37Mn5钢主要用于轧制石油套管,石油套管的主要作用是加固井壁和保护井眼。对石油套管用钢的强度、韧性、抗氢致裂纹(HIC)、抗硫化物应力腐蚀开裂(SSCC)等性能有严格要求。铸坯中的非金属夹杂物直接影响轧制成品的合格率,其不仅可以直接或间接地影响轧制后钢管的工艺性能和使用性能,而且会给钢管的表面质量带来不利影响,因此需对钢中非金属夹杂物的数量、形态、尺寸、分布等进行严格控制。
1、试验方法
某钢厂生产37Mn5钢的工艺流程为:倒灌站→顶底复吹转炉→钢包精炼炉→圆坯连铸。采用铸坯半径为9m的弧形连铸机进行浇铸,铸坯直径为150~210mm。
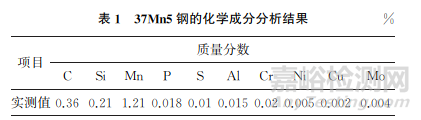
在ϕ150mm圆坯上取样,对其进行化学成分分析,结果如表1所示。
对圆坯夹杂物及其径向分布规律进行研究,结果表明:越靠近圆坯中心位置,夹杂物的平均尺寸越大。因此,主要研究圆坯心部夹杂物的特征,在圆坯几何中心处取规格为60mm×60mm×90mm(长×宽×高)的长方体试样,用大样电解法对其进行分析,研究37Mn5钢中非金属夹杂物的来源,取样位置如图1所示。
2、铸坯大样电解结果分析
对试样电解后得到的大型夹杂物进行分类,再利用天平对分类的夹杂物分别进行称量,结果如表2所示。
由选取试样的大样电解结果可知:虽然夹杂物的含量不同,但两个试样上的夹杂物种类基本一致。选取1#试样中的夹杂物进行详细分析。
2.1 1#试样中大型夹杂物形貌、尺寸和组成
1#试样中不同尺寸大型夹杂物宏观形貌如图2所示。
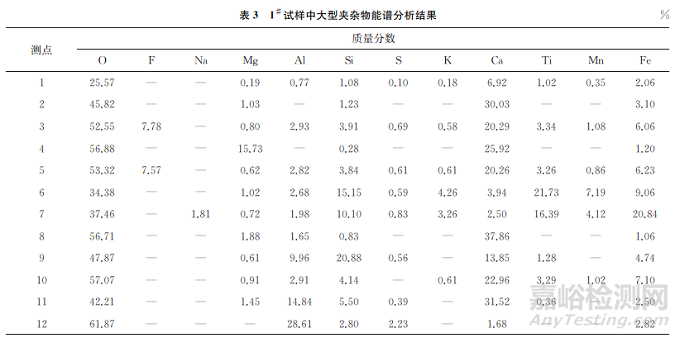
将大样电解后的夹杂物置于扫描电镜(SEM)下观察,并对夹杂物进行能谱分析。1#试样中大型夹杂物SEM形貌如图3所示,选取12处夹杂物进行能谱分析,结果如表3所示。

2.2 铸坯中大型夹杂物来源分析
2.2.1 来源于钢包或中间包耐火材料
测点4的夹杂物成分以Ca、O、Mg元素为主,其他元素含量较少,其中Mg元素的质量分数为15.73%,一般认为Mg元素主要来源于钢包或中包耐火材料和合金。其他试样中也发现少量的Mg元素,但是总体比例较低,可以推测耐火材料整体耐腐蚀性能较好,而合金中夹杂物主要以镁铝尖晶石形式出现。综合分析认为,该类夹杂物为异常冲刷引起的耐火材料脱落。
2.2.2 来源于结晶器夹渣
测点1,3,5,6,7,10中的夹杂物存在较为明显的共同特征,均含有K元素或F元素,该类元素常见于各类夹渣中,一般认为K元素是结晶器保护渣中的特征元素。典型保护渣、精炼渣、覆盖剂的化学成分如表4所示。
将表4中结晶器保护渣、精炼渣、钢包覆盖剂的成分与点1,3,5,6,7,10中夹杂物的组分进行对比可知,该类夹杂物组分与保护渣成分相似,并含有K元素。
2.2.3 来源于钢水的脱氧产物或钙处理产物
点2,8,11,12的夹杂物为脱氧或钙处理产物,由于精炼工艺不合理,因此夹杂物长大后未能及时上浮或者上浮后被二次卷入钢水中,最终滞留在铸坯中形成非金属夹杂物。
2.2.4 来源于中包卷渣
点9处夹杂物主要有Ca、Si、O元素,为硅酸钙的夹杂物,根据夹杂物的组分可以推断出,夹杂物中CaO、SiO2的质量分数占比小于1.0%,该类夹杂物有可能来源于中包卷渣。
3、结论与建议
(1)大样电解检测和理论分析确定了铸坯中非金属夹杂物主要来源于结晶器卷渣、脱氧或钙处理产物、中包卷渣。
(2)试样中的大型夹杂物有一半来源于结晶器夹渣。连铸时应严格参照水口插入深度的要求,规范执行浸入式水口对中,保证结晶器流场的稳定;建议炼钢时保证钢水温度和纯净度,减少或杜绝异常变速和由堵水口引起的结晶器液位异常波动。
(3)针对脱氧或钙处理产物多的问题,建议控制好精炼渣成分,并根据Al元素含量调整钙棒的供给量。
(4)绝大部分夹杂物中Mg元素的质量分数均小于5%,但个别试样中Mg元素质量分数达到15.73%,且以Ca、Mg元素为主,建议精炼钙处理过程,避免非正常腐蚀。

来源:理化检验物理分册
关键词:
37Mn5钢
非金属夹杂物