数据构建个体X-mR控制图时,高频相似值和低频相似值的集聚现象可能被解读为过程均值的暂时偏移。这种自相关现象本质上反映了过程均值的非恒定性。当短期变异来源于集聚区高度相似值时,计算所得标准差必然偏小,导致控制限收窄,最终产生大量超限点。图2确实显示在100个数据点中存在17个超出上下控制限的数值(即17%),这些实际上都是虚假信号。
同样,当某一过程存在多个变异源时,分组数据的均值-极差控制图或均值-标准差控制图可能会出现过多超出控制限的数值。当某一过程本身在不同子组之间存在固有变异时,子组内的变异可能小于子组间的变异。识别额外变异源的存在需要基于对相关过程行为与数据背景的深刻理解。当数据存在多层级背景变异时,不能始终使用子组内变异为子组均值计算适当的控制限。
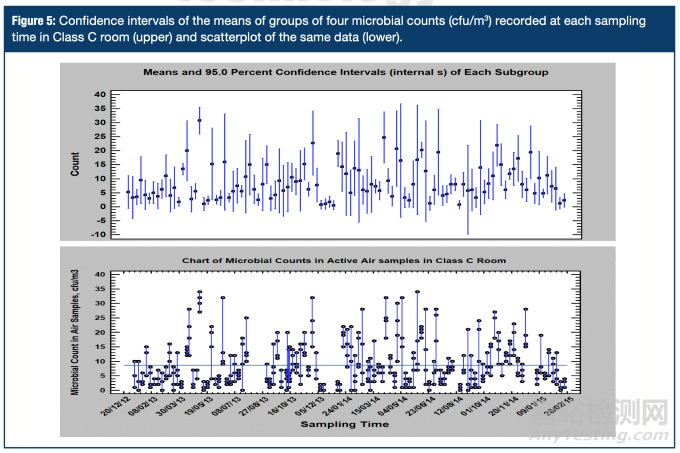
若忽略这一额外变异源,控制限将通过较小的子组内变异计算得出,从而导致超出控制限的数值异常增多。图5展示了这种行为的一个案例,该图记录了C级洁净室空气中微生物计数值(cfu/m³),每个采样时间在四个位置进行采样。图5的下部轨迹显示了各采样时间点四个计数值的散点分布,上部轨迹则展示了各子组均值的95%置信区间。上部轨迹显示大量置信区间互不重叠,表明过程均值存在非恒定现象。这种子组均值的差异性通过105个子组的单因素方差分析(ANOVA)结果得到进一步支持——F检验的p值小于0.05,表明在95.0%置信水平下不同周次间的部分均值存在统计显著性差异。结合这些微生物计数主要按周记录的数据背景,可以合理推断同一洁净室的污染水平很可能随采样时间不同而波动。
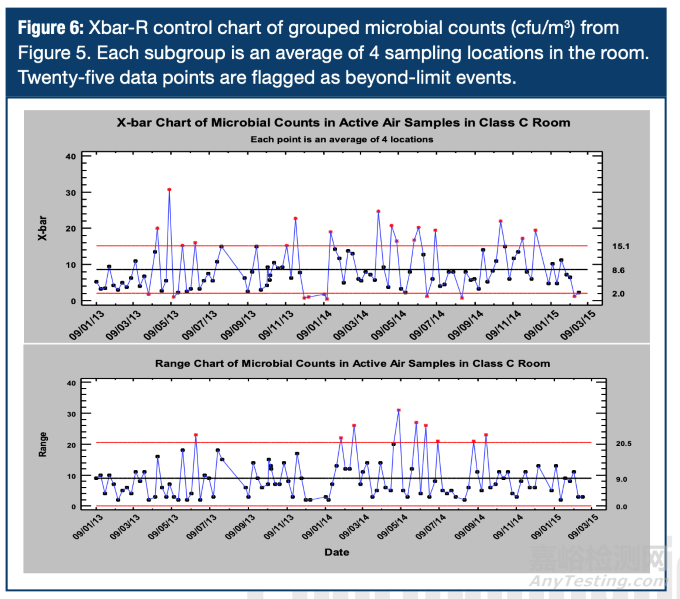
因此,除周内变异外,还存在附加的周间变异。当忽略这一额外变异源时,基于这些数据生成的常规均值-极差控制图(图6)中,均值图预期显示出高达25次的超限事件。
对受控状态的法规解读
来自药品生产的数据—包括中间体控制数据、成品数据、工艺参数、环境监测的微生物与颗粒计数以及分析方法性能参数——原则上都适合通过休哈特控制图进行可视化,并运用尼尔森规则来评估工艺平均值与变异性的趋势波动。然而实践表明,将传统SPC规则应用于药品质量属性和微生物环境数据时,会产生大量误报警信号,继而引发针对这些表面无害的工艺偏差进行徒劳的根源调查。因此,需要采用不同的实用方法来降低误报率,这种方法论的基础在于深入理解制药过程数据的生成背景及行业监管规范。
“受控状态”与“统计受控状态”。SPC方法体系采用八项尼尔森规则评估过程数据,通过辨识过程行为中的趋势与偏移,判断过程是处于常见原因变异还是特殊(可指定)原因变异。应用这些工具可区分信号与噪声,判定过程是否处于"统计受控状态"。处于统计受控状态的过程仅存在随机变异原因。存在可指定原因变异的过程则被视为失控。
值得注意的是,法规文件既未提及也未要求统计受控状态,而是要求达到"受控状态"——欧盟GMP附录15将其定义为"一系列控制措施持续确保可接受工艺性能和产品质量的状态"。该定义体现了务实灵活的理念:当企业判定其工艺性能与产品质量长期稳定达标时,实质上即维持了工艺的受控状态。这种理念为传统SPC规则的灵活调整提供了空间,企业可根据具体工艺特性适当放宽标准,从而宣告工艺处于受控运行状态。
“行动限”与“控制限”之争。SPC方法通过设定统计推导的控制限作为过程西格玛的倍数:3σ控制限(上下限)、2σ与1σ限(分别被称为外警戒限与内警戒限)。这些限值原则上界定了数据点出现在距离过程均值3σ、2σ或1σ位置的概率。
然而,监管机构关注的是反应驱动型限值——警戒限与行动限——旨在及时作出反应,判断是否需要采取措施以确保生产过程处于受控状态并进行记录。前者属于临界情况,应触发复查与跟进,可能包括调查与纠正措施;后者属于超标情况,应启动根本原因调查与风险评估。事实上,FDA工艺验证指南(2)与EU GMP第二部分(11)均明确要求设定适当的警戒限与行动限,新版EU GMP附录1草案更是要求为有活性/无活性粒子监测计数设定警戒水平与行动限。
监管路径 vs SPC路径。制造商现在需要确定将尼尔森判定规则中的哪条作为警戒信号或行动信号。以SPC为导向的方法仅关注过程数据的行为特征,生成标记过程可能偏离或已偏离统计受控状态的信号。部分统计学家不主张在控制图上标注质量标准限,因为质量标准限代表"客户之声"(或监管机构),而控制限代表"过程之声"。相反,法规要求采用基于风险的方法,这意味着需要同时关注过程能力,即质量标准限。例如,若某个统计受控状态良好的过程其3σ控制限接近质量标准上限,监管机构仍会视其为高风险过程。监管路径同时考量过程的受控状态与能力指标,这再次体现了对生产过程整体监控的务实态度。
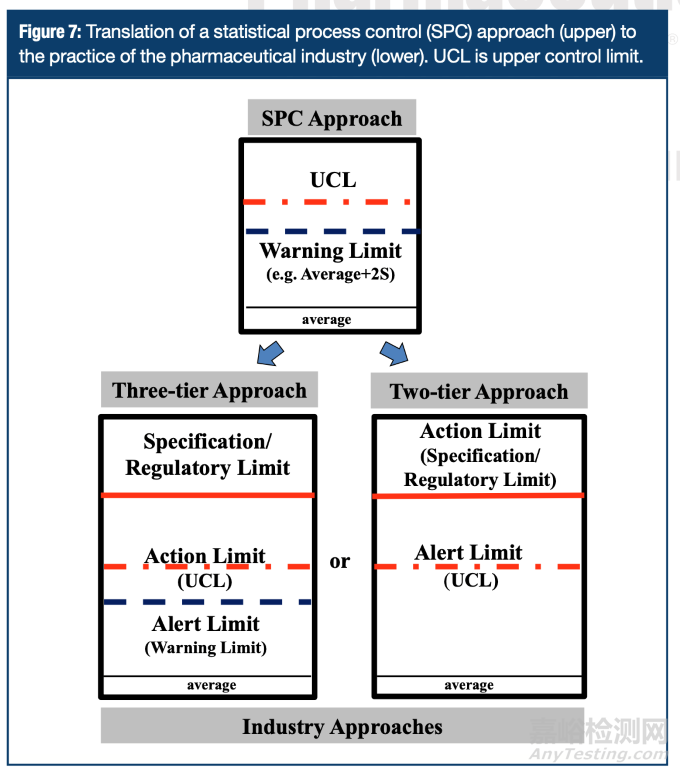
图7展示了制造商如何将SPC整合至实践。上部控制图描绘了经典SPC方法:以2σ限作为警戒限,3σ限作为上控制限(UCL),未显示质量标准限。在建立警戒与行动水平时,制造商可采用二级或三级体系。部分企业采用三级体系:将2σ限设为警戒限,UCL作为行动限,并在图表中增加(单值数据的)质量标准限;另一些企业则采用更简化的二级体系:忽略2σ限,将UCL设为警戒限,质量标准/法规限作为行动限。二级体系常用于洁净室分级环境中微生物与粒子的动态监测。
结论
实际分类空间中药品和微生物计数的数据显示,传统的休哈特控制图的四个基本要求—随机性、独立性、均值恒定及方差恒定—通常无法满足。此外,过程数据常呈非正态分布。在此条件下,应用尼尔森规则可检测到过程偏差及大量虚假超出3西格玛界限的情况。采用务实的策略以放宽传统SPC规则时,需结合制药行业背景正确解读受控状态。
来源:文亮频道
关键词: 药品