
嘉峪检测网 2025-06-10 20:21
导读:本文分别从智能感知及检测、路径及工艺规划、焊接过程智能控制、数字孪生与虚拟现实,以及人机协同等角度讨论了相关技术发展现状。同时,结合中建安装集团有限公司、中建钢构股份有限公司近年来在机器人自动化焊接技术等方面的研究经验,重点介绍了机器人智能化焊接在石化工艺管道、钢结构方面取得的技术突破及典型应用成果。
当前,中厚壁压力管道、钢结构、大型筒体等焊接生产面临全人工或机器人示教条件下焊工经验要求高、劳动强度大、质量控制难等现实问题,迫切需要推广应用机器人智能化焊接技术以实现“机器人代人”。分别从智能感知及检测、路径及工艺规划、焊接过程智能控制、数字孪生与虚拟现实,以及人机协同与仿生机器人等角度讨论了相关技术发展现状。同时,结合中建安装集团有限公司、中建钢构股份有限公司近年来在机器人自动化焊接技术方面的研究经验,重点介绍了机器人智能化焊接技术在石化工艺管道、钢结构领域取得的技术突破及典型应用成果。
1 序言
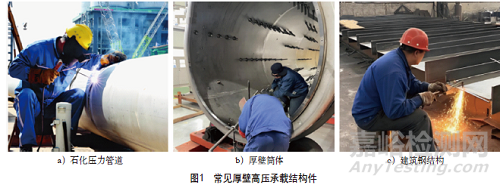
能源化工、船舶海工、特种车辆等领域的制造技术体现了我国装备制造水平,其工艺管道、压力容器、大型筒体及钢结构等中厚板主体结构承受巨大载荷,焊缝接头是最薄弱环节,直接影响装备功能、性能和安全可靠性,而上述构件均具有大尺度、大厚度、高强度、焊道数量多及结构分布复杂等特征,导致加工成形和组装尺寸变化大,焊缝坡口尺寸误差大、轨迹重复性差、构件拘束应力严重,极易发生焊偏、焊漏、裂纹及未熔合等缺陷,使得行业内长期面临经验要求高、劳动强度大、质量控制难等现实问题,迫切需要实现机器人智能化焊接。常见厚壁高压承载结构件如图1所示。
国内外学者从焊前、焊中等关键环节出发,分别围绕焊缝感知与检测、路径与工艺规划、过程控制等技术开展了大量研究,包括基于中值滤波、Canny边缘检测、阈值分割及模板匹配等传统图像处理方法进行焊缝识别以及特征提取;采用基于规则或几何模型的经典路径规划方法(A搜索算法、快速扩展随机树等)进行焊接路径规划[1-3];采用田口法、线性回归法、响应曲面法等试验与数据拟合方法进行焊接参数规划[4-6];在过程控制层面,则主要依托模糊控制理论构建实时控制系统[7,8]。然而上述成果在实际应用中仍然面临扫描精度低、工艺规划模型泛化能力不足、动态控制响应延迟等关键问题。
本文分别从智能感知及检测、路径及工艺规划、焊接过程智能控制、数字孪生与虚拟现实,以及人机协同等角度讨论了相关技术发展现状。同时,结合中建安装集团有限公司、中建钢构股份有限公司近年来在机器人自动化焊接技术等方面的研究经验,重点介绍了机器人智能化焊接在石化工艺管道、钢结构方面取得的技术突破及典型应用成果。
2 焊接智能规划技术
传统机器人“示教-在线”模式在焊前路径及工艺参数规划方面广泛存在规划效率低、环境适应性不足的问题,特别是针对中厚壁多层道、复杂结构件劣势更为明显[9],因此提高机器人焊接路径及工艺参数规划智能化程度,对于提高焊接生产效率和质量意义重大。
2.1 焊接路径智能规划
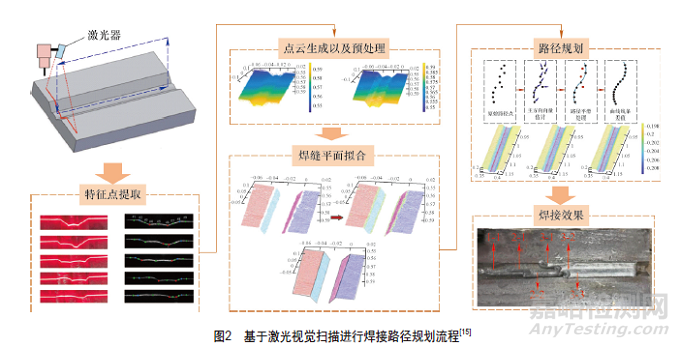
机器人焊前路径规划首先需要获取焊缝局部或全局坡口特征,当前主要通过工件CAD平面或三维模型[10-12]以及激光视觉扫描[13-15](见图2)等方式获得。工件CAD模型可直接用于离线编程软件进行路径规划,具有编程效率高、路径一致性好的优势,但由于缺乏实时环境感知能力,其适应性受到局限。相比之下,基于视觉扫描的焊缝识别技术能够实时获取工件三维形貌及焊缝特征数据,显著提升了系统对装配误差、热变形等工况变化的适应能力。
研究通常采用多目标智能优化算法进行焊接路径规划,以便于同时考虑避障、路径长度、焊接变形及能耗等多个约束,包括进化算法(EA)、粒子群优化算法(PSO)、免疫优化算法(IOA)等[11,16-18]。SHEN等[16]以焊接路径长度和能量损失为优化目标,提出了基于多目标免疫优化的船舶焊接机器人路径规划并与经典优化算法进行对比。研究结果表明,该算法在规划路径长度、能耗和稳定性方面均表现最佳。WANG等[18]以最短路径长度和能耗作为优化目标,采用聚类引导多目标粒子群算法(CGMOPSO)实现汽车前挡板机器人点焊路径规划,该优化方法可以帮助焊接工程缩短示教时间,提高焊接效率。
2.2 焊接参数智能规划
由于工艺参数规划涉及工件属性、焊接位置、力学性能要求等多个因素,且不同参数间呈现非线性,因此国内外主要借助专家系统或者机器学习模型(ML)来实现焊接工艺规划[9,19-25]。
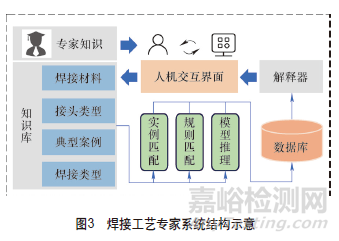
焊接工艺专家系统结构如图3所示,其中知识库和推理机是专家系统的核心[20]。根据知识表示方法的不同,现有专家系统分为实例和实例-规则混合专家系统[9,22-24]。实例专家系统通过检索案例数据库来实现工艺参数自动规划[9,23],其在新应用场景下的泛化性一般较低,而实例-规则混合专家系统则通过整合实例推理与规则推理的双重机制,在实例数据不足时仍能基于领域知识实现有效的工艺规划。南京航空航天大学魏艳红团队研发的不锈钢、轨道车架构等焊接专家系统,均采用混合推理模式[22,24]。
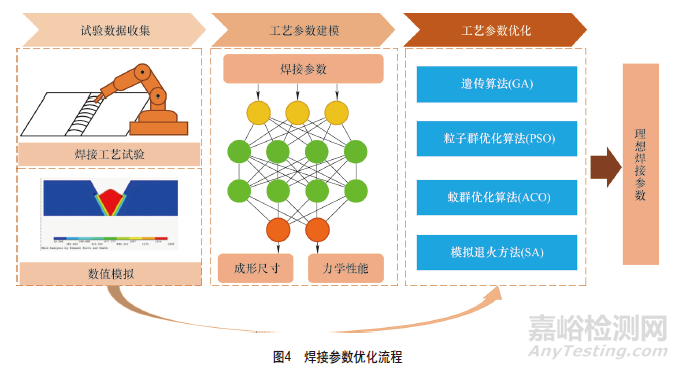
除专家系统外,在新材料或特定性能要求的焊缝工艺设计方面,则多采用基于机器学习的建模方法[19,21,25]进行焊接参数优化,其流程如图4所示。MA等[19]采用可解释多任务神经网络(MTNN)与粒子群优化(PSO)方法对激光焊接参数与熔池成形尺寸(熔深、熔宽)之间的关系建模并进行工艺参数优化。试验结果表明,优化后的工艺参数预测性能与实际性能之间平均误差为9.83%。然而,专家系统和人工神经网络(ANN)均存在固有局限性,其中专家系统的泛化能力有限,而人工神经网络模型训练则需大量训练样本。WANG等[26]将XGBOOST作为专家系统的模糊推理机制,同时将知识库作为模型训练基础,该系统充分融合了专家系统和神经网络两者优势,可以有效实现未知接头及坡口信息情况下的焊接。XIE等[27]将工业互联网技术与神经网络技术相结合,其中神经网络模型可根据实际应用获得的新数据动态调整。经试验验证,其在搅拌摩擦焊性能预测中表现良好。
3 焊接过程智能感知调控技术
由于焊接坡口组对间隙/错边量、焊枪/坡口位置动态变化、钨极烧损等多种变化因素,容易出现烧穿、未熔透、侧壁未熔合等成形缺陷。采用焊接过程电信号、熔池视觉、光谱等传感手段,并实时分析焊接过程质量,是提高焊接质量的重要手段之一[28]。
3.1 焊接过程动态感知分析技术
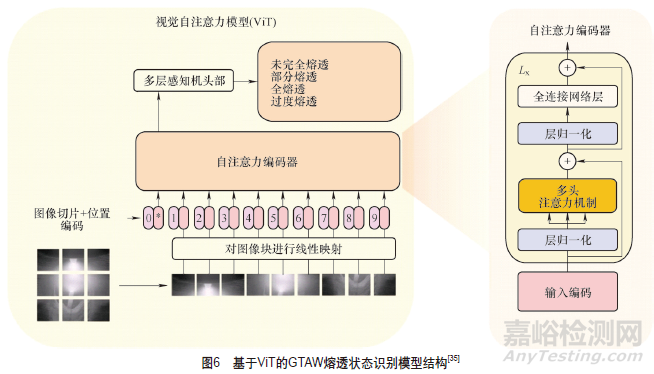
焊接过程传感方式主要有电信号、视觉、电弧声及多种信号协同的多模态传感等方式(见图5)。视觉传感凭借其多维时空分辨率优势,在焊接过程智能监测领域展现出独特应用价值[29,30]。主动视觉通过光场调制策略构建熔池反射图样与表面形貌的映射模型,实现亚毫米级三维形貌重构及动态特征解析[31,32]。被动视觉则聚焦于先进图像处理算法开发[33-36],WANG等[35]将自注意力机制引入熔池特征提取,建立了基于Vision Transformer(ViT)的GTAW熔透状态识别模型(见图6),测试准确率可以达到98.11%。

电信号传感器不易受到焊接烟雾、弧光、飞溅等情况的干扰,但对电弧燃烧及熔滴过渡过程的微小波动较敏感[37,38]。焊接声信号蕴含熔池振荡频谱特征,通过时频分析可实现熔滴过渡模式辨识及缺陷特征提取[39-41],但容易受到环境背景噪声影响。这两类传感方式相较于视觉传感实时性更高且成本低廉,但均受限于传感精度。
为了提高焊接过程传感精度和抗干扰能力,近年来国内外围绕多模态传感协同分析开展了部分研究。FENG等[42]通过融合主动视觉与被动视觉获得了GTAW熔池多角度信息,并通过集成多个异构体系神经网络完成了不同传感单元对熔池的协同感知,增强了模型的灵活性及对不同焊接场景的适用性。CHEN等[43]分别使用卷积神经网络(CNN)、时-频域分析、统计学方法从熔池视觉、电弧声音及弧压信号进行特征提取,并融合形成完整的19维向量,可以实现对未来2s内焊接状态的有效预测,其精度在0s(99.25%)时最高,在1.8s(83.95%)时最差。YU等[44]利用单色相机和红外相机构建一个双目视觉传感系统,并建立了基于多模态融合感知的机器人轨迹偏差监测系统,其预测精度可达到99.35%。
3.2 焊接过程自适应调控技术
由于焊接过程中母材不可避免地发生热变形,出现坡口尺寸动态变化[45],同时叠加焊前工艺参数、路径规划误差等加剧了质量失稳风险,因此准确全面感知焊接过程,建立动态补偿模型实现复杂场景下自适应调整,是提高焊接质量的重要方法[46]。
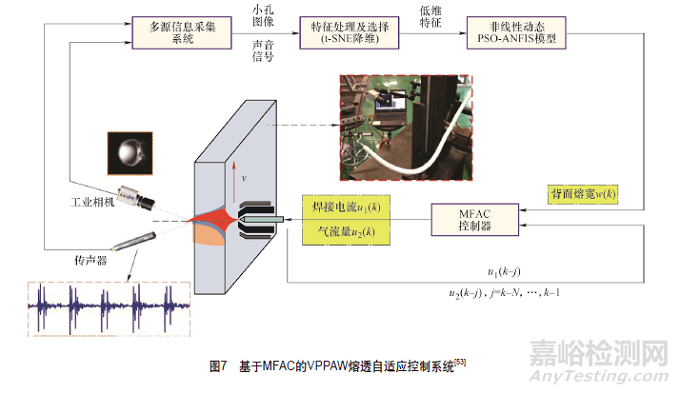
近年来,相关研究中多借助模糊控制、神经网络等智能控制方法来实现焊接过程在线调整[47-51]。如朱明等[52]建立了MIG焊模糊规则表,通过实时监控焊缝来动态调节纠偏控制量,将对中偏差距离控制在±0.5mm。WU等[53]设计不依赖于焊接过程的无模型自适应控制方法(MFAC),系统如图7所示。通过调节可变极性等离子弧焊(VPPAW)焊接电流和等离子体气体流速可以控制变散热条件下、变热输入下的熔透状态。试验结果表明,焊缝背面宽度实际值与期望值平均误差为0.45mm。周跃龙[54]借助神经网络控制实时监测焊枪位置,根据焊缝偏差对局部焊接路径进行重新规划,实时纠正轨迹偏差,在满足实时性要求下将平均绝对跟踪误差降低至0.3mm。
4 数字孪生与虚拟现实技术
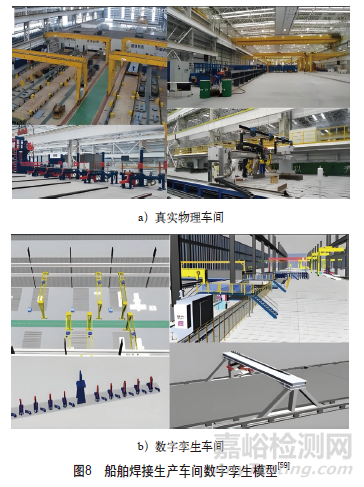
数字孪生技术通过物理层感知并集成的车间各类数据,建立高精度虚拟仿真模型(见图8),通过在模型层分析物理层划分合理性,并将分析结果通过信息融合层反馈到物理层,反复迭代,进而改进车间划分方案[55,56]。基于虚拟现实(VR)技术建立虚拟车间和真实物理车间高精度实时同步,可以在仿真车间完成人员培训[57]及生产过程的动态实时监控[58]。此外,还可借助各类传感装置、人机交互设备收集生产过程数据,通过数字孪生建模来实现生产线能力评估与调度优化[59]。
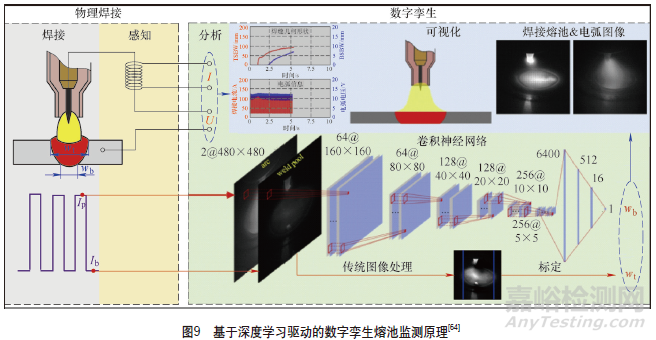
通过实时数据模拟物理实体在实际生产线上的行为而进行焊接路径及工艺优化[60-62]。WANG等[60]构建了船舶双弧焊机器人系统的五维数字孪生模型,并采用遗传算法(GA)和RRT算法分别进行焊接序列全局规划和局部路径规划。将数字孪生实时数据融合至深度学习或仿真模拟等,并通过控制理论进行反馈,以建立焊接过程在线控制的数字孪生模型[63-65]。WANG等[64]采用深度卷积神经网络与传统图像处理相结合的方法来提取和分析来自焊接熔池和电弧图像的信息,建立GTAW接头熔深控制的数字孪生模型,原理如图9所示。试验结果表明,背部熔宽预测均方误差(MSE)为0.0472mm2。DONG等[65]采用有限元技术建立电阻点焊过程在线检测数字孪生系统,研究表明,数字孪生技术可以实时监控焊接过程,熔核检测准确率为96%。
5 人机协同与仿生智能技术
5.1 人机协同技术
近年来,部分机器人厂家相继研制出了可应用于工业环境的协作焊接机器人,例如丹麦的优傲机器人(见图10)[66]以及国产越疆CR系列协作机器人。这些协作焊接机器人具有简易部署、操作简便、安全高效等显著特征,但由于焊接路径及工艺参数规划等问题的复杂性,决策过程几乎完全依赖人类专家。未来智能算法辅助决策将成为突破协作机器人技术瓶颈的关键技术。WANG等[67]提出了一种虚拟现实人机协作焊接系统,焊工可以采用HTCVIVE设备远程观察焊接环境并借助运动跟踪手柄操控焊枪移动速度,而机器人设备借助内置的焊缝跟踪算法保证减少路径偏差。试验结果表明,智能人机协作比单独人工或机器人焊接的工件具有更好的焊缝性能。
5.2 仿生智能机器人技术
仿生智能机器人通常根据应用场景选择最合适的仿生学对象[68-70]。目前,使用类人机器人进行焊接任务尚未见诸直接报道,但构成智能焊接类人机器人范式的基础技术已经被人们广泛研究(见图11)。SUN等[71]研制了一种由类人上半身与履带式移动平台组成的双臂移动机器人BIT-DMR,该平台可以变换多种形式,从而在复杂地形中实现高通行性。

6 实际应用
6.1 钢结构机器人焊接系统
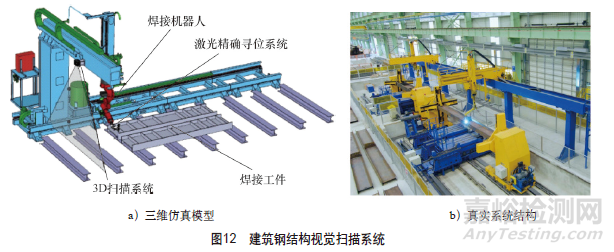
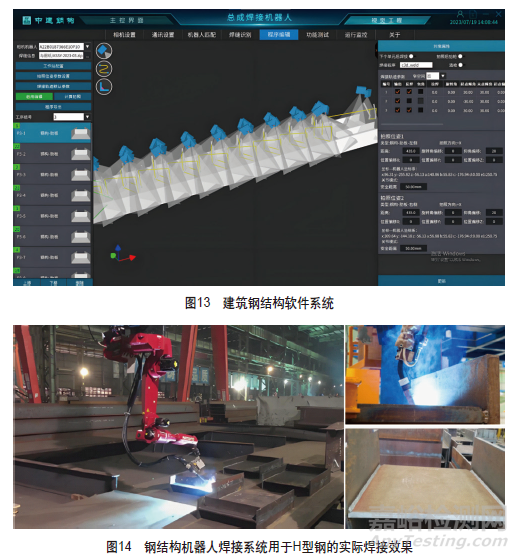
钢结构机器人焊接系统针对建筑钢构件结构特点,提出采用视觉全景扫描识别技术搭配激光寻位技术的复合传感方式,实现快速精确测量焊缝位置与焊缝特征(见图12),同时搭建智能软件系统(见图13),借助内置的焊接参数数据库及智能路径规划算法,快速实现箱形、加劲板等不同钢结构的免示教智能化焊接。该系统适用工件规格12000mm×1600mm×1000mm,视觉扫描及焊接程序生成时间<180s,可完成T形接头横角焊及立角焊焊接,一次扫描可生成整个工件所有焊缝机器人焊接轨迹,解决了大型非标钢结构机器人快速批量焊接难题,与人工相比整体焊接效率提升约60%。该系统用于H型钢的实际焊接效果如图14所示。
6.2 石化工艺管道机器人智能焊接系统
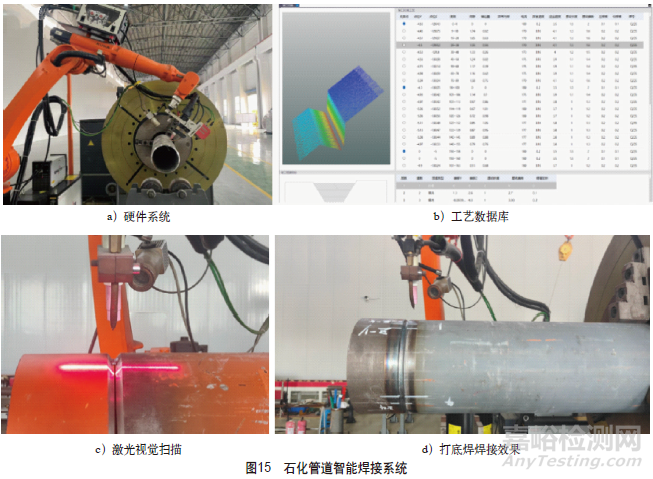
针对石化工艺管道/管件焊接依靠人工打底或机器人示教打底焊存在生产效率低、经验要求高、劳动强度大等不足,提出了结构光-知识库协同驱动的分段式工艺规划方法(见图15),突破了机器人人工示教仅依据管道单一周向坡口几何特征工艺规划带来的工艺适应性难题。采用了基于电信号(LSTM网络)驱动的熔池视觉(CNN网络)熔透性在线智能监控等方法,实现了焊接过程烧穿缺陷实时动态监控,可满足坡口组对间隙0~3mm、错边量0~2.5mm的自适应焊接。
7 结束语
近年来,焊接智能化技术进展迅速,特别是“免示教编程”概念日趋热门,但当前在中厚壁结构、焊缝分布复杂等条件下的机器人焊接仍存在极大挑战。
1)坡口几何尺寸感知与检测精度还有待进一步提高,以适应复杂场景及高精密装配焊接需求。
2)焊接工艺规划仍依赖于大量工艺试验数据,而焊接过程自适应控制模型对于焊接动态扰动(熔池流动、热变形等)的调控能力还有待进一步提升。
3)数字孪生方面需进一步提升建模保真水平,深度融合实时数据,逐步从“虚拟映射”向“预测-优化-控制”一体化演进。
4)仿生机器人方面需要充分借助人工智能及生产大数据挖掘技术,提高机器人对生产环境、工件、人员、材料及质量等维度的融合感知分析能力,使机器人焊接技术向智能化、柔性化方向发展。
参考文献
[1] TAVARES P,LIMA J,COSTA P,et al. Multiple manipulators path planning using double A*[J].Industrial Robot:An International Journal,2016,43(6):657-664.
[2] WANG X W,GAO J,ZHOU X,e t a l. Path planning for the gantry welding robot system based on improved RRT*[J]. Robotics and Computer-Integrated Manufacturing,2024,85:102643.
[3] SUH J,GONG J,OH S. Fast sampling-based costaware path planning with nonmyopic extensions using cross entropy[J]. IEEE Transactions on Robotics,2017,33(6):1313-1326.
[4] SRIRANGAN A,PAULRGAJ S. Multi-response optimization of process parameters for TIG welding of Incoloy 800HT by Taguchi grey relational analysis[J]. Engineering Science and Technology,2016,19(2):811-817.
[5] SRIVASTAVA S,GARG R. Process parameter optimization of gas metal arc welding on IS:2062 mild steel using response surface methodology[J]. Journal of Manufacturing Processes,2017,25:296-305.
[6] DONG H,CONG M,ZHANG Y M,et al. Real time welding parameter prediction for desired character performance:Proceedings of the 2017 IEEE International Conference on Robotics and Automation (ICRA)[C]. USA:IEEE,2017.
[7] DAVIS T,NGO P,SHIN Y. Multi-level fuzzy control of friction s t i r welding power[J]. The International Journal of Advanced Manufacturing Technology,2012,59(5):559-567.
[8] HU P F,HUANG J S,ZENG M. Application of fuzzy control method in gas metal arc welding[J]. The International Journal of Advanced Manufacturing Technology,2017,92(5):1769-1775.
[9] 鲍亮亮,严文荣,樊云博,等. 石化工艺管道氩弧智能打底焊接技术研究[J]. 材料导报,2023,37(S2):358-361.
[10] HONG L,WANG B S, XU Z Q,et al. Research on o f f-l i n e programming method o f s p a t i a l intersection curve welding based on VTK[J]. The International Journal of Advanced ManufacturingTechnology,2020,106(5):1587-1599.
[11] TANG Q C,MA L,ZHAO D,et al. A dualrobot cooperative arc welding path planning algorithm based on multi-objective cross-entropy optimization[J]. Robotics and Computer-IntegratedManufacturing,2024,89:102760.
[12] ZHOU X,WANG X W,XIE Z H,et al. Online obstacle avoidance path planning and application for arc welding robot[J]. Robotics and Computer-Integrated Manufacturing,2022,78:102413.
[13] ZHANG K,YAN M Z,HUANG T Y,et a l. 3D reconstruction of complex spatial weld seam for autonomous welding by laser structured light scanning[J]. Journal of Manufacturing Processes,2019,39:200-207.
[14] ZHANG Y K,GENG Y S,TIAN X C,et al. Feature extraction and robot path planning method in 3D vision-guided welding for multi-blade wheel structures[J]. Optics and Lasers in Engineering,2024,176:108066.
[15] XU F J,HOU Z,XIAO R Q,et al. A novel welding path generation method for robotic multilayer multi-pass welding based on weld seam feature point[J]. Measurement,2023,216:112910.
[16] SHEN Y,GAO Y Q,YUAN M X,et al. Multiobjective immune optimization of path planning for ship welding robot [J]. Electronics 2023,12(9):2040.
[17] TAN Y S,ZHANG Z,LAO Y L,et al. Path planning for spot welding robots based on improved ant colony algorithm[J]. Robotica,2023,41(3):926-938.
[18] WANG X W,YAN Y X,GU X S. Spot welding robot path planning using intelligent algorithm[J]. Journal of Manufacturing Processes,2019,42:1-10.
[19] MA S,CHEN Z Y,ZHANG D,et al. Interpretable multi-task neural network modeling and particle swarm optimization of process parameters in laser welding[J]. Knowledge-Based Systems,2024,300:112116.
[20] LIAO SH. Expert system methodologies and applications—a decade review from 1995 to 2004[J]. Expert Systems with Applications,2005,28(1):93-103.
[21] XIONG X H,WANG C,WANG F S,et a l. Optimization of process parameters for induction welding of composite materials based on NSGAII and BP neural network[J]. Materials Today Communications,2022,33:104749.
[22] ZHANG Y L,WEI Y H,PU J,et al. Development and application of knowledge-based software for railcar frame welding process[J]. The International Journal of Advanced Manufacturing Technology,2021,112:273-284.
[23] 黄永生.计算机辅助焊接工艺设计系统[J].机械设计与制造,2011(1):100-101.
[24] 刘立鹏,魏艳红,梁宁,等. 不锈钢焊接性分析与焊接工艺设计专家系统[J]. 焊接技术,2009,38(7):30-34.
[25] 朱广明,华亮,赵佳皓,等.CSSA-DWNN算法的机器人焊接工艺参数优化研究[J].实验室研究与探索,2023,42(7):48-53.
[26] WANG X W,CHEN Q,SUN H,et al. GMAW welding procedure expert system based on machine learning[J]. Intelligence & Robotics,2023,3(1):56-75.
[27] XIE X C,SUN S J,CHEN J S,et al. Welding process expert system based on industrial internet and neural network:Proceedings of the 2023 24th International Conference on Electronic Packaging Technology(ICEPT)[C]. USA:IEEE,2023.
[28] WANG B C,SUN L,FREIHEIT T. Intelligent welding system technologies:State-of-the-art review and perspectives[J]. Journal of Manufacturing Systems,2020,56:373-391.
[29] 陈浩宇.基于深度学习的快频脉冲TIG焊熔透识别及控制[D].广州:华南理工大学,2022.
[30] XIAO R Q,XU F J,HOU Z,et a l. LSFPtracker: An autonomous laser stripe feature point extraction algorithm based on siamese network for robotic welding seam tracking[J]. IEEE Transactions on Industrial Electronics,2024,71(1):1037-1048.
[31] XIAO R Q,XU Y L,HOU Z,et al. An adaptive feature extraction algorithm for multiple typical seam tracking based on vision sensor in robotic arc welding[J]. Sensors and Actuators A:Physical,2019,297:111533.
[32] SHI Y,ZHANG G,LI C K,et al. Weld pool oscillation frequency in pulsed gas tungsten arc welding with varying weld penetration:Proceedings of the 2015 IEEE International Conference on Automation Science and Engineering(CASE)[C].USA:IEEE,2015.
[33] SHI Y H,WANG Z S,LIANG ZY,et al. A welding seam tracking algorithm adaptive to variable groove type:An interactive segmentation passive vision method[J]. Optics & Laser Technology,2025,181:111861.
[34] WANG W Y,SUN H H,CHEN C,e t a l . Autonomous path generation for side-seal welding of composite plate billets based on binocular vision and lightweight network VGG16-UNet[J]. Robotics and Computer-Integrated Manufacturing,2025,94:102969.
[35] WANG Z M,CHEN H Y,ZHONG Q M,et al. Recognition of penetration state in GTAW based onvision transformer using weld pool image[J]. The International Journal of Advanced Manufacturing Technology,2022,119(7):5439-5452.
[36] ZHANG X D,WANG F,CHEN Y R,et a l.Weld joint penetration state sequential identification algorithm based on representation learning of weld images[J]. Journal of Manufacturing Processes,2024,120:192-204.
[37] 于鹏,蔡正标,赵明明,等. 基于焊接电信号频域特征的焊接过程稳定性评估[J]. 焊接学报,2023,44(4):105-110.
[38] MAZLAN A,DANIYAL H,MOHAMED A,et al. Monitoring the quality of welding based on welding current and ste analysis[J]. IOP Conference Series:Materials Science and Engineering,2017,257(1):012043.
[39] XU F J,XU Y L,ZHANG H J,et al. Application of sensing technology in intelligent robotic arc welding:A review[J]. Journal of Manufacturing Processes,2022,79:854-880.
[40] 徐兴旺. 基于多模态融合的焊缝熔深协同测控技术研究[D]. 南京:南京理工大学,2023.
[41] NA L,GU F,XU Y L,et al. Real-time monitoring of welding path in pulse metal-inert gas robotic welding using a dual-microphone array[J]. The International Journal of Advanced Manufacturing Technology,2017,90(9): 2955-2968.
[42] FENG Y H,CHEN Z Y,WANG D L,et al. Deep welding:A deep learning enhanced approach to GTAW using multisource sensing images[J]. IEEE Transactions on Industrial Informatics,2020,16(1):465-474.
[43] CHEN C,XIAO R Q,CHEN H B,e t a l .Prediction of welding quality characteristics during pulsed GTAW process of aluminum al loy by multisensory fusion and hybrid network model[J].Journal of Manufacturing Processes,2021,68:209-224.
[44] YU R W,TAN X X,HE S,et al. Monitoring of robot trajectory deviation based on multimodal fusion perception in WAAM process[J]. Measurement,2024,224:113933.
[45] CHEN S B,CHEN X Z,QIU T,et al. Acquisition of weld seam dimensional position information for arc welding robot based on vision computing[J].Journal of Intelligent and Robotic Systems,2005,43(1):77-97.
[46] 陈华斌,肖润泉,陈善本. 焊接机器人视觉感知及智能化焊接关键技术研究进展[J]. 焊接学报,2024,45:1-9.
[47] 陈华斌,陈善本. 复杂场景下的焊接智能制造中的信息感知与控制方法[J]. 金属学报,2022,58:541-550.
[48] 丁东红,黄荣,张显程,等. 电弧增材制造研究进展:多源信息传感[ J ] . 焊接技术,2022,51(10):1-20,113.
[49] 郭韬. 窄间隙MAG焊摆动电弧参数及焊缝跟踪方法研究[D]. 长沙:湘潭大学,2021.
[50] 卢维佳,高向东,张南峰,等. 模糊控制技术在电弧焊焊缝自动跟踪中的应用[J]. 制造技术与机床,2017(7):50-54.
[51] 王嘉昕. 窄间隙热丝TIG打底焊全熔透视觉传感与智能控制[D]. 兰州:兰州理工大学,2023.
[52] 朱明,雷润吉,翁军,等. 图像自动增强与注意力机制深度学习的MIG焊缝跟踪系统[J]. 焊接学报,2024,45(11):90-94.
[53] WU D,CHEN H B,HUANG Y M. Online monitoring and model-free adaptive control of weld penetration in VPPAW based on extreme learning machine[J]. IEEE Transactions on Indust r i a lInformatics,2019,15(5):2732-2740.
[54] 周跃龙. 基于激光视觉的焊缝检测与跟踪系统研究[D]. 广州:广东工业大学,2021.
[55] GUO H F,ZHU Y X,ZHANG Y,et al. A digital twin-based layout optimization method for discrete manufacturing workshop[J]. The International Journal of Advanced Manufacturing Technology,2021,112:1307-1318.
[56] 陶飞,程颖,程江峰,等. 数字孪生车间信息物理融合理论与技术[J]. 计算机集成制造系统,2017,23(8):1603-1611.
[57] WANG Q Y,JIAO W H,WANG P,et al. Digital twin for human-robot interactive welding and welder behavior analysis[J]. IEEE/CAA Journal of Automatica Sinica,2021,8(2):334-343.
[58] ZHANG Q L,WEI Y,LIU Z,et al. A framework for service-oriented digital twin systems for discrete workshops and its practical case study[J]. Systems,2023,11(3):156.
[59] LIU J F,JI Q K,ZHANG X H,et al. Digital twin model-driven capacity evaluation and scheduling optimization for ship welding production line[J]. Journal of Intelligent Manufacturing,2024,35(7):3353-3375.
[60] WANG X W,HUA Y,GAO J,et al. Digital twin implementation of autonomous planning arc welding robot system[J]. Complex System Modeling and Simulation,2023,3(3):236-251.
[61] TABAR R,KRISTINA W,RIKARD S,et al. Efficient spot welding sequence optimization in a geometry assurance digital twin[J]. Journal of Mechanical Design,2020,142(10):102001.
[62] ZHANG Q L,XIAO R,LIU Z,et al. Process simulation and optimization of arc welding robot workstation based on digital twin[J]. Machines,2023,11(1):11010053.
[63] TAO J,NOR N,ABDULLAH A. Acoustic signalbased automated control of welding penetration using digital twin technology[J]. Mechanical Systems and Signal Processing,2024,208:110962.
[64] WANG Q Y,JIAO W H,ZHANG YM. Deep learning-empowered digital twin for visualized weld joint growth monitoring and penetration control[J].Journal of Manufacturing Systems,2020,57:429-439.
[65] DONG J W,HU J M,LUO Z. Quality monitoring of resistance spot welding based on a digital twin[J/OL]. Metals,2023,13(4):799. DOI:https://doi.org/10.3390/metals13040799.
[66] 朱辉杰. 优傲机器人:协作机器人市场已进入爆发期[J]. 智能制造,2019(10):13-15.
[67] WANG Q Y,CHENG Y C,JIAO W H,et al.Virtual reality human-robot collaborative welding:A case study of weaving gas tungsten arc welding[J].Journal of Manufacturing Processes,2019,48:210-217.
[68] LIU Y W,JIANG H Z,XU Z H. Development of novel fish-inspired robot with variable stiffness[J].Ocean Engineering,2024,305:118047.
[69] LU X,WU Y L,CHEN J,et al. A high liftoff speed insect-scale aerial robot direct-driven with piezoelectric bimorph PZT actuator[J/OL]. Chinese Journal of Aeronautics,2025:103494. DOI:10.1016/j.cja.2025.103494.
[70] Q I U H F,ZHANG J Y,ZHAO J,e t a l .Exploratory research of intelligent gecko-inspiredrobot based on integrated design and experiment[J].Heliyon,2024,10(17):e37375.
[71] SUN Z Y,YANG H,MA Y F,et al. BIT-DMR:A humanoid dual-arm mobile robot for complexrescue operations[J]. IEEE Robotics and AutomationLetters,2022,7(2):802-809.

来源:工业机器人