
嘉峪检测网 2025-01-15 12:23
导读:本文介绍了焊缝无损检测技术指标与国家标准。
一、焊接质量的 “把关人”-- 无损检测
在现代工业的广阔领域中,焊接技术无疑是连接各个部件的“关键纽带”。
它就像一位严谨而精准的“把关人”,通过一系列高科技手段,能够在不破坏焊件的情况下,深入探查焊缝内部的细微缺陷,提前将潜在隐患消灭在萌芽状态。
接下来,让我们共同深入了解焊缝无损检测的关键技术指标,以及国家标准的制定现状。
二、焊缝无损检测的技术指标有哪些?
1)检测灵敏度
检测灵敏度被誉为无损检测技术的“火眼金睛”,它直接影响到能否敏锐地识别那些潜藏在焊缝深处、微小至极的缺陷。
简单来说,检测灵敏度是衡量检测手段发现特定尺寸缺陷能力的指标。
不同的无损检测方法,其检测灵敏度各有差异。根据目前的无损检测技术水平,表1展示了可检出的宏观缺陷与材料损伤情况。

(表1现代NDT技术可检出的宏观缺陷与材料损伤)
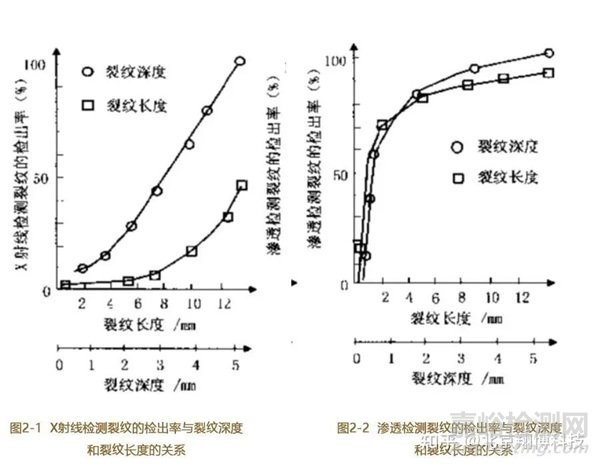
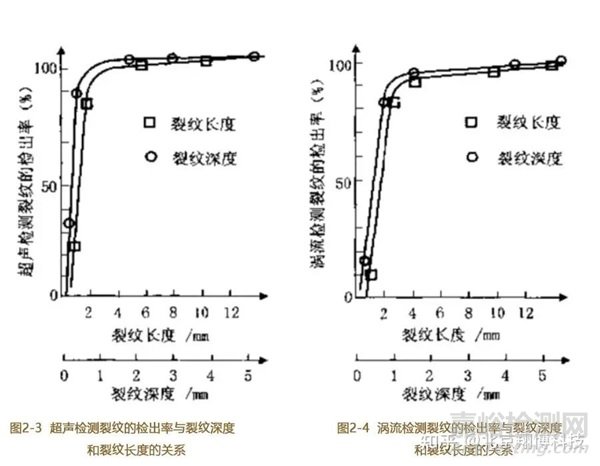
衡量检测灵敏度的指标是不同缺陷尺寸的检出能力。
图2-1至图2-4展示了射线检测、渗透检测、超声检测和涡流检测等方法对裂纹的检出率。
这些数据是基于328个铝合金疲劳裂纹试样进行测定的。
可以看出,除了射线检测的检出率较低外,其它检测方法的裂纹检出率均较高。
2)尺寸测量偏差
一旦在焊缝中发现缺陷,准确测量其尺寸便成为关键环节。尺寸测量误差的控制直接影响对缺陷严重程度的判断以及后续维修和处理措施的制定。现代衍射超声波技术(TOFD)在这方面表现出色,能够将测量缺陷高度的误差控制在1mm以内,宛如一位精准的“度量大师”。
此外,交流电位差(ACPD)和交流电磁场测量技术(ACFM)在测量表面裂纹深度时,也能达到令人惊叹的±0.5mm精度。
值得一提的是,这些先进技术无需事先使用试块进行校准或与人造缺陷进行对比,便能直接给出裂纹的绝对尺寸,大大提高了检测的效率与准确性,使缺陷无处遁形。
3)检测速度
在当今快节奏的工业生产中,检测速度的快慢直接影响生产效率和成本效益。
检测速度依赖于从焊缝中快速提取、识别和评估缺陷信号的能力。随着科技的不断进步,一系列新技术应运而生,为检测提速提供了强大动力。
例如,漏磁法测腐蚀相比于传统的逐点超声测厚方式,犹如装上了“涡轮增压”,显著提升了检测速度。
这是因为漏磁法利用磁性原理,能够快速大面积扫描检测区域,迅速捕捉到因腐蚀等缺陷引起的磁场变化。同样,新开发的涡流表面检测技术也表现出色,凭借电磁感应原理,快速识别表面缺陷。
此外,在使用现有检测技术时,巧妙增加探头数量和通道,就如同开启了“多线程”模式,能够使检测效率成倍增长,满足现代工业对大规模、高效率生产的迫切需求。
4)检测覆盖率
检测覆盖率包括两个关键方面:一是传感器的可达区域,确保检测设备能够顺利到达所有需要检查的部位;二是覆盖的全面性,保证对整个检测区域进行无死角的检验。
在实际工程中,复杂的多层容器焊缝、采油平台的节点焊缝以及容器接管的马鞍形焊缝等,常因结构复杂而面临扫查覆盖的挑战,容易产生检测“死角”。
不同检测方法也存在各自的“盲区”。超声检测在上下表面附近存在盲区,因声波传播和反射特性使得部分区域信号难以捕捉;而射线检测可能因机头无法对准某些特殊位置,导致部分焊缝区域无法被全面覆盖。
因此,根据焊件的具体结构特点,精心选择合适的检测方法并合理规划检测路径,是实现高覆盖率检测的关键。
5)检测可靠性
检测可靠性如同无损检测的“定海神针”,由缺陷检出率和误判率两大要素共同支撑。为了尽可能多地发现缺陷,检测人员通常会提高检测系统的灵敏度。
然而,灵敏度的提升是一把双刃剑,虽然能够捕捉更多缺陷信号,但也会引入系统噪声,加上焊缝自身的组织结构和几何形状变化,容易产生伪信号。
这些干扰因素如同“烟雾弹”,可能导致误判,使原本合格的焊缝被错误判定为有缺陷,从而引发不必要的判废和返修,浪费资源并延误工期。
因此,在实际操作中,如何巧妙平衡灵敏度与误判风险,优化信号处理算法,准确区分真实缺陷与干扰信号,是无损检测领域的重要课题,也是确保检测结果真实可靠的关键所在。
三、焊缝无损检测国家标准定制现状
立足国内,我国构建起了一套完备且极具针对性的焊缝无损检测标准体系。
在锅炉压力容器、钢结构、管道等诸多行业,常用标准犹如坚实的 “基石”,稳稳支撑着产品质量把控的重任。
目前,焊缝无损检测标准将涉及超声、射线、磁粉、渗透、涡流、目视检测等6个技术,分别如下:
3.1、焊缝超声检测国家标准


3.2焊缝射线检测国家标准
焊缝射线检测方面共5大标准,分别如下:
GB/T 3323.1-2019焊缝无损检测射线检测第1部分:X和伽玛射线的胶片技术;
GB/T 3323.2-2019焊缝无损检测射线检测第2部分:使用数字化探测器的×和伽玛射线技术;
GB/T 37910.1-2019焊缝无损检测射线检测验收等级第1部分:钢、镍、钛及其合金;
GB/T 37910.2-2019焊缝无损检测射线检测验收等级第2部分:铝及铝合金;
GB/T 36232-2018焊缝无损检测电子束焊接接头工业计算机层析成像(CT)检测方法。
3.3 焊缝磁粉检测国家标准
GB/T 26951-2011焊缝无损检测焊缝磁粉检测(该标准正在修订,国家标准计划项目号20231665-T-604,等同采用标准ISO 17638:2016)
采用或参考的国际或国外标准:ISO 17638:2003,MOD;
GB/T 26952-2011焊缝无损检测焊缝磁粉检测验收等级(该标准正在修订,国家标准计划项目号20231679-T-604,等同采用IS0 23278:2016)采用或参考的国际或国外标准:ISO23278:2006,MOD。
3.4焊缝渗透检测国家标准
GB/T26953-2011等同采用ISO23277:2006《焊缝无损检测 渗透检测 验收等级》,目前其修订版正在征求意见中,计划等同采用ISO23277:2015,以满足焊缝渗透检测技术发展需求。
3.5 焊缝涡流检测国家标准
GB/T 26954-2焊缝无损检测基于复平面分析的焊缝涡流检测
参考国际标准:ISO 17643:2015,IDT;
GB/T 39789-2021焊缝无损检测金属复合材料焊缝涡流视频集成检测方法
参考国际标准:ISO 23277:2006,MOD。
3.6 焊缝目测检测国家标准
GB/T 32259-2015焊缝无损检测熔焊接头目视检测
参考国际标准:ISO 17637:2003,MOD
四、案例与应用:标准与技术的完美结合
1)薄壁钢构件:相控阵超声检测显身手
在现代建筑与机械制造领域,薄壁钢构件的应用愈发广泛,其焊接质量要求也日益严苛。
以一大型展览馆的钢结构框架为例,大量采用壁厚在3.2mm-8.0mm的薄壁钢构件,这些构件的焊接接头质量直接关乎整个建筑的结构稳定性。
依据GB/T43320-2023标准,采用半自动或全自动相控阵超声检测技术,检测人员如同拥有了一双 “透视眼”。
在检测过程中,相控阵探头精准聚焦声波,对焊缝进行全方位扫描。当遇到微小裂纹或未熔合缺陷时,声波的反射信号被迅速捕捉并分析,能够精准定位缺陷位置,误差控制在极小范围内,确保了每一道焊缝都符合高强度的质量要求,让这座展览馆得以稳固屹立,迎接八方来客。
2)压力容器:多法并用筑安全防线
压力容器作为工业生产中的 “承压大户”,盛装着高温、高压、有毒有害等各类介质,一旦焊缝出现问题,后果不堪设想。
某化工企业的大型压力容器制造过程中,严格遵循NB/T47013等标准规范。
首先,运用超声检测技术对焊缝内部进行全面 “体检”,凭借其对平面型缺陷的高灵敏度,将隐藏在深处的裂纹、未熔合等隐患逐一揪出;
接着,采用射线检测进行复验,通过射线穿透成像,直观呈现缺陷的形态与尺寸,与超声检测结果相互印证,确保检测的准确性;
对于容器表面,磁粉检测与渗透检测双管齐下,磁粉在漏磁场的作用下聚集于表面裂纹处,形成清晰可见的磁痕,而渗透检测则让微小的开口缺陷无所遁形,通过这一系列严密的无损检测流程,为压力容器的安全运行筑牢了坚实堡垒,保障了化工生产的平稳有序。
五、结束语
随着科技的迅猛发展,无损检测技术正朝着智能化、自动化、高精度方向大步迈进。
人工智能算法的深度嵌入,让缺陷识别更加智能精准;大数据技术的广泛应用,使检测结果分析更加科学全面;新型传感器的不断涌现,为检测灵敏度与精度提升注入强大动力。
在标准制定层面,国内外标准的持续融合与优化,将进一步消除技术壁垒,促进全球焊接产业协同发展。
未来,我们期待更多创新技术成果融入标准体系,让标准引领产业升级,推动焊缝无损检测技术在保障质量、提升效率、降低成本的道路上不断前行。

来源:Internet
关键词: 焊缝无损检测技术